ИЫ11 вал - с секцией еамоиаклада и устройетвом для перемещения заготово-и, при этом система уиравления работой сшивной секцией содержит пусковую муфту, устаиовлеииую па главпом валу коробки передач, и циклоио датчик, располо/кепный на се распреде..ительиом валу.
Сиихроиизация работы двух секций автомата, из которых одиа работает непрерывпо, а другая - лишь в течение задаииой части цикла, достигаемая такой конструкцией. Предлагаемый автомат позволяет без предварительного иодбора устанавливать маскпмально возможную для даипого числа скоб в соединительном шве скорость секции самонаклада, т. е. максимальную производительность автомата, а также значительно повышает надежность работы сшивпой головки, так как позволяет при уменьшении скорости самонаклада уменьшить скорость сшивиой головки, не изменяя установленного для данного числа скоб передаточиого отношения между главным и распределительным валами.
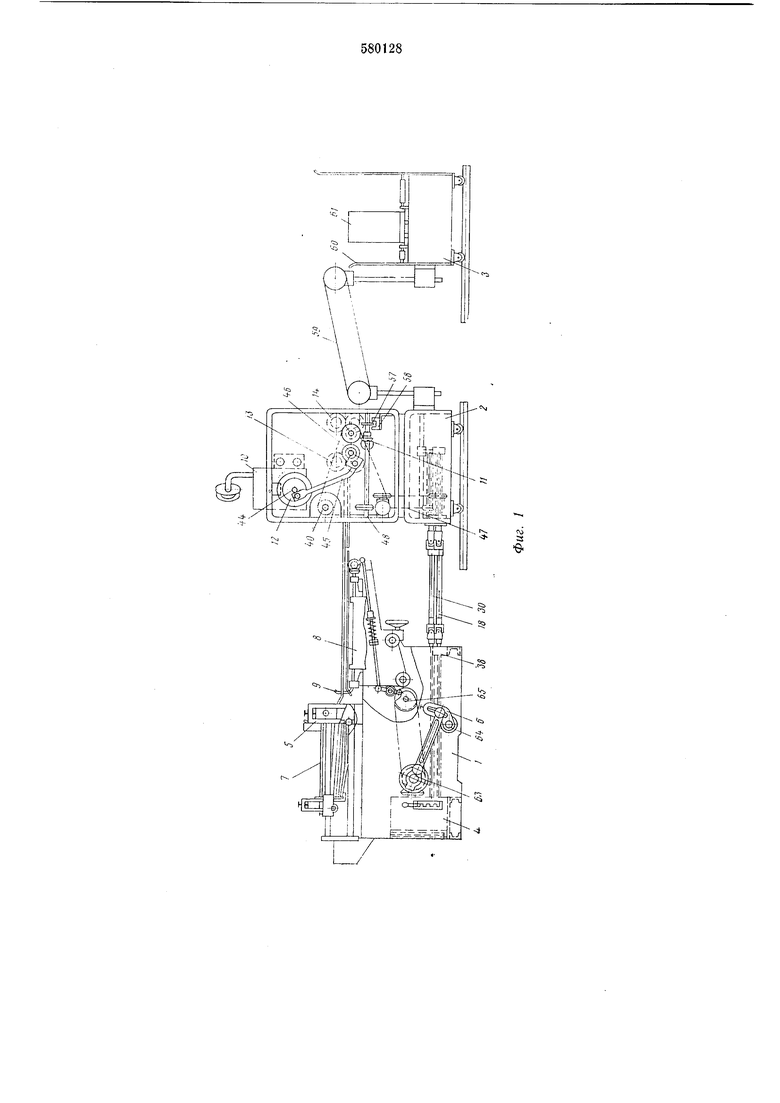
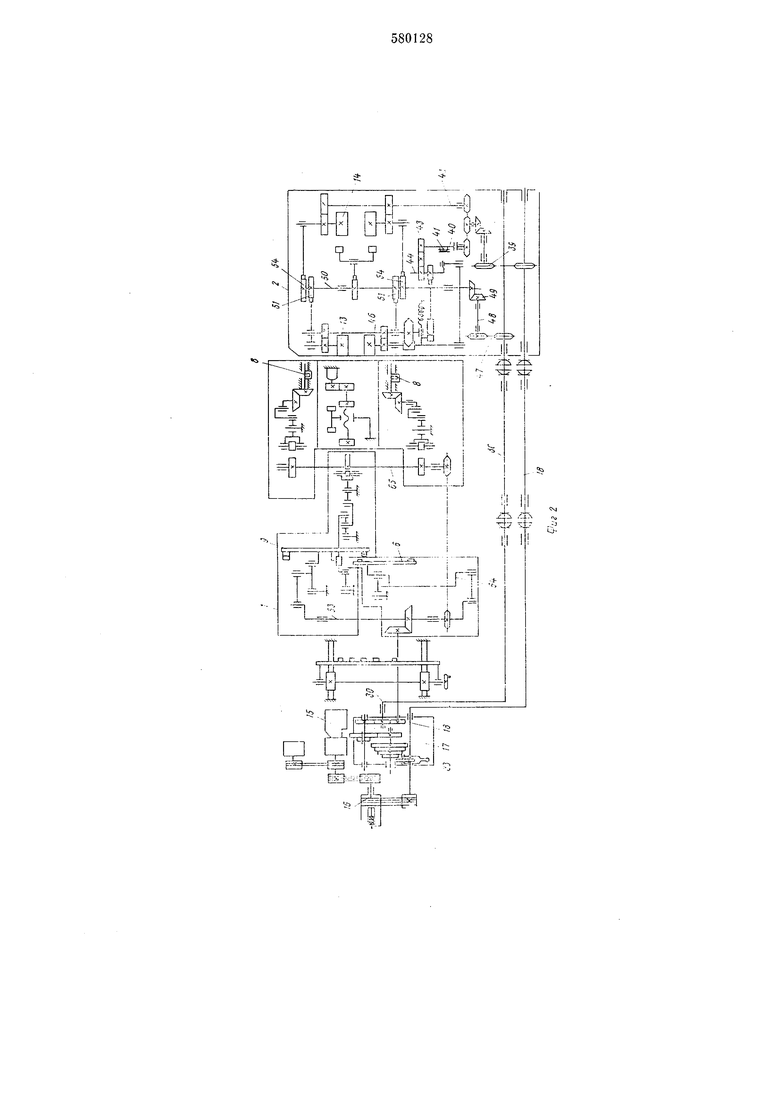
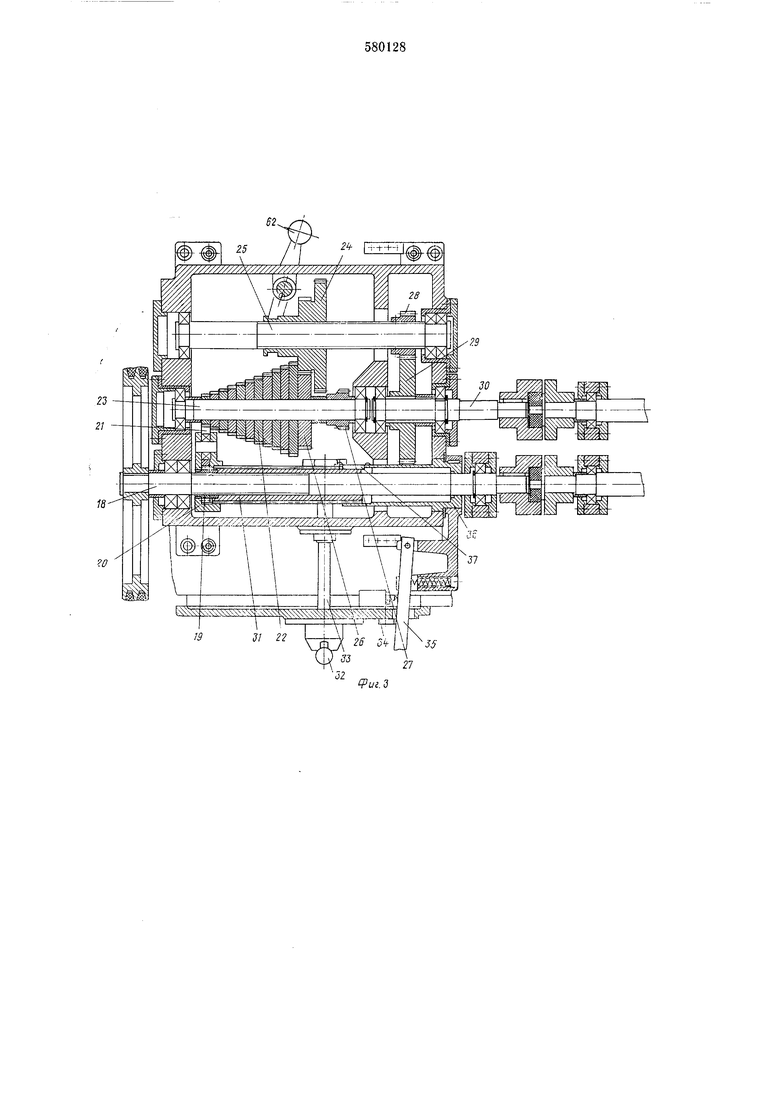
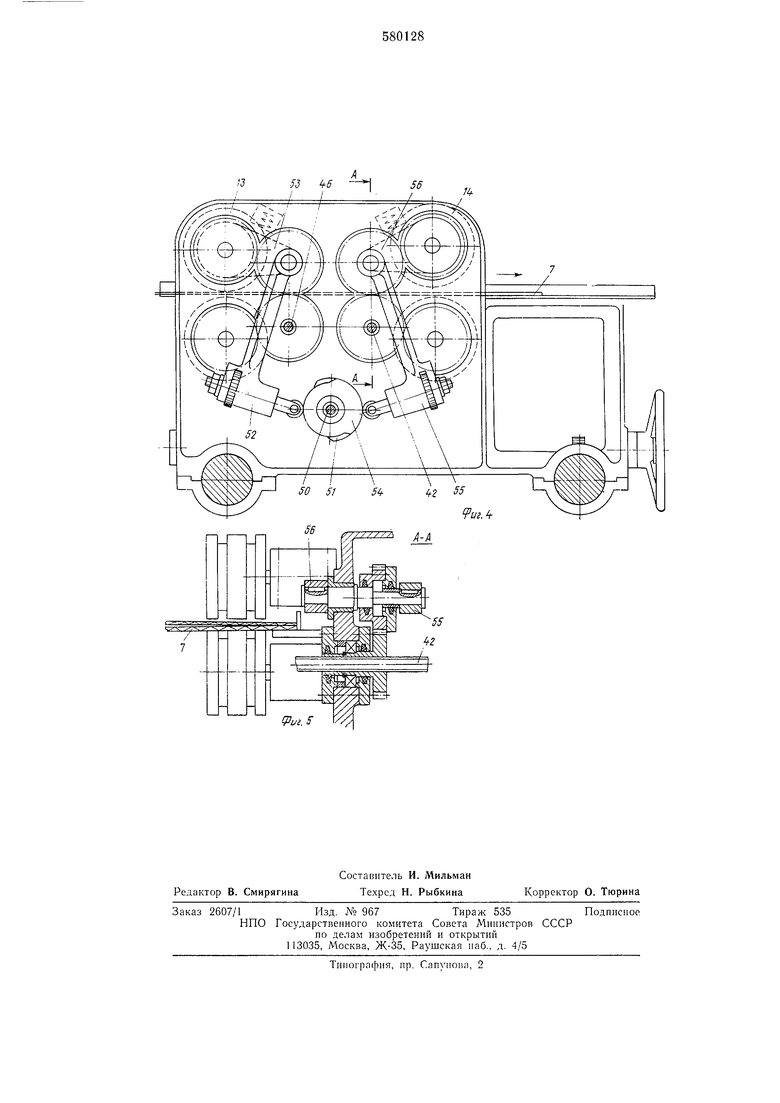
На фиг. 1 изображен предлагаемый автомат, главный вид; на фиг. 2 - кинематическая схема секции самонаклада и сшивной секции (без кинематики сшивной головки); на фиг. 3 - коробка передач, продольный разрез; па фиг. 4 - пара роликов шаговой подачи и ускоренного вывода и механизм управления; на фиг. 5 - разрез А-А фиг. 4.
Автомат включает секцию самонаклада 1, сшивную секцию 2, ириемнокомплектуюшее устройство 3, общий для секции самонаклада 1 и сшивной секции 2 привод 4 и систему управления работой сшивной секцией по циклу автомата.
Секция самонаклада 1 состоит из магазина 5, механизма толкателей 6 для поштучной выдачи заготовок 7 из магазина 5, фальцующего устройства 8, механизма захватов 9 для подачи заготовки 7 от фальцующего устройства 8 в сшивную секцию 2.
