(54) ПЛИТА ДЛЯ ЗАКРЕПЛЕНИЯ СВАРИВАЕМЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Направляющий башмак шахтного подъемного сосуда | 1987 |
|
SU1504193A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| Электровулканизатор | 1978 |
|
SU920928A1 |
| ТРАНСПОРТНЫЙ ПОДДОН ИЗ ПЛАСТМАССЫ | 1993 |
|
RU2126349C1 |
| Шарнирное соединение | 1987 |
|
SU1490330A1 |
| УЗЕЛ РЕЛЬСОВОГО СКРЕПЛЕНИЯ С ПОЛУШПАЛКОМ | 2019 |
|
RU2718528C1 |
| Устройство для установки в тару вкладышей | 1986 |
|
SU1359211A1 |
| Способ сборки под сварку и сваркиНА уНиВЕРСАльНО-СбОРОчНОМ СВАРОчНОМпРиСпОСОблЕНии Об'ЕМНыХ KAPKACOB изэлЕМЕНТОВ пРОКАТНОгО пРОфиля | 1979 |
|
SU823048A1 |
| Патрон для электрических приборов с цоколем | 1986 |
|
SU1376155A1 |
| Способ изготовления сменных вкладышей к формовочному устройству стана спиральношовных труб | 1983 |
|
SU1135776A1 |
Изобретение относится к сварочному производству , в частности к ос настке для сборочно-сварочных работ с использованием механического свар ного оборудования. В цехах металлоконструкций для сборочно-сйарочных работ применяется механическое оборудование для установки, наклона и поворота свари ваемых узлов в положения, удобные для сборки и сварки. К этому оборудованию относятся манипуляторы, позиционеры, вращатели и кантователи, которые оснащены сварочными плитами (планшайбами) с Т-образными пазами в радиальном направлении. Свароч ные плиты выполняются круглыми, квадратными и лепестковыми (крестовины, многолучевые звезды и т.д.) в литом, сварном и сварно-литом вариантах с плоской рабочей поверхностью. Указанные плиты предназначены в основном дпя установки, выверки и закрепления свариваемых узлов цилиндрической и квадратной форм. Для установки и закрепления конструкции сложной конфигурации, ввиду наличия мертвых зон, т.е. зон, не охваченных пазами, требуется значительное количество дополнительной оснастки, что в значительной степени снижает технологические возможности оборудования. Вес свариваемой конструкции уменьшается из-за увеличения веса оснастки, а вспомогательное время на переналадку оснастки увеличивается, что снижает производительность, особенно при индивидуальном и мелкосерийном характере производства. Известна сварочная плита для установки и закрепления свариваемых конструкций. Плита выполнена в сварочном варианте и снабжена Т-образными выступами, в верхней части, которых имеются пазы в форме ласточкина хвоста l .
Недостатком указанной плиты является то, что использование этой плиты связано со специальной оснасткой, базой для которой служат Т-образные выступы, а применение универсальной стандартизированной оснастки (УСПС) для сборочно-сварочных работ, парк которой на предприятиях значителен, невозможно, так как базой для нее служат Т-образные пазы. Кроме того, плита имеет значительное количество мертвых зон из-за невозможности перестановки базовых элементов. Все это снижает технологические возможности оборудования, производительность и увеличивает сроки подготовки прбизвод-, ства за счет разработки и изготовления специальной оснастки.
Наиболее близким к предлагаемому. по технической сущности и достигаемо результату является сварочная плита, содержащая смонтированные на основании вкладьш, базовые планки которого скошены под острым углом к основанию, прижимные элементы и базовые планки, размещенные между базовыми гранями вкладьша и прижимными элементами 2 .
Недостатком известной шшты является то, что так как вкладьш является переставным, а прижимные элементы по периметру основания закреплены жестко, значительно снижается удобство и надежность плиты при ее эксплатации, т.е. наличие радиальных пази для размещения вкладьша сокращает полезную площадь рабочей поверхности плиты, а стационарное закрепление прижимных элементов создает неудобства при изготовлении и эксплуатации шшты (затруднено удаление свароных брызг в углах).
Цель изобретения - расширение технологических возможностей шшты.
