1
Изобретение относится к пайке и может быть использовано в авиационной, приборостроительной и других отраслях щэомышленности.
Известно устройство, предназначенное для пайки методом погружения, состоя/ шее из неподвижного паяльного резервуфа, помещенного в наружную ванну, из которой расплавленный припой нака-чивается в паяльный резервуар посредством насоса, а удаление окислов с пов хности 1ФИПОЯ в паяльном резервуаре осуществляется в результате сли&а избыточного щ)ипоя в н ужную ванну
Однако непре{8 юная ц куляция щэипоя 1ФИВОДИТ к значительным его потерям за счет окисления вс здухом, пря лужении малогабфитных деталей в небольщом объеме 1фипоя в ванне не обеспечивается требуемая высокая точность и равномерность лужения детали по высоте погружаемой части. Кроме того, в устройстве отсутствует регулятор глубины погружения детали в пркпой, который
необходим 1ФИ изменении высоты обслуживания различных типоразмеров деталей, Известно также устройство для пайки и лужения деталей погружением, содержащее ванну с расплавленным припоем и подвижный скребок для удаления окислов с поверхности . Скребок, закрепленный на транспортирующем диске, перемещающийся по поверхности расплавленного 1ФИПОЯ, сдвигает окислы к внут10ренним стенкам ванны 2.
Однако в таком устройстве не исключена -опасность попадания окисла на обслуживаемую поверхность деталей и нарущение качества лужения вследствие от15деления окисла от стенок ванны по мере его накопления в щзоцессе работы устройства; увеличена площадь зеркала расплавленного щтпоя за счет использования вспомогательной внешней ванны,
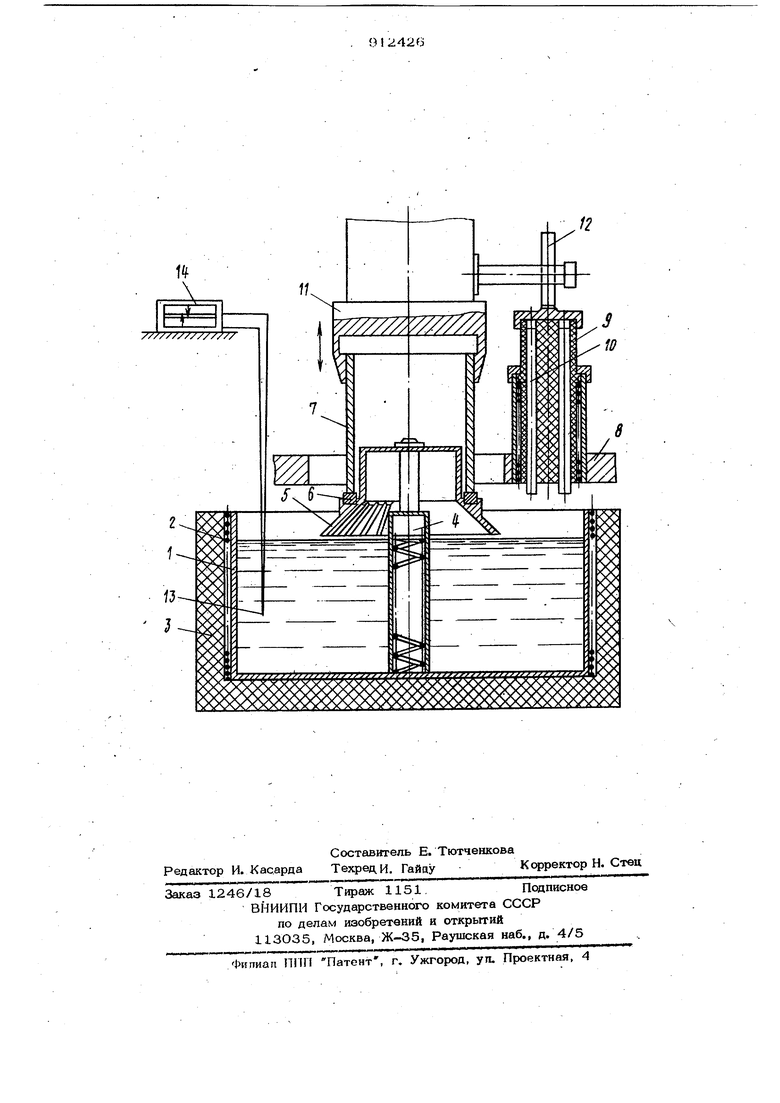
20 приводящая к повыщенной окисляемости 1ФШ1ОЯ к не15)оизводительным потерям; отсутствие регулирующего механизма изменения глубины погружения деталей is 3 фипой не позволяет производить лужен раапичных деталей в необходимом диапа ооне высоты обслуживаемой части; расходуется дополнительная электроэнергия на расплавпение 1фипоя и поддержание рабочей температуры расплава гфипоя, находящегося во внешней ванне. Цель изобретения - улучшение качес ва пайки и лужения за счет повышения эффективности удаления окислов. Указанная цель достигается тем, что устройство для пайки и лужения де- талей погружением, содержащее ванну с расплавленным гфипоем и подвижный скребок для удаления окислов с поверхности припоя, снабжено- установленной Ь ванне подвижной подпружиненной насадкой с закрепленным на ней составным скребком, верхняя часть которого выполнена цилиндрической, а нижняя, контактирующая с припоем, - в виде конуса с радиальными щелевыми прорезями. На чертеже показано устройство для пайки и лужения. Устройство для пайки и лужения.деталей погружением состоит из корпуса ванны лужения 1 с обогревателем 2, помещенными в изолирующий стакан 3. Внутри ванны лужения расположена подгфуживенная насадка 4, на верхнем торце котсрой закреплен скребок с радиальными щелевыми прорезями, в нижней части 5 с эластичным уплотнителем 6 из термостойкого несмачиваемого хфипоем материала, соответствующий по конфигурации хфофилю торца обс живаемой детали 7. К плите стола 8 к пится регулятор 9 глубины погружения детали в припой с двумя электродами 1 нижними концами взаимодействующими 155ипоем в момент касания его поверхности, а другими