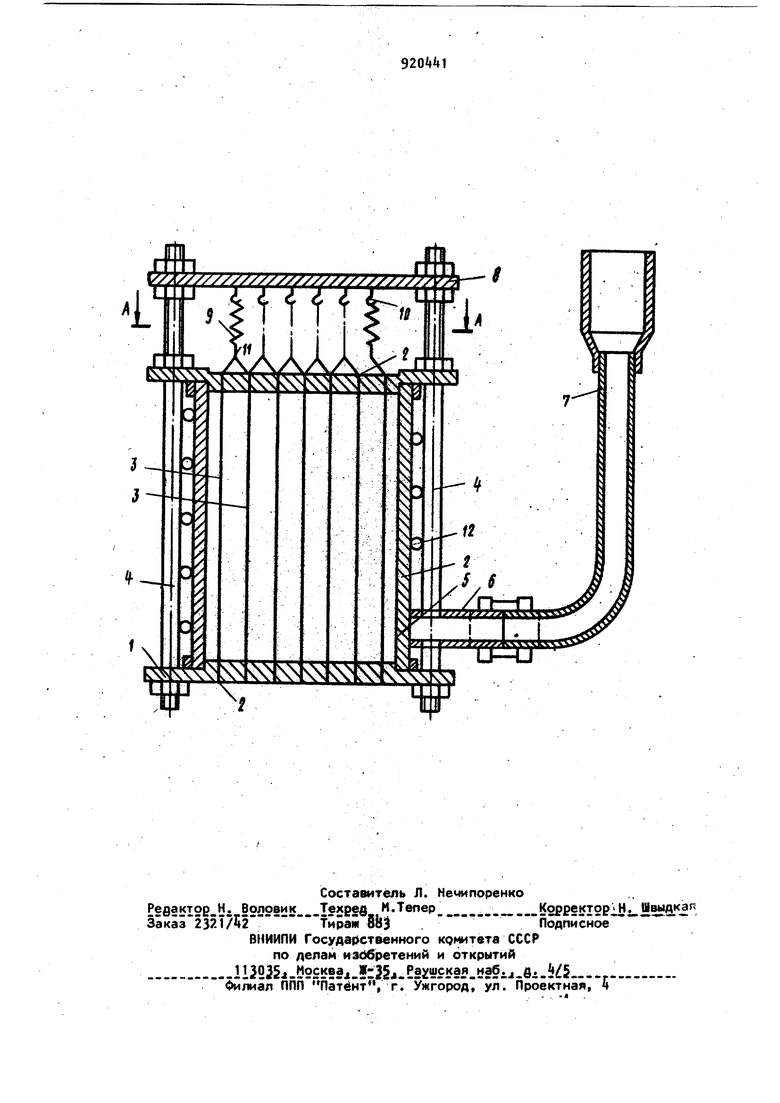
. . . Изобретение относится к исследованию напряженно-деформированного со-. стояния литого металла, методом координатной сетки в Процессе высокотем пературной обработки давлением. Известно устройство для изготовления образцов из порошка тугоплавких металлов, выполненное в виде пакета рамок, по наружному периметру котО рых нарезаны зубья, охватываемые проволокой образующей объемную коордийат ную сетку 1 . Реологические свойства литых металлов коренным образом отличны от аналогичных свойств порошковых металлов. Однако известное устройство ие пригодно дли изготовления литых образцов, так как в процессе изготовления жидкий металл не задерживаете в устройстве, вытекая за его пределы из отверстий, обусловленных особенностью конструкции устройства. Наиболее близким к предлагаемому изобретению является устройство для изготовления образцов с объемной координатной сеткой; включающее цилиндрический кристаллизатор, съемные крышки, с отверстия, соединенные посредством стержней, В ве 5хней и нижней крышках устройства в определенном порядке просверлены отверстия, через которые пропускаются медные проволочки, образующие координатную сетку. В верхней кршке имеется отверстие для заливки свинца во внутреннюю полость устройства. Дпя центрирования верхней и нижней крышек друг к другу, с целью уменьшения искажений координатной сетки в процессе изготовления образца в устройстве предусмотрено резьбовое соединение обеих крьшек с полым цилиндром при винтов 2 . Однако с. помощью данного устройства нельзя изготовить образец для исследования процесса деформирования с неравномерным характером истеме ния металла по всему объему образ39ца, характерным для многих процессов обработки металлов давлением. Наличие в верхней крышке отверстия для заливки металла приводит к тому, что в известном устройстве координатная сетка расположена не по всему объему кристаллизатора, а лишь в части одного квадрата. Конструкция устройства не позволяет расположить коорди-. натнуй) сетку по всему сечению образ ца. Известно, что в процессе самопрЬизвольного остывания горячего металла в кристаллизаторе, в верхней части формирующегося слитка образуется усадочная раковина, а в осевой .зоне рыхлость вследствие уменьшения Объема металла при его переходе из жидкого состояния в твердое, причем, чем меньше отношение диаметра d слитка к его длине 1, тем на боль шукз глубину проникают пороки. При вы плавке длинных (d/1 0,25) слитков осевая рыхлость прони,зывает почти весь слиток, изменяя тем самым реоло гические свойства образца, что искажает картину процессов, происходящих в реальном металле при его пластической деформации. Способ устранения раковин заключается в медленной заливке свинца и большой скорости его охлаждения, непригоден дли образ мов с малым отношением d/1, так как повышенная скорость охлаждения в это случае (вследствие большой поверхности охлаждения металла и малого его объема) увеличивает глубину проникновения усадочной раковины и осевой рыхлости. Цель изобретения - расширение диа пазона исследования образцов и повыщение точности при изучении процессов пластического