t
Изобретение относится к металлургии легких мет-аллов, в частности к получению алюминия электролизом криолитоглиноземного расплава.
Известно катодное устройство алюминиевых электролизеров, футерованное угольными материалами tl.
Недостатком известного катодного устройства является малая продолжительность межремонтного периода.
Наиболее близко к предложенному катодное устройство алюминиевого электролизераi содержащее подину, выполненную из угольных блоков стокоподводящими стержнями, соединенных между собой швами из подовой массы, боковую футеровку из угольных плит, соединенных с угольными бло- посредством периферийного шва из подовой массы 21.
Недостатком известного устройства является то, что при нагреве поднны до рабочих температур в процессе ее обжига угольные блоки удлиняются
в направлении периферийного шва, кок сование которого происходит позже по сравнению с центральным швом вследствие повышенной теплоотдачи периферийной части катодного устройства. В конечной стадии обжига в результате удпинения блоков и усадки швов при коксовании между ними образуются зазоры шириной до 2,0 мм, по которым расплав проникает под угольtoные блоки, что вызывает в последующем вспучивание и разрушение подины.
Цель изобретения - повышение срока службы электролизера и упрощение конструкции катодно,го устройства
ts путем исключения периферийного шва.
Поставленная цель достигается тем, что в катодном устройстве угольные блоки подиМ) с токоподводящими стержнями удлинены на величину про20дольного периферийного шва и установлены вплотную к боковой футеровке.
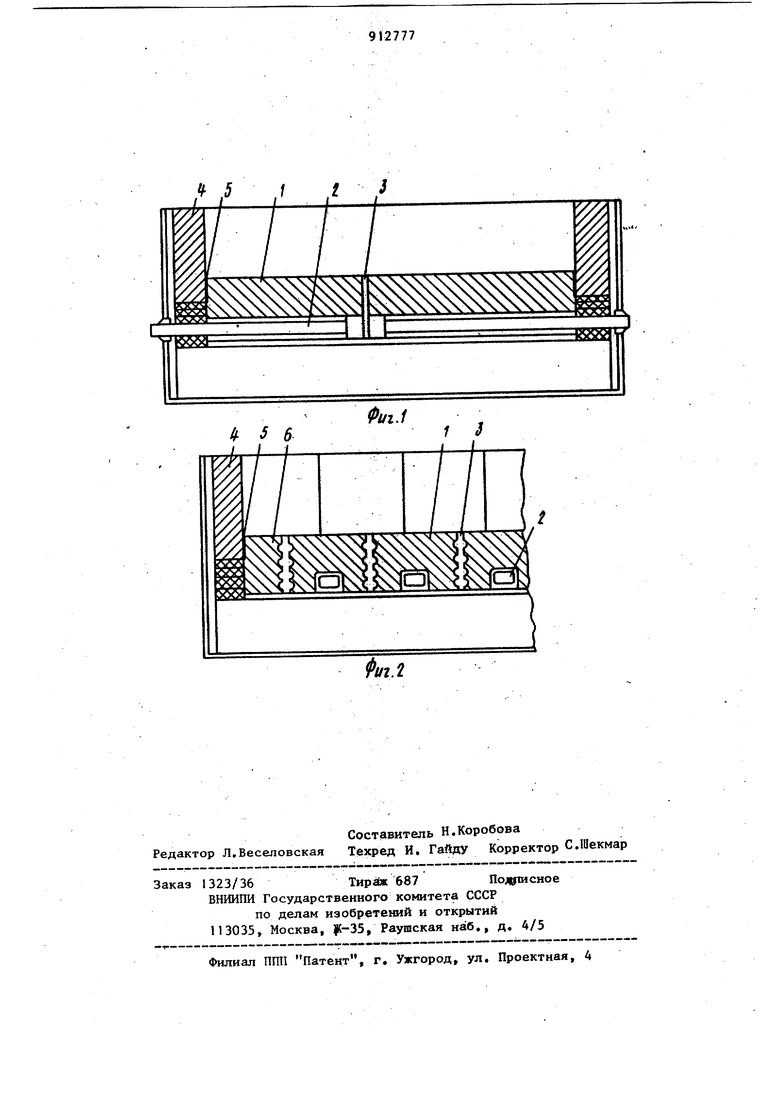
В торцах подины вплотную к боковой футеровке дополнительно ycTairOBлены угольные блоки без токоподводящих стержней, ширина которых равна ширине торцового периферийного шва, Для устранения торцевого периферийного шва дополнительно установлены кодовые угольные блоки без токоподводящих стержней, ширина которых равна ширине торцевого перифе рийного шва, соединенные с угольным плитами боковой футеровки склеивающей пастой с удельным электросопротивлением не менее 100 Ом-мм /м. Исключение периферийного шва упр щает конструкцию катодного устройст и предотвращает образование при обжиге зазоров между швами и угольным блоками, так как температурное удли нение угольных блоков Перекрывает усадку швов при коксовании. Это сущ ственно снижает попадание расплава под угольные блоки и, соответственно, повьшает срок службы электролизеров. Использование склеивающей пасты с низкой электропроводностью для скрепления угольных блоков с боковы ми угольными гшитами уменьшает стек ние тока через боковую футеровку и, соответственно, уменьшает ее разъединение , что способствует повышению срока службы электролизеров. На фиг,I изображено катодное устройство, поперечный разрез; на фиг,2 - то же, продольный разрез. Катодное устройство алюминиевого электролизера содержит угольные бло ки 1 с токоподводящими стержнями 2, соединенные между собой швами 3 из подовой массы, и боковые угольные плиты 4, соединенные с угольными блоками I посредством слоя пасты 5, 74 состоящей из технической патоки и Измельченного карборунда, а также угольные блоки 6 без токоподводящих стержней, соединенные между собой швами 3 из подовой массы. Использование предложенного катодного устройства гшюминиевого электролизера обеспечивает по сравнению с известным повьш1ение срока службы электролизеров. Формула изобретения 1,Катодное устройство апюмшшевого электролизера, включающее подину, выполненную из угольных блоков с токоподводящими стержнями, соединенных между собой швами, и боковую футеровку, от личающееся тем, что, с целью увеличения срока службы электролизера, угольные подины С токоподводящими Стержнями удпинегал на величину продольного периферийного шва и установлены вплотную к боковой поверхности, 2,Устройство по п,1, отличающееся тем, что в торцах подины вплотную к боковой футеровке дополнительно установлены угольные блоки без токоподводялщх стержней, ширина которых равна ширине торцового периферийного шва. Источники информации, принятые во внимание при экспертизе 1,Справочник металлургии по цвет-, ным металлам.. 1971, Производство алюмиш1я, М., с, 186-206, 2.Янко Э.Л, Производство алюминия в электролизерах, М,, 1976, с,29-31.
