Изобретение относится к литейному производству и предназначено для получения малогабаритных тонкостенных отливок из химически активных металлов и сплавов титана, циркония, и может быть использовано преимущественно в стоматологии для производства зубных протезов и других конструкций, в нанотехнологии, машиностроительной отрасли для изготовления мелких изделий.
Известна установка для литья протезов, состоящая из корпуса, внутри которого смонтированы плавильно-заливочная камера, где размещены плавильный узел с плавильным тиглем, центробежный стол для заливки литейных форм, металлоприемник, устройство подъема и опускания электрододержателя с неплавящимися электродами, газовакуумная система, блок управления, закрепленный снаружи корпуса. Неплавящиеся электроды закреплены в электрододержателе равномерно по окружности, на расстоянии друг от друга, достаточном для обеспечения равномерного распределения тепловой энергии в процессе плавки. На штоке электрододержателя закреплена крышка-свод, выполненная из материала со свойством светового и теплового отражения, а именно из молибдена. В плавильно-заливочной камере размещен тигледержатель плавильного тигля, связанный с поворотным механизмом. Плавильно-заливочная камера связана через вакуумные разъемы с источником питания, с датчиками контроля вакуума в плавильно-заливочной камере. Количество неплавящихся электродов, используемых в установке, определяют опытным путем в зависимости от среднего внутреннего диаметра тигля, расплавляемого металла (сплава) и расстояния между электродами, достаточного для обеспечения равномерного распределения теплового эффекта при расплавлении заготовки (Патент РФ №2211419 от 27.08.2003 г.).
Данная установка имеет следующие недостатки.
В качестве электродов используются нерасходуемые (неплавящиеся) электроды в количестве 9 штук. Изготовление девяти равноценных нерасходуемых электродов, равномерно расположенных по высоте и друг от друга, является достаточно трудоемким процессом, но необходимым для стабильного функционирования дуги. Применение такого количества электродов усложняет конструкцию электродного узла и не позволяет надежно получать требуемую степень перегрева металла - процесс идет неустойчиво, что снижает эффективность и равномерность расплавления металла. Для устойчивого ведения технологического процесса с таким количеством электродов необходима достаточно большая величина тока, что естественно приводит к неэффективности получения малогабаритных отливок, чистота получаемых сплавов и металлов в защитной атмосфере аргона ниже, чем при плавке в высоком вакууме.
Задачей заявляемого технического решения в качестве изобретения является упрощение конструкции установки и технологического процесса плавления химически активных металлов и сплавов, повышение качества литья. При решении поставленной задачи достигается следующий технический результат - упрощается конструкция установки и технологический процесс плавления металла с высокой однородностью и чистотой.
Указанный технический результат достигается тем, что в известной плавильно-заливочной установке для получения малогабаритных отливок из химически активных металлов и сплавов, содержащей рабочую камеру, в верхней части которой закреплен электрододержатель с электродом-катодом, тигель с тигледержателем, литейную форму, газовакуумную систему, отличающаяся тем, что электрод-катод выполнен в виде водоохлаждаемого кольца, закреплен в водоохлаждаемом электрододержателе и установлен по окружности на равном расстоянии от тигля, достаточном для равномерного распределения тепловой энергии, необходимой для нагрева, расплавления и перегрева металла в тигле.
На фиг.1 представлен общий вид плавильно-заливочной установки для получения малогабаритных отливок, которая состоит из рабочей камеры 1, внутри которой размещены тигель 2 с тигледержателем 3, литейной формы для заливки металла 4, водоохлаждаемого электрододержателя 5, закрепленного на крышке-своде 6, источника питания 7, газовой системы для подачи рабочего газа аргона 8, для наблюдения за технологическим процессом плавки предусмотрено смотровое окно 9. Для исключения горения дуги предусмотрен экран 10, закрепленный с внешней стороны водоохлаждаемого электрода-катода 11 и препятствующий попаданию дуги на его боковую поверхность. Водоохлаждаемый электрод-катод 11 закреплен в водоохлаждаемом электрододержателе 5 равномерно по окружности на равном расстоянии от тигля 2, достаточном для обеспечения равномерного распределения тепловой энергии в процессе плавки. На крышке-своде 6 с боковой стороны через вакуумное уплотнение и диэлектрическую втулку установлен поджигающий электрод 12. Рабочая камера 1 через вакуумный затвор 13 связана с диффузионным насосом 14 и через вакуумные клапаны 15 - с форвакуумным насосом 16, с помощью которых в камере создается разрежение до 1-5·10-3 Па. Расстояние между водоохлаждаемым электродом-катодом 11 и тиглем 2 определяют опытным путем в зависимости от среднего внутреннего диаметра тигля, расплавляемого металла, достаточного для обеспечения равномерного распределения теплового эффекта при расплавлении заготовки.
