39123434
ребра, и в нюкней части - неподви кнуюpiana. При дальнейшем движении ползуна
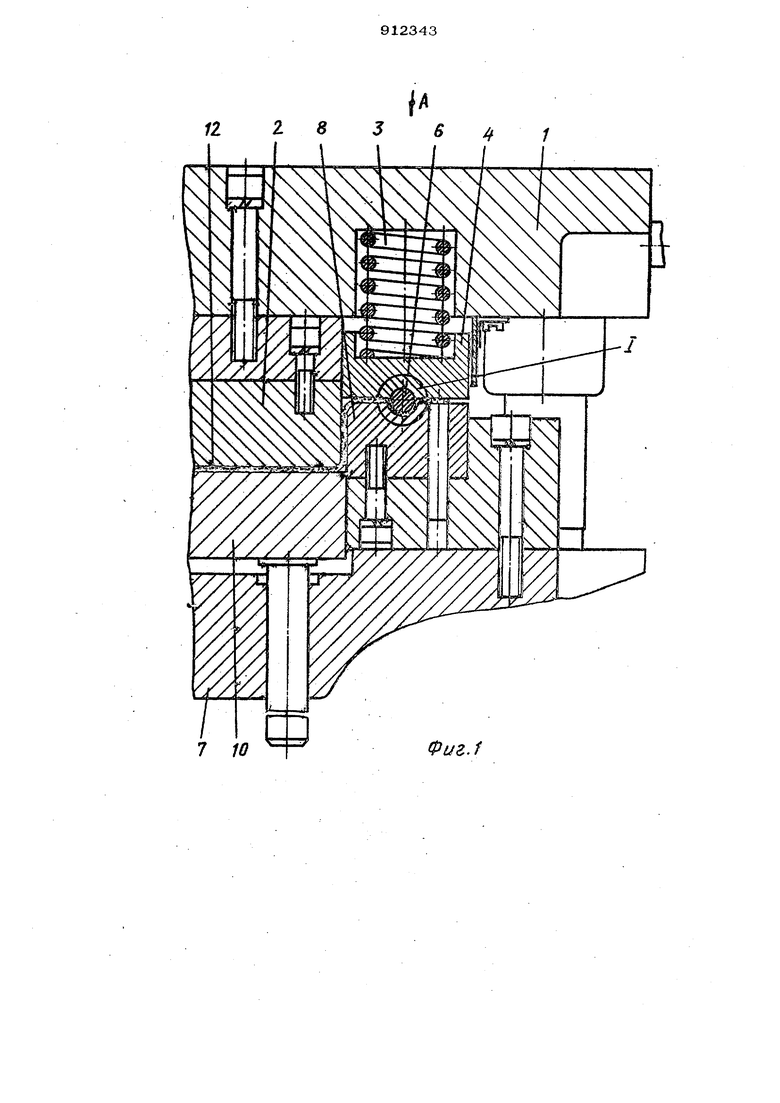
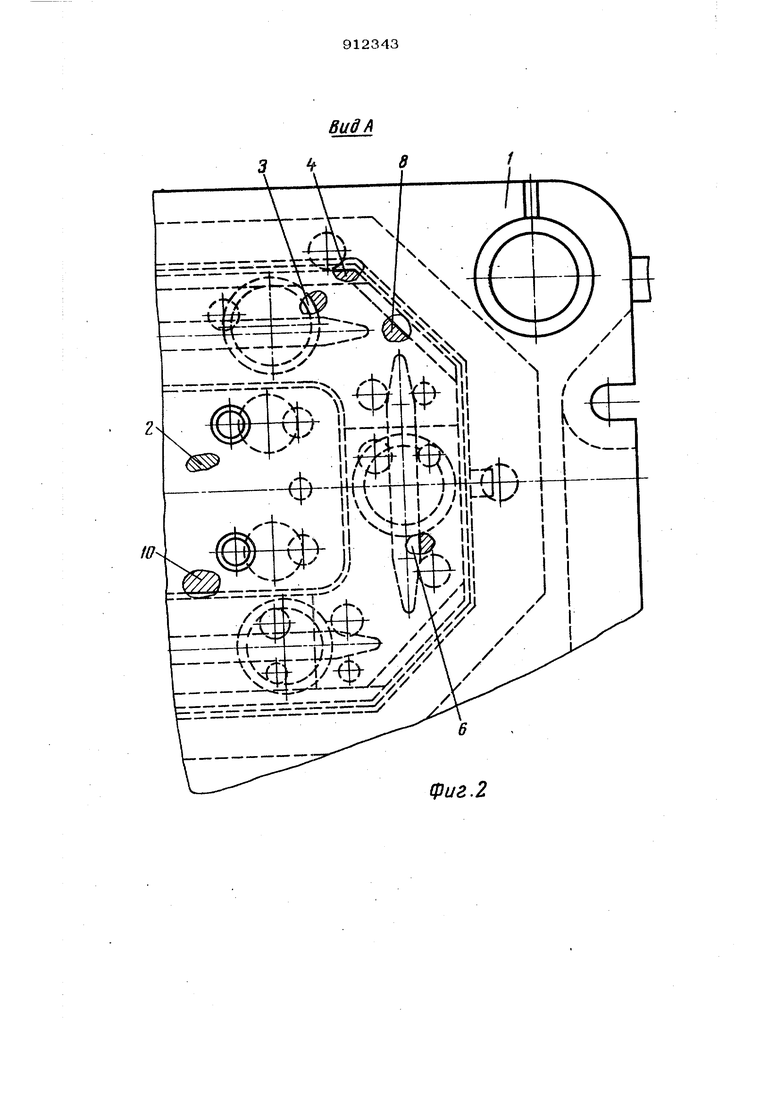
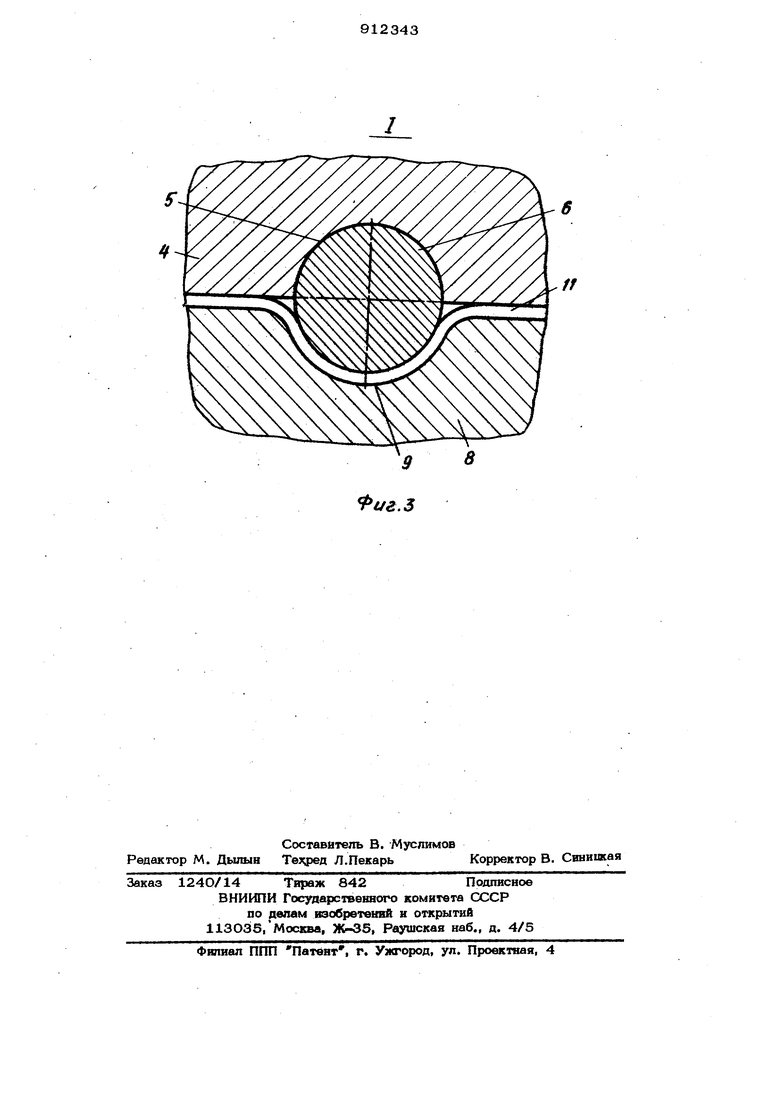
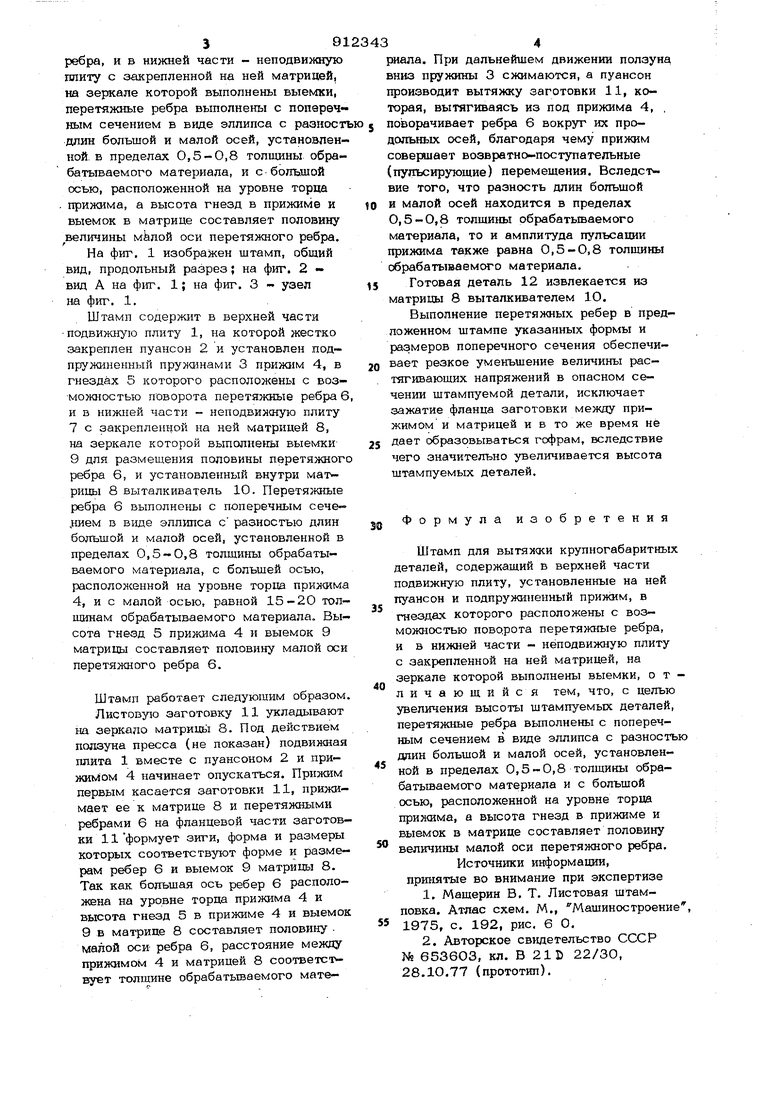
плиту с закрепленной на ней матрицей, на зеркале которой выполнены выемки, перетяжные ребра выполнены с поперечным сечением в виде эллипса с разност длин большой и малой осей, установлен ной, в пределах 0,5-0,8 толщины обрабатываемого материала, и с-большой осью, расположенной на уровне торца . прижима, а высота гнезд в прижиме и выемок в матрице составляет половину величины мЬлой оси перетяжного ребра. На фиг. 1 изображен штамп, общий вид, продольный разрез; на фиг. 2 вид А на фиг. 1; на фиг. 3 - узел на фиг. 1, Штамп содержит в верхней части подвижную плиту 1, на которой жестко закреплен пуансон 2 и установлен подпружиненный пружинами 3 прижим 4, в гнездах S которого расположены с возможностью поворота перетяжные ребра 6 и в нижней части - неподвижную плиту 7 с закрепленной на ней матрицей 8, на зеркале которой выполнены выемки9 для расзмещения половины