подсоединенными к це управления механизмом погружения дет ли. На захвате, удерживающем деталь устанавливается подвижный упор 12, который при опускании детали перемещает вниз электроды регулятора глубин погружения. Изменение глубины погружения детали осуществляется путем пе становки и закрепления упора в необходимое положение по высоте с помощь шкальи Температура расплава 1фШ1оя к тролируется с помощью термопары 13, подключенной к электронному потенциометру 14.. Процесс лужения осуществляется следующим образом.. 6 В исходном положении скробок находится гфимерно на уровне зеркала расплавленного гфипоя. При движении детали вниз, торец ее под действием сжимающего усилия пружины плотно поджимается к эластичному уплотнителю, герметично перекрывающему к Моменту погружения детали доступ припоя к поверхности, не подлежащей обслуживанию. Одновременно, перед погружением детали в припой, скребок йвоей конусообразной частью рааавигает пленку окислов, перемещая ее к центру ванны в цилиндрическую часть скребка, обеспечивая тем самым чистуя:) поверхность припоя в зоне погружения детали и доступ его к обслуживаемой поверхности. Погружение детали в припой осуществляется вплоть до того момента, пока не 1ФОИСХОДИТ касание электродов регулятора глубины погружения с зеркалом ва1Шы, после чего происходит остановка механизма погружения детали. Глубина погружения детали в припой устанавливается заранее посредством упора, за- -ч крепленного на захвате детали. Устройство для пайки и лужения деталей погружением в припой позволяет улучшить качество лужения, обеспечить высокую точность лужения в требуемом диапазоне глубины погружения деталей, независимо от изменения уровня припоя в ванне в процессе работь, уменьшить потери припоя от окисления и позволяет механизировать 1фоцесс лужония. Формула изобретения Устройство для пайки и лужения деталей погружением, содержащее ванну с расплавленным припоем и подвижный С1фебок для удаления окислов с поверхности припоя, отличающееся тем, что, с целью улучшения качества пайки и лужения за счет повышения эффективности удаления окисЛов, устройство снабжено,, установленной в ванне noABtmcной подпружиненной насадкой с закрепленным на ней составным скребком, верхняя часть которого выполнена цилиндрической, а нижняя, контактирующая с припоем, - в виде конуса с радналз-ными щелевыми гфорезями. Источники информации, принятые во внимание при экспертное 1.Авторское свидетельство СССР N 184598, кл. В 23 К З/Об, 24.06.65. 2.Авторское свидетельство ff N9 33721О, кл. В 23 К , О2.04.7О (прототип). Ж. m .j
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для лужения и пайки | 1980 |
|
SU912425A1 |
| Устройство для лужения и пайки радиодеталей погружением в расплавленный припой | 1986 |
|
SU1323278A1 |
| Сопло ванны для пайки волной припоя | 1980 |
|
SU912423A1 |
| Устройство для лужения и пайки погружением в расплавленный припой | 1977 |
|
SU671041A1 |
| Устройство для пайки и лужения | 1979 |
|
SU963748A1 |
| Устройство для пайки погружением | 1978 |
|
SU719822A1 |
| Устройство для горячего лужения деталей | 1978 |
|
SU740424A1 |
| Устройство для лужения | 1986 |
|
SU1382609A1 |
| Устройство для пайки погружением | 1990 |
|
SU1756050A1 |
| Устройство для пайки деталей погружением | 1980 |
|
SU889323A2 |