Плавильно-заливочная установка работает следующим образом: в литейный тигель 2, изготовленный из графита, устанавливают металлическую заготовку диаметром 20-25 мм и высотой 10-15 мм, располагая ее по центру от водоохлаждаемого электрода-катода 11. Литейный тигель 2 располагается на металлическом тигледержателе 3, который закреплен на литейной форме 4. Включают вакуумную систему, состоящую из форвакуумного 16 и диффузионного 14 насосов. По достижении необходимого вакуума, достаточного для ведения технологического процесса плавки 5·10-1-5·10-2 Па, включают источник питания 7 и на кольцевой электрод-катод 11 подают напряжение. С помощью поджигающего электрода 12 осуществляют поджег вакуумной дуги, функционирующей в быстроперемещающихся катодных микродугах. При необходимости в рабочую камеру 1 подают рабочий газ аргон 8 до давления 5·10-1 Па, который стабилизирует работу электрической дуги. За счет быстроперемещающихся микродуг, количество которых зависит от величины силы тока: при токе 80-100 А - функционирует одна микродуга, при токе 120-160 А - две микродуги и при токе 180-240 А - три, с увеличением тока дуги процесс нагрева и плавления заготовки интенсифицируется, а равномерность нагрева обеспечивается хаотическим, быстрым перемещением микродуг по поверхности катода от 3 до 6 метров в секунду. За счет быстрого перемещения микродуг по внутренней поверхности электрода-катода 11 обеспечивается равномерное распределение тепловой энергии, необходимой для нагрева, расплавления и перегерева металла в тигле 2. После расплавления заготовки металл заливают в литейную форму 4, которая за время ведения технологического процесса расплавления металла в тигле 2 нагревается до температуры 450-500°С, Нагрев литейной формы 4 осуществляется за счет прохождения электрического тока по тиглю 2, тигледержателю 3 и литейной форме 4, а также за счет микродуг, частично попадающих на тигледержатель 3 и литейную форму 4. После остывания отливок в литейной форме 4 до заданной температуры, рабочую камеру 1 разгерметизируют и литейную форму 4 с отливками извлекают для последующих операций.
Использование предлагаемого устройства по сравнению с прототипом обеспечивает практически неограниченный перегрев металла без воздействия микродуг на металл, что исключает разбрызгивание его дугами. Упрощается технологический процесс расплавления, а высокий вакуум обеспечивает более высокое качество отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2002 |
|
RU2211419C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК ИЗ ВЫСОКОАКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319578C1 |
| ВАКУУМНАЯ ДУГОВАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2003 |
|
