Предметом изобретения является способ шлифования резьбы профилированными по профилю резьбы абразивными кругами.
Уже известны способы шлифования резьбы профилированными по профилю резьбы абразивными кругами, причем при шлифовании вращается как абразивный круг, так и изделие. Кроме того абразивному кругу сообшают поперечное перемещение (радиальную подачу), а изделию продольную подачу на величину шага.
Отличительной особенностью описываемого способа шлифования резьбы является то, что оно производится одновременно тремя профилированными образивными кругами, расположенными на одинаковом расстоянии по окружности вокруг изделия, которым сообп1.ают радиальную подачу и планетарное движение вокруг неподвижного изделия.
Для осуществления данного способа применено устройство, которое выполнено в виде головки с центрально расположенным шпинделем, снабженным двумя скрепленными с ним водилами. Последние снабжены пазами для размещения трех оправок с кругами, которые при вращения шпинделя и диска получают планетарное движение вокруг неподвижного изделия, закрепленного в центрах.
Предлагаемый способ более производителен по сравнению с известными и, кроме того, благодаря наличию трех кругов, расположенных симметрично по окружности, изгибающие усилия на изделие значительно меньше, чем при шлифовании одним кругом.
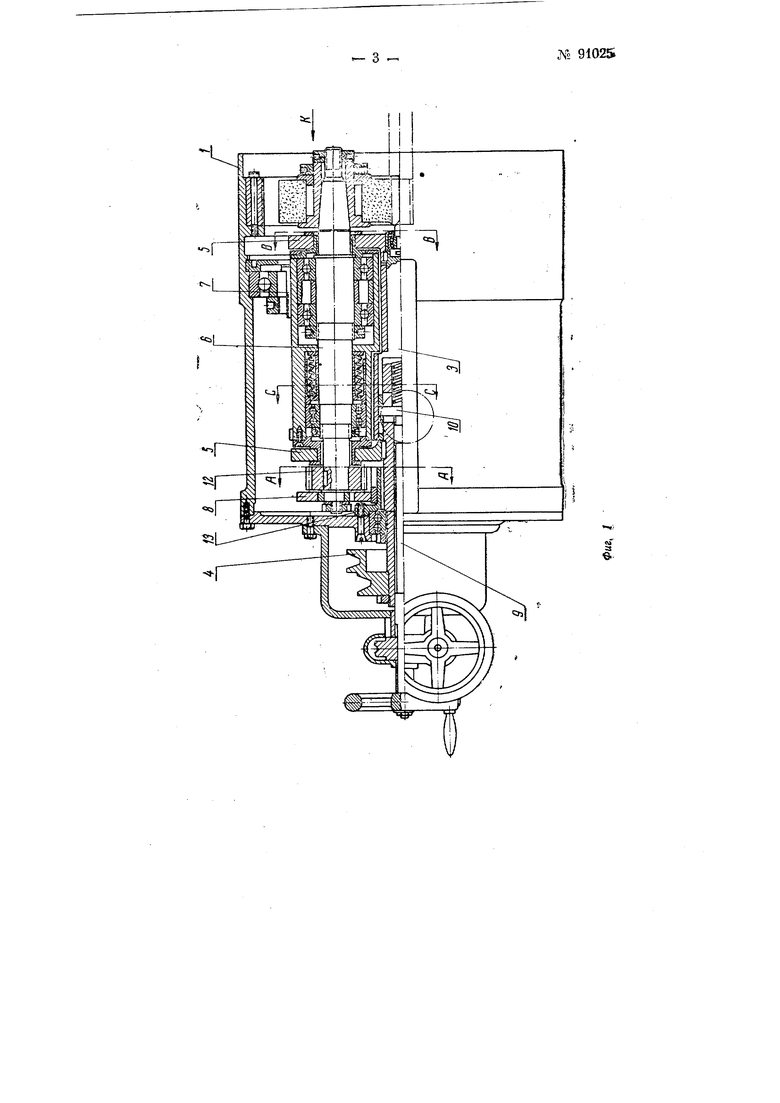
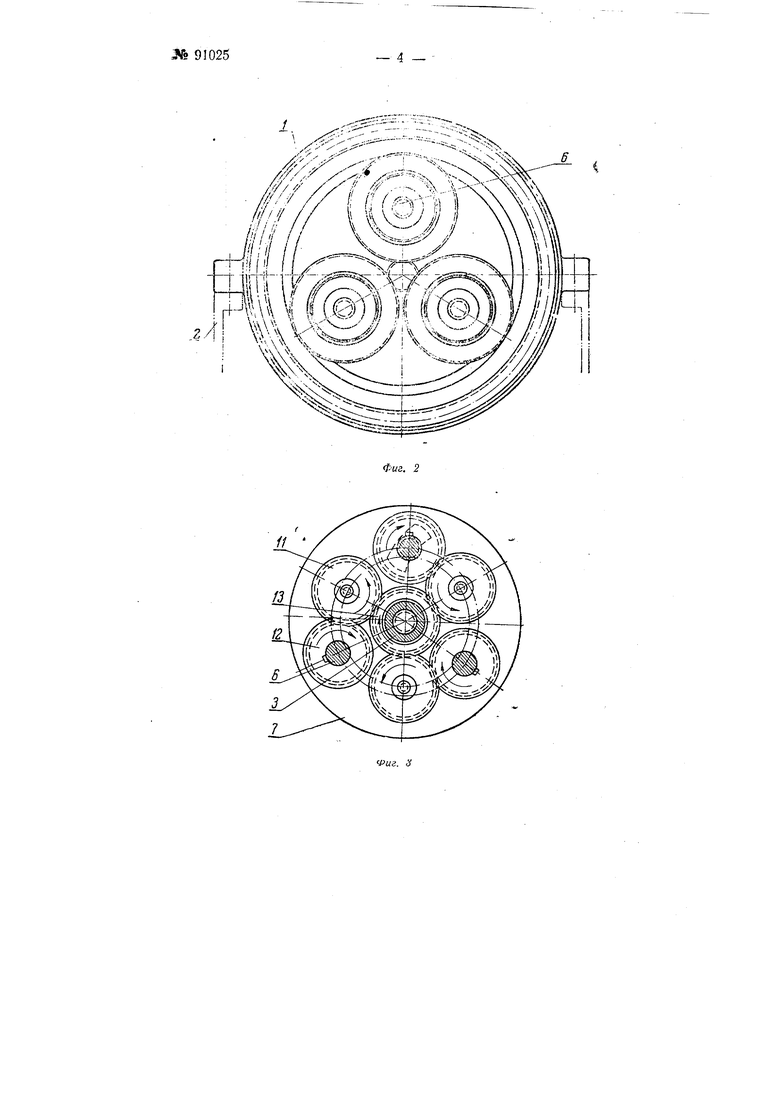
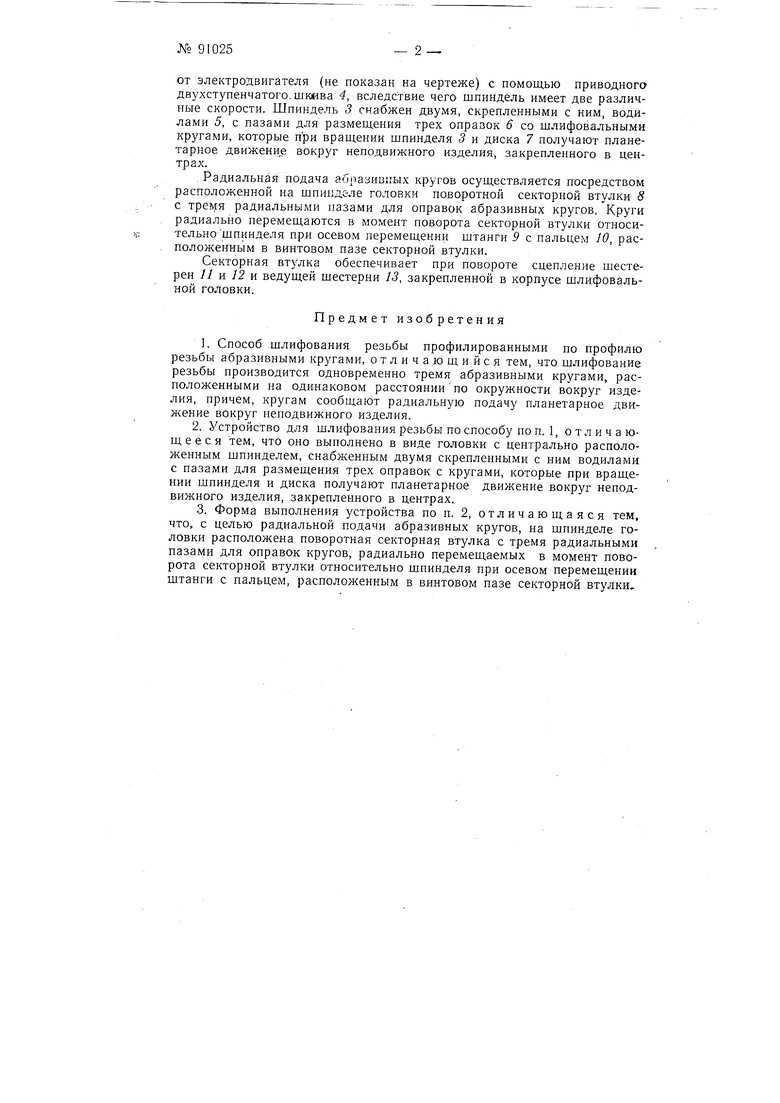