перетяжног ребра 6, и установленный внутри матрицы 8 выталкиватель 10. Перетязкные ребра 6 выполнены с поперечным сече- даем Б В1ще эллипса с разностью длин большой и малой осей, установленной в пределах 0,5-0,8 толщины обрабатываемого материала, с большей осью, расположенной на уровне торца прижима 4, и с малой осью, равной 15-20 толщинам обрабатываемого материала. Высота гнезд 5 прижима 4 и выемок 9 матрицы составляет половину малой оси перетяжного ребра 6. Штамп работает следующим образом Листовую заготовку 11 укладывают на зеркало матрииь 8. Под действием ползуна пресса (не показан) подвиндаая плита 1 вместе с пуансоном 2 и прижиь/ ом 4 начинает опускаться. Прижим первым касается заготовки 11, прижимает ее к матрице 8 и перетяжными ребрами 6 на фланцевой части заготовки 1 1 формует зиги, форма и размеры которых соответствуют форме и размерам ребер 6 и выемок 9 матрицы 8. Так как большая ось ребер 6 расположена на уровне торца прижима 4 и высота гнезд 5 в прижиме 4 и выемок 9 в матрице 8 составляет половину . малой оси ребра 6, расстояние между прижимом 4 и матрицей 8 соответсрвует толщине обрабатьшаемого