Указанная цель достигается тем что в плите для закрепления свариваемых изделий, содержащей, смонтированные на Основании вкладаш, базовые грани которого скошены под острым углом к основанию, П рижимные элементы и базовые планки, размещенные между базовыми гранями вкладьша и прижимными элементами, вкладыш жестко закреплен в центре основания, а прижимные элементы выполнены съемными и установлены на торцовых сторонах основания с возможностью установочного перемещения, при этом на
базовых планках по.их периметру выполнены скошенные под острым углом к основанию прижимные грани, параллельные прижимным граням вкпадьш1а и прижимных элементов.
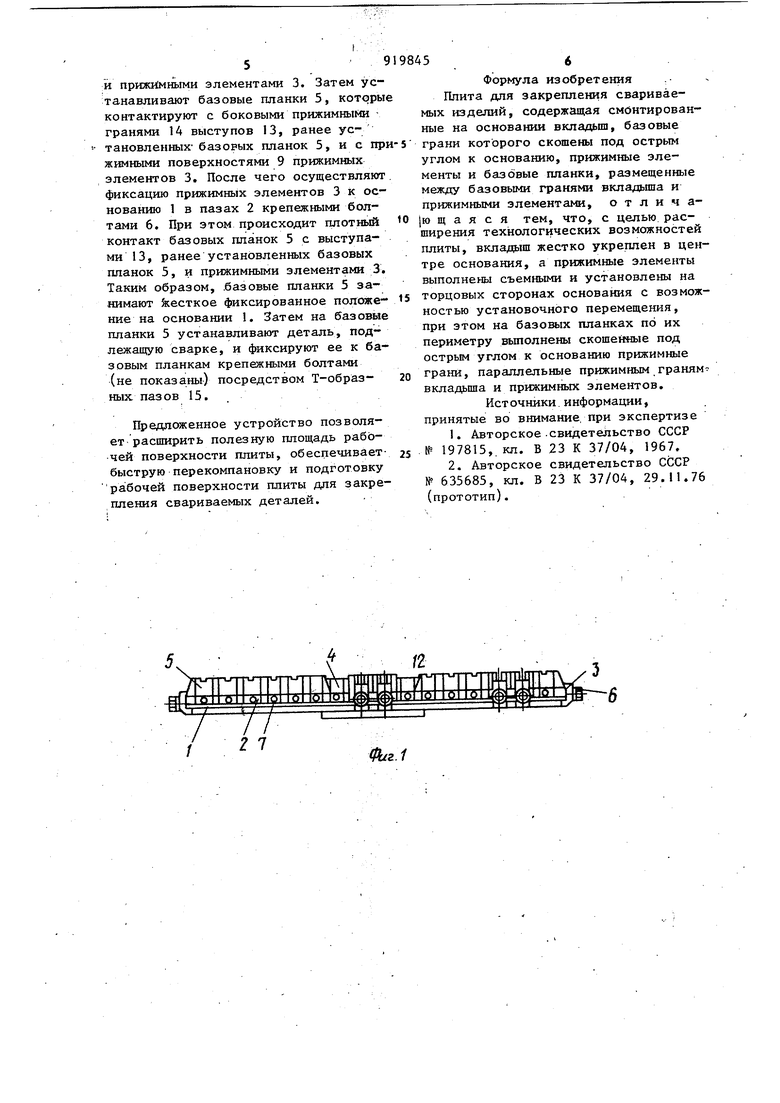
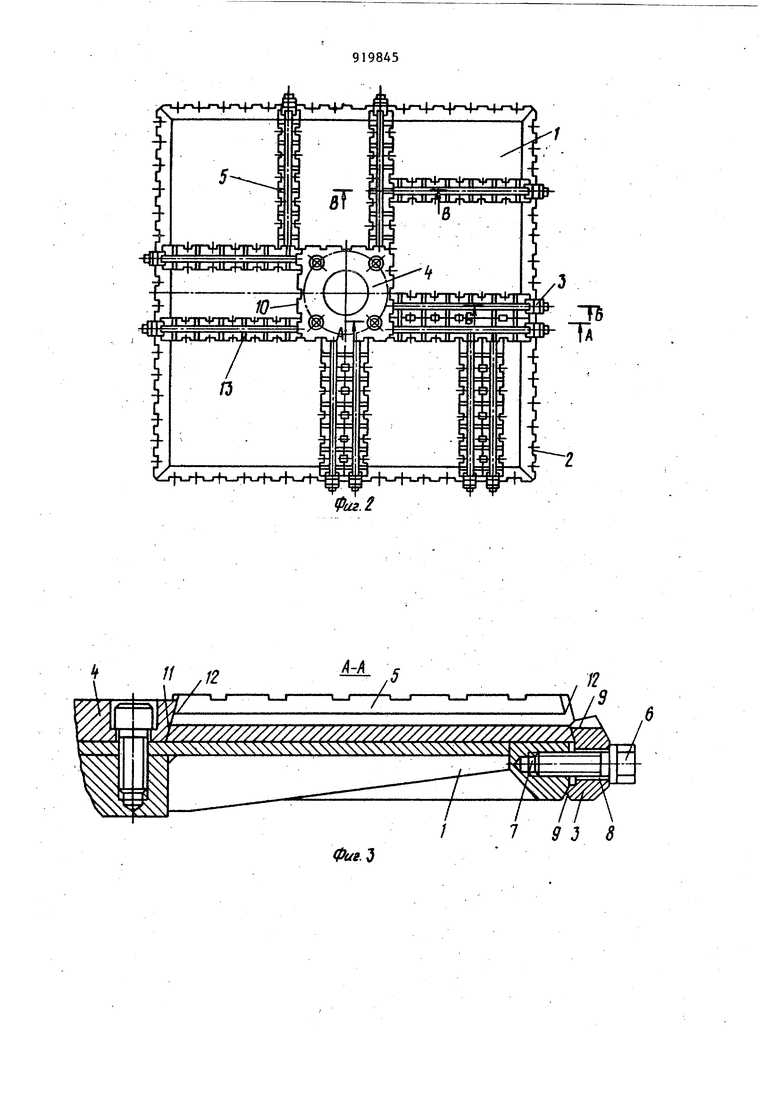
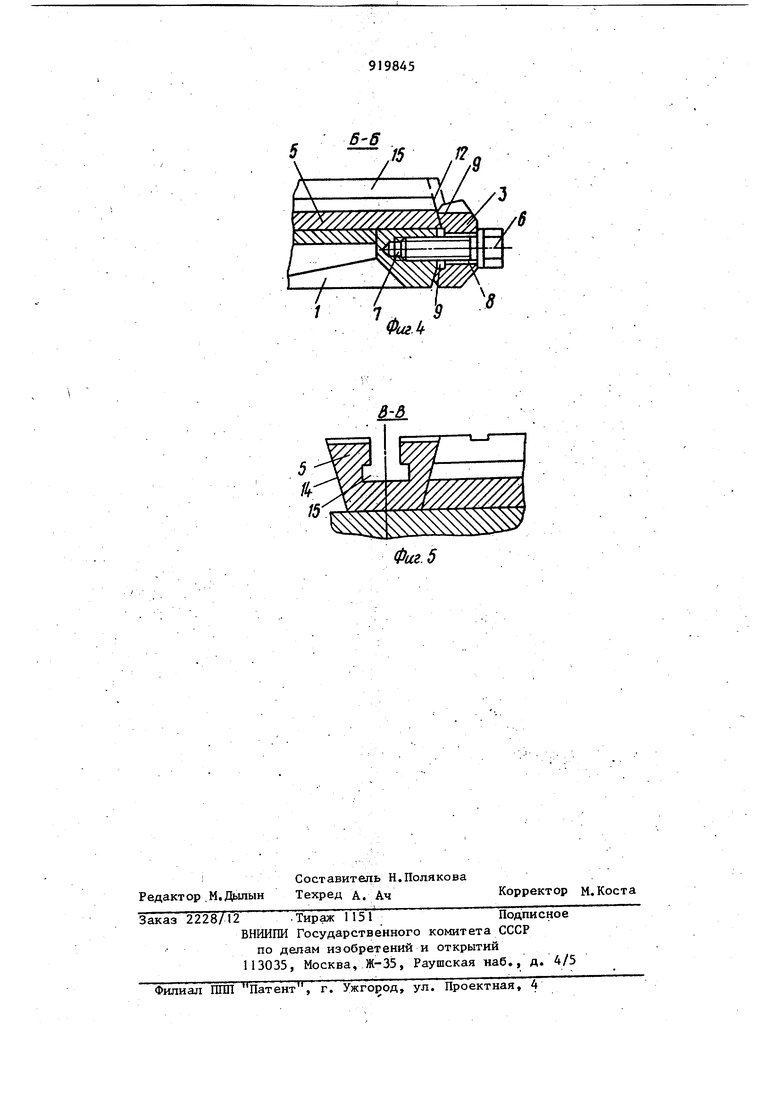
На фиг, 1 изображено устройство, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг 3 - сечение А-А на фиг, 2; на фиг. 4 - сечение Б-Б на фиг,2на фиг, 5 - сечение В-В на фиг. 2.
