2
29 .г
2. Устройство по п.1, о т л и чающееся тем, что дополнительная каретка снабжена приводом для ее продольного перемещения, смонтированным на основной каретке.
3. Устройство по п.1, о т л и чающееся тем, что оно снабжено установленными на основной каретке кронштейнами с роликами, взаимодействующими с направляющими станины .
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наложения ленточного материала на сборочный барабан | 1979 |
|
SU801394A1 |
| Устройство для наложения ленточного материала на барабан | 1982 |
|
SU1067735A2 |
| Устройство для наложения ленточного материала на барабан | 1981 |
|
SU1010777A2 |
| Устройство для наложения ленточного материала на барабан | 1978 |
|
SU702641A1 |
| УСТРОЙСТВО для НАЛОЖЕНИЯ СЛОЕВ КОРДА НА БАРАБАН | 1968 |
|
SU221263A1 |
| Устройство для наложения слоев корда на сборочный барабан | 1978 |
|
SU758675A1 |
| Устройство для наложения ленточного материала на барабан | 1978 |
|
SU719055A1 |
| Устройство для наложения ленточного материала на барабан | 1981 |
|
SU980384A2 |
| Устройство для наложения ленточного материала на барабан сборочного станка | 1977 |
|
SU758674A1 |
| Устройство для наложения слоев корда на барабан | 1976 |
|
SU609428A2 |

1. УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ ПОЛОСОВЫХ ЗАГОТОВОК НА БАРАБАН, содержащее станину со смонтированными на ней центрирующим лотком и направлякмцими с установленной на них подвижной основной кареткой, смонтированные на каретке прижимные и центр1ирующие ролики, подъемный стол с вакуумом-присосками и подвижную плиту с закрепленными на ней прижимными планками и ножами с электрообогревом отличающееся тем, что, с целью устранения смещения конца : заготовки полосы при ее наложении на барабан, оно снабжено установленными на каретке дополнительными направляющими, а подвижная плита выполнена в виде дополнительной каретки, установленной посредством ползунов на дополнительных направляющих.
Изобретение относится к оборудованию для шинной промьшшенности и может быть использовано в поточных линиях сборки пневматических шин и в сборочных автоматах, а также для изготовления на гладких барабанах браслетов из корда.
Известно устройство автоматического наложения слоев корда, наприме для автоматической стыковки корда, содержащее станину, на которой смонтированы направляющие для подвижно установленной на них каретки, несущей рамки с вакуумом-присосками.
Недостатком устройства является то, что оно не пригодно для автоматического отмеривания, центровки и отрезания мерных заготовок для изготовления браслетов.
Известно также устройство для наложения полосовых заготовок на барабан, содержащее станину со смонтированными на ней центрирующим лотком и направляющими с установленной на них подвижной основной кареткой, смонтированные на каретке прижимные и центрирующие ролики, подъемный ствол с вакуум-присосками и подвижную плиту с закрепленными на ней прижимными планками и ножами с электрообогревом.
Недостатками этого устройства является то, что оно слишком громоздко, а ножи установлены и производят отрезание на большом удалении от барабана, что приводит к большому смещению конца заготовки при ее наложении на барабан. Кроме того, это устройство не предназначено для подачи и наложения с достаточной точностью например, двух резиновых полос одновременно на края барабана.
Целью изобретения является устранение смещения конца заготовки полосы при ее наложении на барабан.
Цель достигается тем, что устройство для наложения полосовых заготовок на барабан, содержащее станину со смонтированными на ней центрирую-щим лотком и направляющими с установленной на них подвижной основной кареткой, смонтированные на каретке прижимные и центрирующие ролики, подъемный стол с вакуум-присосками и
подвижную плиту с закрепленными на ней прижимными планками и ножами с электрообогревом, снабжено установленными на каретке дополнительными направляющими, а подвижная плита выполнена в виде дополнительной-каретки, установленной посредством ползунов на дополнительных направляющих. Дополнительная каретка снабжена приводом для ее продольного перемещения, смонтированным на основной каретке. Устройство снабжено установленными на основной каретке кронштейнами с роликами, взаимодействующими с направляющими станины.