.5
gooaг V
S2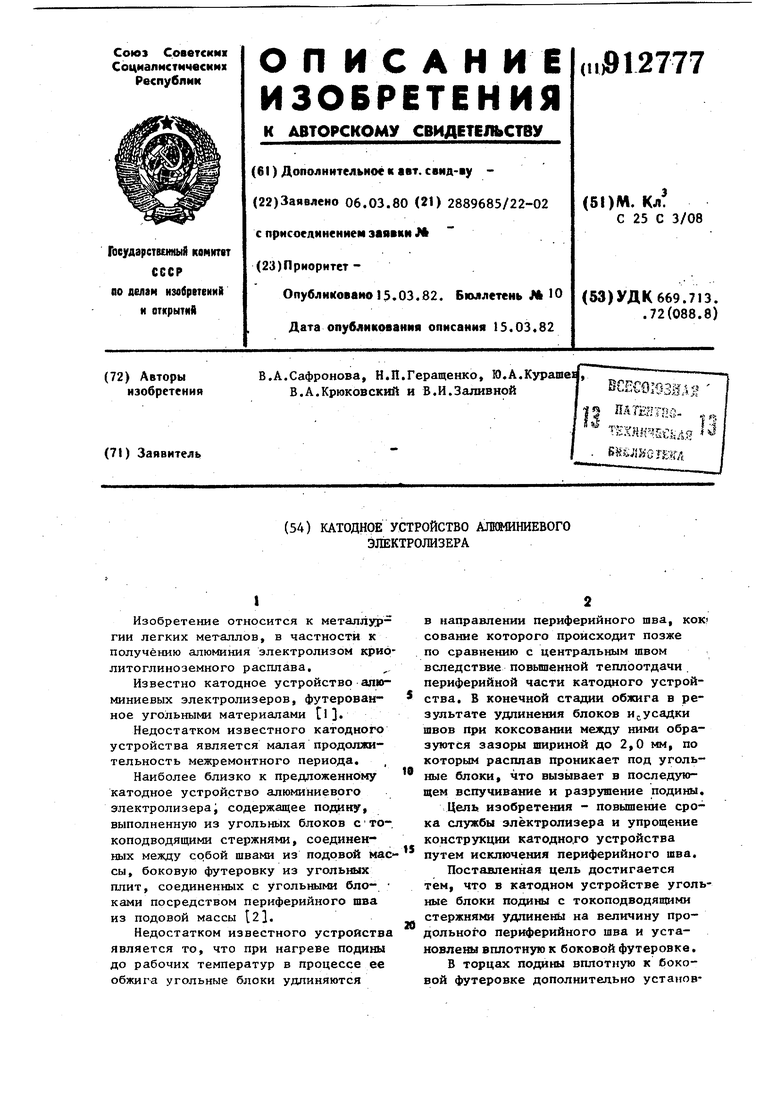
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2001 |
|
RU2200212C2 |
| Подина алюминиевого электролизера | 1985 |
|
SU1271914A1 |
| СПОСОБ МОНТАЖА КАТОДНОГО УСТРОЙСТВА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2228391C2 |
| Катодное устройство алюминиевого электролизера | 1976 |
|
SU735662A1 |
| СПОСОБ МОНТАЖА ПОДОВОЙ СЕКЦИИ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2082827C1 |
| СПОСОБ МОНТАЖА ПОДИНЫ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1991 |
|
RU2037566C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2003 |
|
RU2239003C1 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1997 |
|
RU2121528C1 |
| ПОДИНА ЭЛЕКТРОЛИЗЕРА ДЛЯ ПОЛУЧЕНИЯ АЛЮМИНИЯ | 2010 |
|
RU2449060C2 |
| КАТОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2010 |
|
RU2458185C1 |