Механизм толкателей 6, фальцующее устройство 8 и механизм захватов 9 конструктивно выполнены по известным схемам для аналогичных автоматов.
Сшивная секция 2 включает сшивную головку 10, устройство для перемещения заготовки и механизм управления 11 устройством для перемещения заготовки. Устройство для перемещения заготовки содержит механизм шаговой подачи 12, две пары роликов 13 шаговой подачи и две пары роликов 14 ускоренного вывода. Сшивная головка 10 конструктивно выполнена по известной схеме.
Привод 4 содержит бесступенчатый привод 15, контрпривод 16 и зубчатую коробку передач 17. Главный вал 18 зубчатой коробки передач 17 связан клиноременной передачей с контрприводом 16.
Зубчатая коробка передач 17 конструктивно выполнена следующим образом. На главном валу 18 установлена на шлицах шестерня 19 и свободно посажена вилка 20, несушая накидную шестерню 21, которая входит в зацепление с одним из зубчатых колес блока Нортона 22, установлеппого на валу 23. Блок HiecTepeii 24, установленный па валу 25, паходится в зацеплении с одной из шестерен 26 или 27, установленных на валу 23. Шестерня 28, установленная на валу 25, постоянно находится в зацеилеиии с шестерней 29, установленной на распределнтельном валу 30 зубчатой коробки передач 17. Па главном валу 18 свободно посажена круговая рейка 31, жестко связанная с вилкой 20. В зубчатой коробке передач 17 имеется рукоятка , установленная на валике 33, несущем шестерню (на чертеже не показана), находяшуюся в зацеплении с круговой рейкой 31. Рукоятка 32 служит для перемещения круговой рейки 31 с вилкой 20 вдоль оси главного вала 18.
На корпусе зубчатой коробки передач 17 закреплена фиксаторная планка 34, в один из пазов которой входит рукоятка 35, связанная через втулку 36 и направляющую шпонку 37 с круговой рейкой 31. Рукоятка 35 служит для
ввода в зацепление и фиксации накидной шестерни 21 с одним из зубчатых колес блока Нортона 22.
Главный вал 18 и распределительиый вал 30, расположенные вдоль автомата и входящие в сшивпую секцию 2, снабжены дополнительными опорами 38. Главный вал 18 через цепную передачу 39 связан с валом 40, на котором установлена пусковая муфта 41, входящая в систему управления работой сшивной секции 2 но циклу автомата. Главный вал 18 посредством зубчатых колес также связан с валом 42 привода пар роликов 14 ускоренного вывода. Вал 40 через редуктор 43 связан с валом 44 привода сшивной головки 10
и механизма шаговой подачи 12, кривошипношатунный механизм 45 которого посредством зубчатых колес связан с валом 46 привода пар роликов 13 шаговой подачи.
Распределительный вал 30 через цепную передачу 47, вал 48 и коническую пару 49 связан с механизмом управления 11 устройством для перемещения заготовки. На валу 50 мехаиизма управлеиия 11 установлены кулаки 51, управляющие подъемом и опусканием парами роликов 13 шаговой подачи через рычаги 52 и подпружиненные рычаги 53.
На валу 50 механизма управления 11 также установлены кулаки 54, которые управляют подъемом и опусканием парами роликов
14 ускоренного вывода через рычаги 55 и подпружиненные рычаги 56.
На валу 48 установлен флажок 57 циклового датчика 58, входящего в систему управления работой сшивпой секции 2 по циклу
автомата.
Приемно-комплектующее устройство 3 состоит из транспортера 59 и приемного стола 60 с выталкивателем 61, выполненными по известной схеме. В автомате также имеется
устройство отсчета сшитых заготовок для
комплектования их по десять, пятнадцать, двадцать и двадцать пять штук (на чертежах не показано).
Автомат работает следующим образом.
Сначала производится форматная наладка автомата, т. е. установка магазина 5, фальцующего устройства 8, механизма толкателей 6 секции самонаклада 1, а также установка сшивной секции 2 относительно секции самонаклада 1. Затем в сшивной секции 2 з станавливают пару роликов 13 шаговой подачи и пару роликов 14 ускоренного вывода по формату заготовки 7. Рукоятками 32 и 35 по шкалам устанавливается число оборотов распределительного вала 30 в зависил-юсти от числа скоб в соединительном шве заготовки 7.