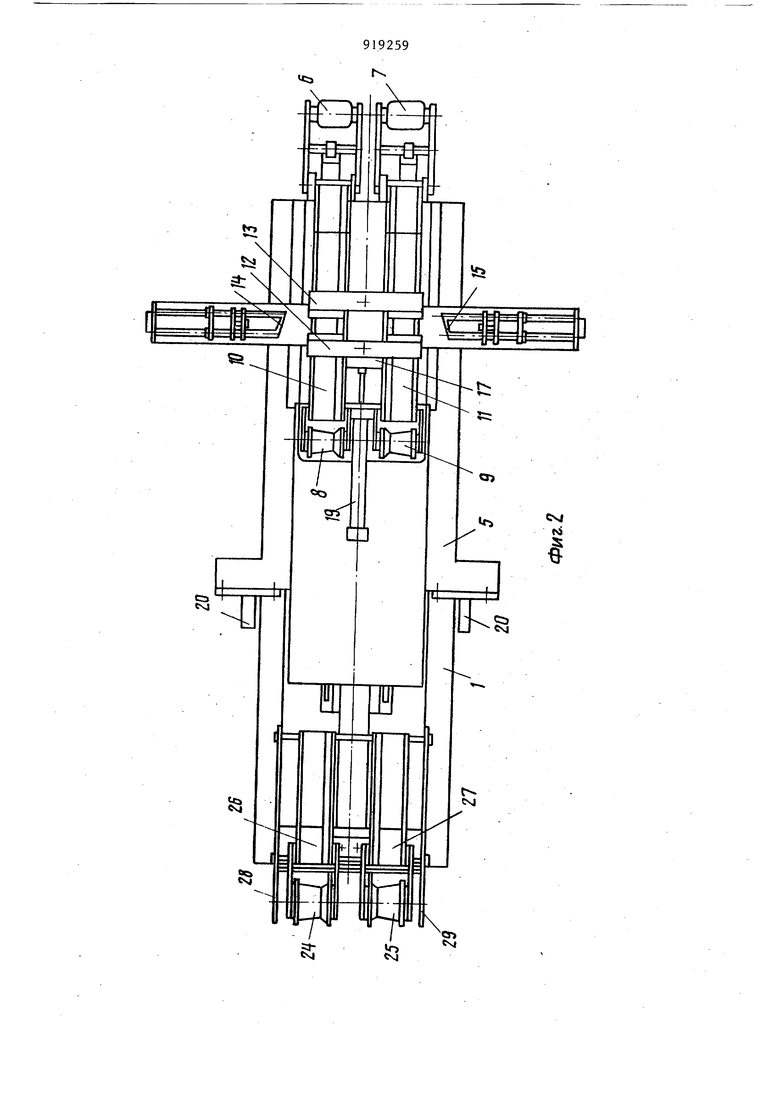
На фиг.1 изображено предлагаемое устройство; на фиг.2 - то же, вид сверху; на фиг.З - то же, вид сбоку. Устройство содержит станину 1 со смонтированными на ней центрирующим
лотком 2 и направляющими 3 и 4 с
установленной на них подвижной основной кареткой 5, смонтированные на каретке 5 прижимные 6 и 7 и центрирующие 8 и 9 ролики, подъемный стол
10, 11 с вакуум-присосками и подвижную плиту с закрепленныг и на ией прижимными планками 12, 13 и ножами 14, 15с электрообогревом. На каретке 5 смонтированы дополнительные
направляющие 16 У-образной формы, а подвижная плита выполнена в виде дополнительной каретки 17, установленной посредством ползунов 18 на дополнительг.ых направляющих 16. Дополнительная каретка 17 снабжена приводом
для ее продольного перемещения в виде пневмоцилиндра 19, жестко закрепленного на основной каретке 5. Шток пневмоцилиндра 19 закреплен в основа НИИ дополнительной каретки 17.
На основной каретке 5 установлены кронштейны 20 с роликами 21, взаимодействующими с нижней поверхностью направляющих станины 1. Основная каретка 5 установлена на направляющих 3 и 4 посредством ползунов 22 и 23.