Устройство содержит оскование с пазами 2 по торцам, прижимные элементы 3, вкладаш 4, базовые планки 5 и крепежные болты 6. Основание 1 выполнено с крепежными отверстиями 7 в пазах 2. Прижимные элементы 3 размещены в пазах 2 основания I с возможностью переустановки и выполнены с центральным крепежным отверстием 8 и прижимными поверхностями 9, Вкладыш 4 жестко закреплен в центре основания I и вьшолнен с выступами .10 -по торцам, имеющими скошенные под острым углом к основанию прижимные, грани 11. Базовые планки 5 размещены между- прижимными поверхностями 9 прижимных элементов 3 и пржимными гранями I1 вкладыша 4 и выпонены по торцам со скошенными под острым углом к основанию прижимными гранями 12, параллельными прижимным граням 11 вкладьш1а 4 и прижимным поверхностям 9 прижимных элементов 3, а по боковым граням выполнены с выступами 13, имеющими прижимные грани 14, аналогичщ 1е прижимным граням вкладьша 4. КроМе того, базовые планки 5 выполнены с Т-образными пазами 15 для закрепления свариваемых деталей.
Устройство работает следующим образом.
Перед закреплением на плите деталей устанавливают базовые планки 5 на основании 1 соотв1етственно конфигурации и габаритам опорной поверхности детали. При этом прижимные грани 11 вкладьш1а 4 контактируют со скошениыми прижимными гранями 12 тор1цов базовых планок 5, которые в свою очередь контактируют с прижимными поверхностями 9 прижимных элементов 3. Затем осуществляют фиксацию прижиных элементов 3 к основанию 1 в пазах 2 крепежными болтами 6. При этом происходит плотный контакт базовых планок 5 с выступами 10 вкладьш1а 4 5 и призкймными элементами 3. Затем устанавливают базовые планки 5, которы контактируют с боковыми прижимными гранями 14 выступов 13, ранее установленных базовых планок 5, и с пр жимными поверхностями 9 прижимных элементов 3. После чего осуществляют фиксацию прижимных элементов 3 к основанию 1 в пазах 2 крепежными болтами 6. При этом происходит плотный контакт базовых планок 5 с выступами 13, ранее установленных базовых планок 5, и прижимными элементами 3. Таким образом, .базовые планки 5 занимают kecTKoe фиксированное полсше- 5
ние на основании 1, Затем на базовые планки 5 устанавливают деталь, подлежащую сварке, и фиксируют ее к базовым планкам крепежными болтами (не показаны) посредством Т-образных, пазов 15.
Предложенное устройство позволяет р а спшрить полезную площадь рабочей поверхности плиты, обеспечиваетбыструю перекомпановку и подготовку ра бочей поверхности плиты для закрепления свариваемых деталей.
ностью установочного перемещения, при этом на базовых планках по их периметру выполнены скошенные под острым углом к основанию прижимные грани, параллельные прижимным граням вкладыша и прижимных элементов.
Ист очники.информации, принятые во внимание, при экспертизе
№ 635685, кл. В 23 К 37/04, 29.11.76 (прототип). 45 Формула изобретения Плита для закрепления свариваемых изделий, содержащая смонтированные на основании вкладыш, базовые грани которого скошены под острым углом к основанию, прижимные элементы и базовые планки, размещенные между базовыми гранями вкладьппа и прижимными элементами, о т л и ч щ а я с я тем, что, с целью, расширения технологических возможностей плиты, вкладыш жестко укреплен в центре основания, а прижимные элементы выполнены съемными и установлены на торцовых сторонах основания с возможФиг. д 93 8
Б6
8
Фиг Л
Фиг. 5