Одновременно на бесступенчатом приводе 15 по шкале устанавливается число оборотов главного вала 18, соответствующее CKODOCTH работы сшивной головки 10. Скорость работы сшивной головки 10 постоянна и максимальна для числа скоб от пяти до пятнадцати. При меньшем числе скоб (три-четыре скобы) скоростью, лимитирующей производительность автомата, является максимальная скорость секции самонаклада. Для этого можно уменьшить скорость работы сшивной головки 10 без снижения производительности автомата. Это достигается установкой на бесступенчатом приводе 15 числа оборотов, соответствующего уменьшенному числу оборотов главного вала 18. При этом для сохранения необходимой максимальной скорости секции самонаклада 1 рукоятку 62 переключения блока шестерен 24 устанавливают в положение, соответствующее зацеплению с пюстерней 26, а рукоятками 32 и 35 по шкалам устанавливается соответствуюи.1.ее нужному чнслу скоб положение вилки 20 с накидной шестерней 21.
Таким образом производится наладка автомата в зависимости от формата заготовки и числа скоб в соединительном шве. При включении привода 4 вращение передается на распределительный вал 30, валы 63, 64 и 65, осуществляющие работу механизма толкателей 6, который выводит нижнюю заготовку 7 из стоны магазина 5, работу фальцующего устройства 8, складывающего заготовки 7 по рилевкам, а также работу механизма захватов 9, подающего заготовку 7 под сшивную
головку 10. В этот момент по циклу работы автомата флажок 57 входит г паз циклового датчика 58 и подает команду на включение пусковой муфты 41, при этом сшивная головка 10 осуществляет забивку первой скобы в заготовку 7. Одновременно через кривошипно-шатунный механизм 45 механизма шаговой подачи 12 передается движение на пары роликов 13 шаговой подачи, которые прижаты к
заготовке 7 (фиг. 4). При этом ролики рычагов 52 контактируют с кулаками 51 на участке меньшего радиуса. В то же время кулаки 54 занимают положенпе, обеспечивающее зазор между парами роликов 14 ускоренной
подачи, достаточный для беспрепятственного прохождения между ними заготовки 7 (на фиг. 5). Происходит сшивка заготовки 7.
При выходе флажка 57 из паза пускового датчика 58 пусковая муфта 41 выключается,
останавливая сшивиую головку 10 и пару роликов 13 шаговой подачи. Одновременно при повороте кулаков 51 и 54 между иарами роликов 13 шаговой подачи образуется зазор, а постоянно вращающиеся пары роликов 14
зскоренной подачи зажимают заготовку 7 и выбрасывают ее иа транспортер 59. Затем заготовка 7 попадает на приемный стол, откуда после отсчета нужного количества и комплектования стоиы заготовки выводятся выталкивателем 61.
Форм л а и 3 о б р е т е и и я
Автомат для сипгвки картонных заготовок, содержании секцию самонаклада, сшивную
секцню со cninBiioii головкой и устройством для перемен1,еиия заготовки, ириемиокомилектующее устройство, систему управления работой сшивиой секцией ио циклу автомата и привод, отличающийся тем, что, с иелью повьинення иропзводительностп автомата, секция самонаклада связана со сшпвной секцией посредством зубчатой коробки нередач, главный вал которой связан со сщивной головкой, а распределительный вал - с секиией самонаклада и устройством для перемещения заготовок, прп этом система управления работой сшивной секции содерл 1т пусковую муфту, устаиовленную на главном валу коробки передач и цикловой датчик, расиоложенный на ее распределнтельном валу.
а ©. / Is Щ -,5


| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционная машина для вставки книжных блоков в переплетные крышки | 1956 |
|
SU119170A1 |
| Автомат для печатания ярлыков | 1979 |
|
SU825344A1 |
| Автомат для накатки кольцевых профилей | 1976 |
|
SU656721A1 |
| Автомат для навивки пружин | 1976 |
|
SU565761A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ПРИВОДА ЗАТЯЖНЫХ МАШИН | 1927 |
|
SU20488A1 |
| Станок-автомат для изготовления плетеной металлической сетки | 1957 |
|
SU118800A1 |
| Автомат для нарезки спиральной канавки на заготовках непроволочных резисторов | 1972 |
|
SU472385A1 |
| Машина для изготовления штукованных заготовок переплетных крышек | 1959 |
|
SU122477A1 |
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7887A1 |