Центрирующий лоток 2 содержит по два центрирующих ролика 24, 25 (для каждой заготовки соответственно и два поддувных стола 26, 27, смонтированных на двух Г-образных стойках 28, 29.
Ползуны 18 содержат по два ролика 30, 31 , контактирующих с У-образными направляющими 16, установленными на вертикальных стенках каретки 5 так, что рабочие поверхности направляющих 16 обращены навстречу друг другу и смонтированы в горизонтальной плоскости. Контактирующие с подаваемыми 3aroToBKaNm поверхности центрирукяцих роликов 8, 9, 24 и 25 подъемных столов 10, 11 и поддувных столов 26, 27 имеют профиль поперечного сечения этих заготовок, например профиль боковин пневматической щины.
Устройство снабжено упорами 32 и 33.
Работа осуществляется следующим образом.
В исходном положении каретка 5 находится в крайнем левом положении относительно барабана 34, ее задняя консоль располагается в пространстве меяду двумя Г-образньми стойками 28, 29, упор 32 утоплен, прижимные ролики 6,7 опущены, дополнительная каретка 17 находится также в крайнем левом положении, ее прижимные планки 12, 13 приподняты и ножи 14, 15 разведены в стороны. Получив команду, каретка -5 совместно с заготовками 35, которые удерживаются на опущенных столах 10, 11 вакуум-присосками, перемещается в крайнее правое положение до упоров 33, где по командам осуществляется подъем столов 10, 11 до наложения (прилипания) концов заготовок 35 на поверхность барабана 34, подъем прижимных роликов 6, 7 и подъем упора 32, после чего у сто19259
лов 10, 11 отключается вакуум и подается сжатыйвоздух и одновременно производится опускание этих столов. Затем каретку 5 перемещают влево до 5 упора 32, а дополнительную каретку 17 подают в ее крайнее правое положение до выхода ножей 14, 15 за края столов 10, 11. В этом положении осуществляют предварительное
10 наложение заготовок 35 на барабан 34 посредством поворота последнего примерно на угол 300 и прикатки заготовок 35 прижимными роликами 6, 7. Затем прижимные планки 12, 13 опускаются и прижимают заготовки 35 к столам 10, 11, а ножи 14, 15 перемещением вперед-назад отрезают, заготовки. Далее прижимная планка 13, поднимаясь, освобождает концы заго20 товок 35, которые также накладываются на барабан 34 при окончательном довороте последнего на оставшийся угол. Отключается сжатый воздух и подается вакуум к столам 10,11. После этого перемещают прижимные ролики 6, 7, вниз убирают упор 32, и каретка 5 под воздействием привода перемещается в крайнее левое положение. Одновременно с этим дополнительная каретка 17 также перемещается в крайнее левое положение, где медду столами 26, 17 центрирзтощего лотка 2 и центрирующими роликами 8, 9 каретки 7 подаваемьте полосы образуют
, петли. После этого прижимная планка 12 поднимается, а полосы удерживаются вакуум-присосками столов 10, 11. В дальнейшем цикл работы повторяется. Благодаря введению дополнительной каретки 17 ножи 14 и 15 в момент образования заготовок 35 приближаются к барабану 34, в результате чего оставшиеся концы небольшой; длины с достаточно высокой надежностью и точностью накладьюаются на барабан и при этом улучшается компактность устройства. Введение дополнительных направляющих на станине 1 и кронштейнов 20, предохраняющих каретку 5 от опрокидывания, позволяет уменьшить габариты станины 1, улучшив также компактность самого устройства..Применение данного устройства позволит накладьгоать одновременно две полосы на барабан, что также повышает его производительность по сравнению с производительностью и вестных устройств.
| 0 |
|
SU162956A1 | |
| Солесос | 1922 |
|
SU29A1 |
| УСТРОЙСТВО для НАЛОЖЕНИЯ СЛОЕВ КОРДА НА БАРАБАН | 0 |
|
SU221263A1 |
| Солесос | 1922 |
|
SU29A1 |
