(54) АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО
ПОЛОТНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сшивки картонных заготовок | 1975 |
|
SU580128A1 |
| Устройство для формирования и упаковки в эластичную пленку пакета предметов | 1982 |
|
SU1041422A1 |
| Линия для сшивки проволокой ящиков лоткового типа | 1985 |
|
SU1247282A1 |
| Горизонтальный пресс для изготовления строительных камышитовых плит | 1957 |
|
SU117776A1 |
| Устройство для сшивания деревянных конструкций | 1981 |
|
SU977161A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЧУЖНОГО ПОЛОТНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2163523C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВАННОЙ ТКАНИ | 2010 |
|
RU2436649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОЛЬЧУЖНОГО ПОЛОТНА | 2005 |
|
RU2296031C2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ НАКЛЕЙКИ ЭТИКЕТОК | 2000 |
|
RU2173289C1 |
| Станок для сшивки деревянных щитков | 1959 |
|
SU131078A1 |
1
Изобретение относится к области обработки материалов давлением, в частности к оборудованию для изготовления проволочного полотна из колец и для изготовления, кольчужного полотна сложной конфигурации.
Известен автомат для изготовления кольчужного полотна 1, содержащий установленные на станине в корпусе механизмы фиксации и резки спирали и механизм циклического перемещения рабочих органов, выполненный в виде приводного распределительного вала с кулачками.
Наиболее близким по технической сущности к изобретению является автомат для изготовления кольчужного полотна 2 содержащий размещенные на станине бункер для колец и кинематически связанные между собой механизм подачи, приводной распределительный вал с кулачками, магазин для сщивных скоб, механизм сщивки, состоящий из подпружиненных толкателей, формовочной матрицы с пазами для загибки сщивных скоб в кольца, механизмов поддержки верхнего и нижнего рядов колец, механизма выталкивания нижнего ряда колец и заслонку.
Однако технологические возможности такого автомата ограничены, так как нельзя получить -разнообразные по конфигурации кольчужные полотна.
Целью изобретения является расщирение
5 технологических возможностей.
Эта цель достигается тем, что в автомате для изготовления кольчужного полотна, содержащем размещенные на станине бункер для колец и кинематически связанные