На фиг. 1 изображено устройство в продольном разрезе, на фиг. .2 дан вид по стрелке К. на фиг. 1, на фиг. 3-поперечный разрез но А А на фиг. 1, на фиг. 4-поперечный разрез по Вй на фиг. 1, на фиг. 5-попоперечный разрез по ССнафиг. I, на . 6-часть шпинделя с винтовым назом в двух проекциях.
Устройство для шлифования резьбы выполнено в виде головки, корпус / который неподвижно закреплеп на каркасе 2. В корпусе / центрально расположен шниндель 3, который приводится во вращение
№ 91025
от электродвигателя (не показан на чертеже) с помощью приводного двухступенчатого, шкйва 4, вследствие чего шпиндель имеет две различпые скорости. Шпиндель 3 снабжен двумя, скрепленными с ним, водилами 5, с пазами для размещения трех опразок 6 со шлифовальными кругами, которые при вращении шпинделя 3 и диска 7 получают планетарное движени е вокруг неподвижного изделия, закрепленного в центрах.
. Радиальная подача абпазивлых кругов осуществляется посредством расположенной на шпинделе головки поворотной секторной втулки 8 с тремя радиальными пазами для оправок абразивных кругов. Круги радиально перемещаются в момент поворота секторной втулки относительно шпинделя при осевом перемещении штанги 9 с пальцем 10, расположенным в винтовом пазе секторной втулки.
Секторная втулка обеспечивает при повороте сцепление шестерен 11 к 12 и ведущей шестерни 13, закрепленной в корпусе шлифовальной головки.
Предмет изобретения
1. Способ шлифования резьбы профилированными по профилю резьбы абразивными кругами, отличаюшийся тем, что шлифование резьбы производится одновременно тремя абразивными кругами, расположенными на одинаковом расстояниипо окружности вокруг изделия, причем, кругам сообщают радиальную подачу планетарное движение вокруг неподвижного изделия.