RU2239757C1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПЛАВЛЕНИЯ И ПОЛУЧЕНИЯ ЛИТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2092758C1 |
| СПОСОБ ВАКУУМНО-ПЛАЗМЕННОЙ ПЛАВКИ МЕТАЛЛОВ И СПЛАВОВ В ГАРНИСАЖНОЙ ПЕЧИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2346221C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2001 |
|
RU2194780C1 |
| СПОСОБ ГАРНИСАЖНОЙ ПЛАВКИ МЕТАЛЛОВ И ГАРНИСАЖНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2246547C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ ГРАНУЛ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСХОДНОЙ РАСХОДУЕМОЙ ЗАГОТОВКИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2008 |
|
RU2413595C2 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2010 |
|
RU2451758C1 |
| ВАКУУМНАЯ ДУГОВАЯ ГАРНИСАЖНАЯ ПЕЧЬ | 2004 |
|
RU2283355C2 |
Изобретение относится к литейному производству, предназначено для получения малогабаритных тонкостенных отливок из химически активных металлов и сплавов титана и циркония и может быть использовано преимущественно в стоматологии для производства зубных протезов и других конструкций в нанотехнологии и машиностроительной отрасли для изготовления мелких изделий. Установка содержит рабочую камеру, в верхней части которой закреплен электрододержатель с электродом-катодом, тигель с тигледержателем, литейную форму, газовакуумную систему. Электрод-катод выполнен в виде водоохлаждаемого кольца, закреплен в водоохлаждаемом электрододержателе и установлен по окружности на равном расстоянии от тигля, достаточном для равномерного распределения тепловой энергии, необходимой для нагрева, расплавления и перегрева металла в тигле. Изобретение позволяет упростить технологический процесс расплавления с высокой однородностью и чистотой за счет высокого вакуума, а также обеспечивает неограниченный перегрев металла без воздействия микродуг на металл. 1 ил.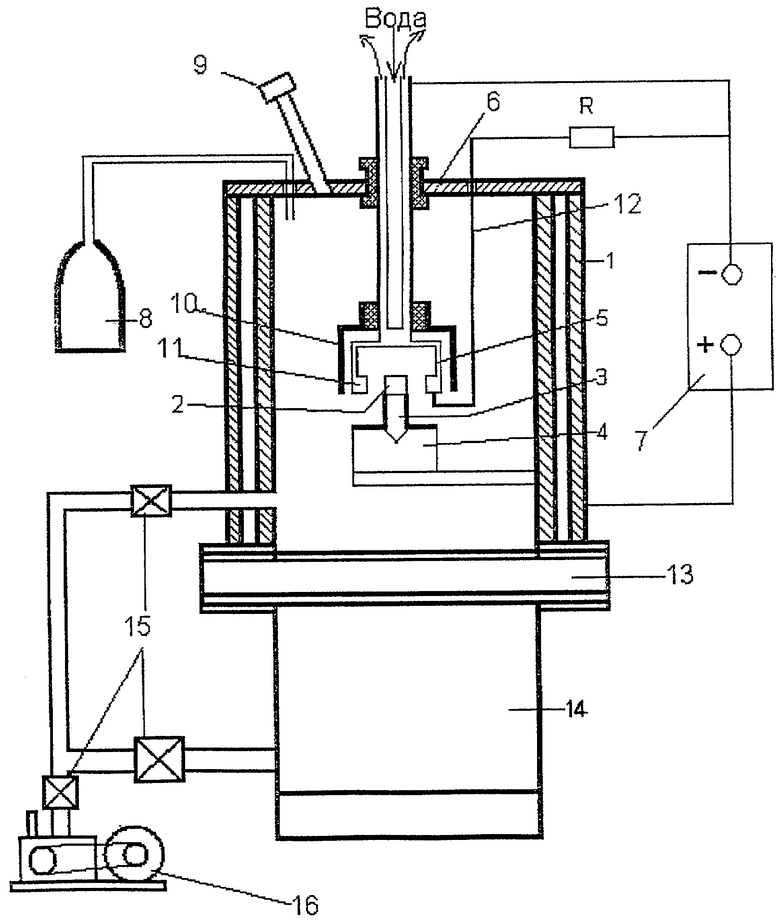
Плавильно-заливочная установка для получения малогабаритных отливок из химически активных металлов и сплавов, содержащая рабочую камеру, в верхней части которой закреплен электрододержатель с электродом-катодом, тигель с тигледержателем, литейную форму, газовакуумную систему и крышку-свод, отличающаяся тем, что электрод-катод выполнен в виде водоохлаждаемого кольца, закрепленного в водоохлаждаемом электрододержателе и установленного по окружности на равном расстоянии от тигля, достаточном для равномерного распределения тепловой энергии, необходимой для нагрева, расплавления и перегрева металла в тигле.
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК | 2002 |
|
RU2211419C1 |
| Триер | 1925 |
|
SU6731A1 |
| СПОСОБ ЗАМЕНЫ ТРУБ ЗАЩИТНОГО КОЖУХА И РАЗМЕЩЕННОГО В НЕМ РАБОЧЕГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2662071C1 |