1Q между собой механизм подачи, приводной распределительный вал с кулачками, магазин для сщивных скоб, механизм сщивки, состоящий из подпружиненных толкателей, формовочной матрицы с пазами для загибки сшивных скоб в кольца, механизмов поддержки верхнего и нижнего рядов колец, механизма выталкивания нижнего ряда колец и заслонки, механизм сщивки имеет программное средство управления толкателями, состоящее из двух дисков, один из
2Q которых имеет выступ и кинематически связан с приведенным приводным распределительным валом посредством щестерни, а на втором диске установлены выключатели толкателей для поочередного взаимодействия с выступом первого диска.
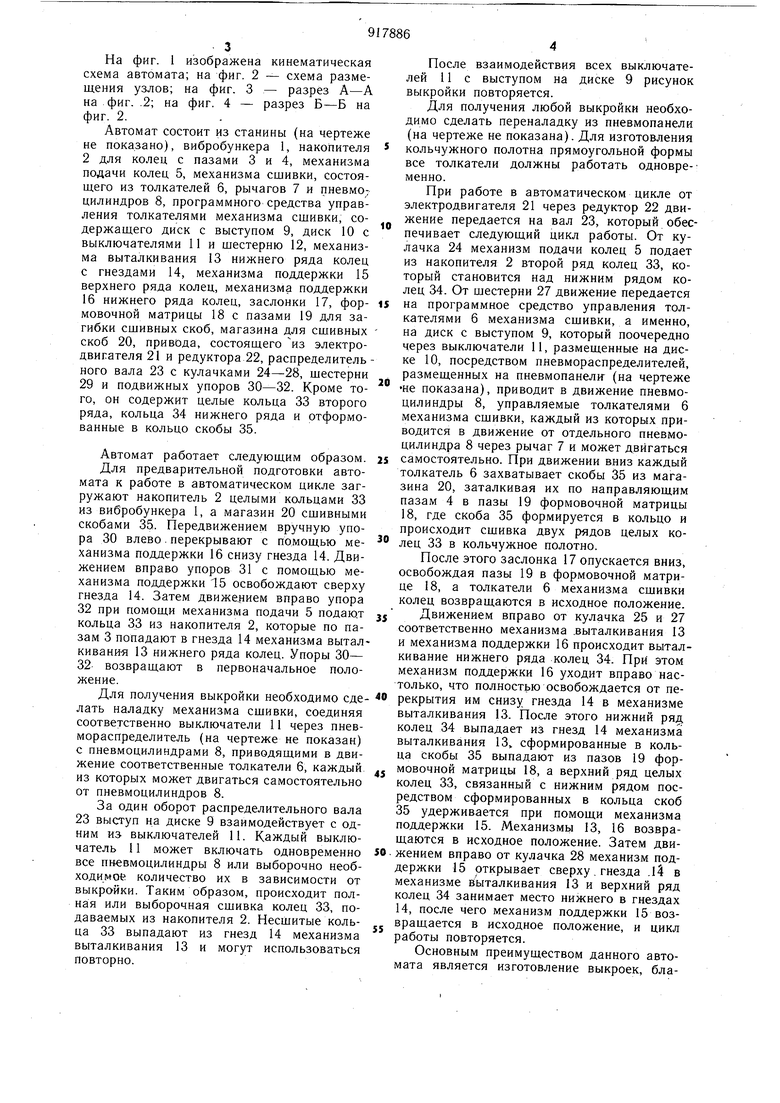
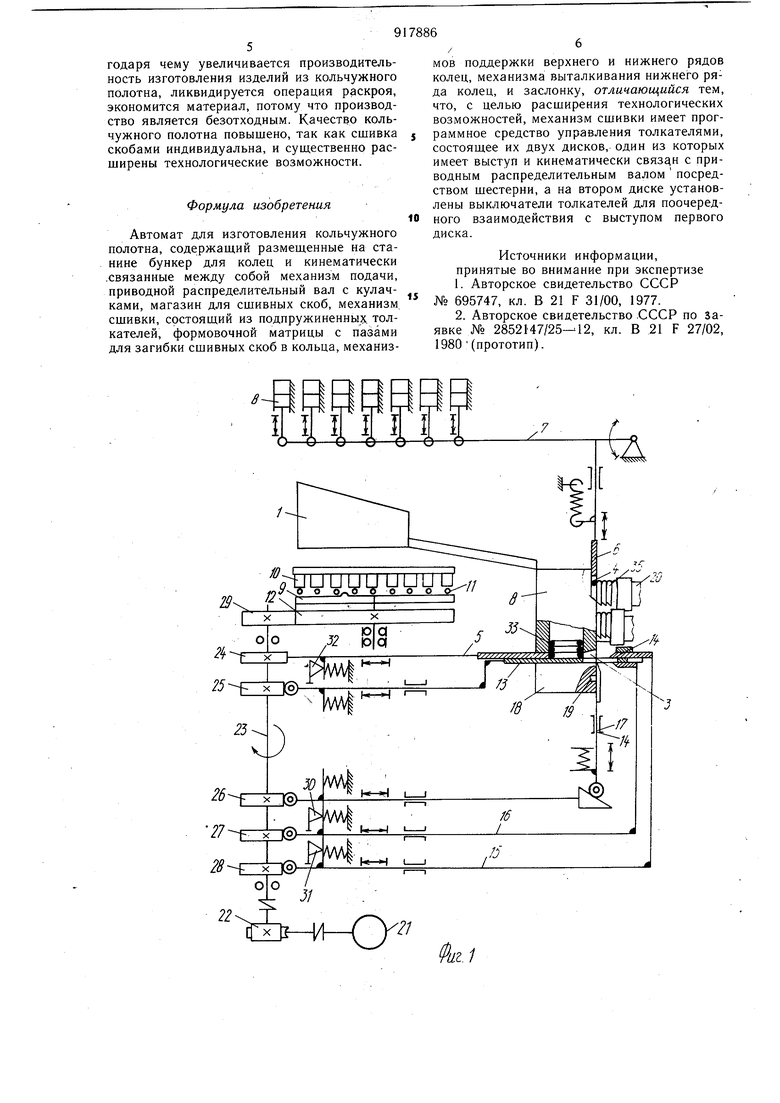
На фиг. 1 изображена кинематическая схема автомата; на фиг. 2 - схема размещения узлов; на фиг. 3 - разрез А-А на фиг. .2; на фиг. 4 - разрез Б-Б на фиг. 2.
Автомат состоит из станины (на чертеже не показано), вибробункера 1, накопителя 2 для колец с пазами 3 и 4, механизма подачи колец 5, механизма сшивки, состоящего из толкателей 6, рычагов 7 и пневмоцилиндров 8, программного средства управления толкателями механизма сщивки, содержащего диск с выступом 9, диск 10 с выключателями 11 и шестерню 12, механизма выталкивания 13 нижнего ряда колец с гнездами 14, механизма поддержки 15 верхнего ряда колец, механизма поддержки 16 нижнего ряда колец, заслонки 17, формовочной матрицы 18 с пазами 19 для загибки сшивных скоб, магазина для сшивных скоб 20, привода, состояшего из электродвигателя 21 и редуктора 22, распределитель ного вала 23 с кулачками 24-28, шестерни 29 и подвижных упоров 30-32. Кроме того, он содержит целые кольца 33 второго ряда, кольца 34 нижнего ряда и отформованные в кольцо скобы 35.
Автомат работает следующим образом.
Для предварительной подготовки автомата к работе в автоматическом цикле загружают накопитель 2 целыми кольцами 33 из вибробункера 1, а магазин 20 сшивными скобами 35. Передвижением вручную упора 30 влево. перекрывают с помощью механизма поддержки 16 снизу гнезда 14. Движением вправо упоров 31 с помощью механизма поддержки 15 освобождают сверху гнезда 14. Затем движением вправо упора 32 при помощи механизма подачи 5 подают кольца 33 из накопителя 2, которые по пазам 3 попадают в гнезда 14 механизма вытал кивани-я 13 нижнего ряда колец. Упоры 30- 32 возвращают в первоначальное положение.