матевниз пружины 3 сжимаются, а пуансон производит вытяжку заготовки 11, которая, вытягиваясь из под прижима 4, поворачивает ребра 6 вокруг их продольных осей, благодаря чему прижим совершает возвратно-поступательные (пульсирующие) перемещения. Вследсгвие того, что разность длин большой и малой осей находится в пределах 0,5-0,8 толшшпы обрабатьтаемого материала, то и амплитуда пульсации прижима также равна 0,5-0,8 толщины обрабатываемого материала. Готовая деталь 12 извлекается из матрицы 8 выталкивателем 10. Выполнение перетяжных ребер в предложенном штампе указанных формы и размеров поперечного сечения обеспечи- вает резкое уменьшение величины растягивающих напряжений в опасном сечении штампуемой детали, исключает зажатие фланца заготовки между прижимом и матрицей и в то же время не дает образовываться гофрам, вследствие чего значительно увеличивается высота штампуемых деталей. Формула изобретения Штамп для вытялоси крупногабаритных деталей, содержащий в верхней части подвижную плиту, установленные на ней пуансон и подпружиненный прижим, в гнездах которого расположены с возможностью поворота перетяжные ребра, и в нижней части - неподвижную плиту с закрепленной на ней матрицей, на зеркале которой выполнены выемки, отличающийся тем, что, с целью увеличения высоты штампуемых деталей, перетяжные ребра выполнены с поперечным сечением в виде эллипса с разностью длин большой и малой осей, установленной в пределах 0,5-0,8 толщины обрабатываемого материала и с большой осью, расположенной на уровне торца прижима, а высота гнезд в прижиме и выемок в матрице составляет половину величины малой оси перетяжного ребра. Источники информации, принятые во внимание при экспертизе 1.Мащерин В. Т. Листовая штамповка. Атлас схем. М., Машиностроение, 1975, с. 192, рис, 6 О. 2.Авторское свидетельство СССР № 653603, кл. В 21 D 22/30, 28.1О.77 (прототип). -xi/- /hVX 7fc-- 444VVKfl Ш iMrJ
Вид А / /
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ (ВАРИАНТЫ) | 2013 |
|
RU2570685C2 |
| СПОСОБ ВЫТЯЖКИ РАЗНОТОЛЩИННОЙ СВАРНОЙ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2149728C1 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2302919C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2003 |
|
RU2242316C1 |