2. Устройство для шлифования резьбы по способу по п. 1, отличающееся тем, что оно выполнено в виде головки с центрально расположенным шпинделем, снабженным двумя скрепленными с ним водилами с пазами для размещения трех оправок с кругами, которые при вращении шпинделя и диска получают планетарное движение вокруг неподвижного изделия, закрепленного в центрах.
3. Форма выполнения устройства по п. 2, отличающаяся тем, что,, с целью радиальной .подачи абразивных кругов, на шпинделе головки расположена поворотная секторная втулка с тремя радиальными пазами для оправок кругов, радиально перемещаемых в момент поворота секторной втулки относительно шпинделя при осевом перемещении штанги с пальцем, расположенным в винтовом пазе секторной втулки.
в.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования резьбы на токарном станке при помощи винтовых фрез | 1943 |
|
SU75603A1 |
| Головка для накатки резьб | 1956 |
|
SU105918A1 |
| Устройство (инструмент) для накатки внутренней резьбы | 1956 |
|
SU108356A2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2298461C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| ПЛАНЕТАРНАЯ ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ | 2003 |
|
RU2254976C2 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 1999 |
|
RU2148488C1 |
| СПОСОБ ПЛАНЕТАРНОГО ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2189895C2 |
| СПОСОБ ШЛИФОВАНИЯ ВИНТОВ | 2005 |
|
RU2305025C1 |