Для получения выкройки необходимо сделать наладку механизма сщивки, соединяя соответственно выключатели 11 через пневмораспределитель (на чертеже не показан) с пневмоцилиндрами 8, приводящими в движение соответственные толкатели 6, каждый из которых может двигаться самостоятельно от пневмоцилиндров 8.
За один оборот распределительного вала 23 выступ на диске 9 взаимодействует с одним иа выключателей 11. Каждый выключатель 11 может включать одновременно все пневмоцилиндры 8 или выборочно необходимо{ количество их в зависимости от выкройки. Таким образом, происходит полная или выборочная сшивка колец 33, подаваемых из накопителя 2. Несщитые кольца 33 выпадают из гнезд 14 механизма выталкивания 13 и могут использоваться повторно.
После взаимодействия всех выключателей 11 с выступом на диске 9 рисунок выкройки повторяется.
Для получения любой выкройки необходимо сделать переналадку из пневмопанели (на чертеже не показана). Для изготовления
кольчужного полотна прямоугольной формы все толкатели должны работать одновре- менно.
При работе в автоматическом цикле от электродвигателя 21 через редуктор 22 движение передается на вал 23, который обеспечивает следующий цикл работы. От кулачка 24 механизм подачи колец 5 подает из накопителя 2 второй ряд колец 33, который становится над нижним рядом колец 34. От шестерни 27 движение передается
на программное средство управления толкателями 6 механизма сщивки, а именно, на диск с выступом 9, который поочередно через выключатели 11, размещенные на диске 10, посредством пневмораспределителей, размещенных на пневмопанел1г (на чертеже не показана), приводит в движение пневмоцилиндры 8, управляемые толкателями 6 механизма сшивки, каждый из которых приводится в движение от отдельного пневмоцилиндра 8 через рычаг 7 и может двигаться
5 самостоятельно. При движении вниз каждый толкатель 6 захватывает скобы 35 из магазина 20, заталкивая их по направляющим пазам 4 в пазы 19 формовочной матрицы 18, где скоба 35 формируется в кольцо и происходит сщивка двух рядов целых ко лец 33 в кольчужное полотно.
После этого заслонка 17 опускается вниз, освобождая пазы 19 в формовочной матрице 18, а толкатели 6 механизма сшивки колец возвращаются в исходное положение,
J Движением вправо от кулачка 25 и 27 соответственно механизма .выталкивания 13 и механизма поддержки 16 происходит выталкивание нижнего ряда колец 34. При этом механизм поддержки 16 уходит вправо настолько, что полностью освобождается от пе рекрытия им снизу гнезда 14 в механизме выталкивания 13. После этого нижний ряд, колец 34 выпадает из гнезд 14 механизма выталкивания 13,. сформированные в кольца Скобы 35 выпадают из пазов 19 форj мовочной матрицы 18, а верхний ряд целых колец 33, связанный с нижним рядом посредством сформированных в кольца скоб 35 удерживается при помощи механизма поддержки 15. Механизмы 13, 16 возвращаются в исходное положение. Затем двиO. жением вправо от кулачка 28 механизм поддержки 15 открывает сверху. гнезда .И в механизме быталкивания 13 и верхний ряд колец 34 занимает место нижнего в гнездах 14, после чего механизм поддержки 15 возJ вращается в исходное положение, и цикл работы повторяется.
Основным преимуществом данного автомата является изготовление выкроек, благодаря чему увеличивается производительность изготовления изделий из кольчужного полотна, ликвидируется операция раскроя, экономится материал, потому что производство является безотходным. Качество кольчужного полотна повышено, так как сшивка скобами индивидуальна, и суш ественно расширены технологические возможности. Формула изобретения Автомат для изготовления кольчужного полотна, содержаший размеш,енные на станине бункер для колец и кинематически .связанные между собой механизм подачи, приводной распределительный вал с кулачками, магазин для сшивных скоб, механизм, сшивки, состоящий из подпружиненных, толкателей, формовочной матрицы с пазами для загибки сшивных скоб в кольца, механизSW IT |-г1 М М М
ГГГТГ
о-0-е- -е-емов поддержки верхнего и нижнего рядов колец, механизма выталкивания нижнего ряда колец, и заслонку, отличающийся тем, что, с целью расширения технологических возможностей, механизм сшивки имеет программное средство управления толкателями, состоящее их двух дисков, один из которых имеет выступ и кинематически связан с приводным распределительным валом посредством шестерни, а на втором диске установлены выключатели толкателей для поочередного взаимодействия с выступом первого диска. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 695747, кл. В 21 F 31/00, 1977. 2.Авторское свидетельство .СССР по заявке № 2852Н7/25--12, кл. В 21 F 27/02, 1980 (прототип).