деформирования. Поставленная цель достигается тем что устройство для изготовления образцов с объемной координатной сеткой , включающее цилиндрический крибталлизатор, съемные крышки с отверстиями, соединенныеупосредством стерж ней , снабжено съемной платформой с упругими элементами, закрепленной на стержнях, приспособлением для сифон,ной заливки, металла, а кристаллизатор выполнен в виде двух полуцилин ров с нагревательными элементами, расположенными на его наружной поверхности . На чертеже изображено устройство для изготовления образцов. 4 Устройство состоит из крышек 1, представляющих собой стальные пластины с выступами, форма и размер которых соответствуют форме и размеру внутренней поверхности кристаллизатора 2 так, что выступы фиксируют кристаллизатор от перемещений. В крышках на участке размещения кристаллизатора в определенном порядке, зависящем от выбранной системы координат (прямоугольной или цилиндрической) просверлены отверстия так, что пропущенная через них проволока 3 образует объемную координатную сетку, пронизывающую весь объем кристаллизатора 2, В крышках имеются отверстия, через которые устанавливаются центрирующие стержни k. Кристаллизатор 2 состоит из двух полуцилиндров, которые состыковываются и скрепляются при помощи хомутов. Применение кристаллизатора такой конструкции обусловлено необходимостью установки его в устройство после того, как будет натянута проволока, образующая координатную сетку, а также облегчает процесс извлечения .готового образца из устройства. В одном из полуцилиндров, в его нижней части имеетсявотверстие 5 с отводным патрубком 6, на конечной части которого нарезана резьба для соединения патрубка с трубчатым коленом 7 при помощи резьбового соединения. Отверстие 5 необходимо для заливки металла во внутреннюю полость кристаллизатора. Стержни 4 предназначены для установки верхней и нижней . крышки 1 кристаллизатора 2 и центрирования их относительно друг друга с целью устранения искажений координатной сетки, а также для крепления платформы 8 с упругими элементами 9. Платформа 8 упругих элементов представляет собой стальную пластину, на поверхности которой прикреплены крючки 10, с которыми одним концом соединены упругие элементы 9- Упругие элементы 9 представляют собой пружины, одним концом соединенные с крючками 10 платформы 8, а другим - с соответствующей парой проволоки 3, через соединяющую их проволоку 11. Упругие элементы 9 предназначены для устранения искажения координатной сетки, появляющегося после заливки расплавленного металла вследствие теплового удлинения проволоки. Из-за неравномерного охлаждения металла no всему объему кристаллизатора, про волочки координатной сетки удлиняют ся на различную величину, соответствуюцую температуре нагрева данного объема металла. Поэтому устранить появляющееся искажение координатной сетки можно только путем индивидуаль ного нагружения каждой проволочной пары. Растягиваясь, пружины нагружают проволоку координатной сетки, не давая ей изгибаться во время заливки металла. Натяжение проволоки регулируется при помощи гаек. Трубчатое ко лено 7 предназначено для заливки металла во внутреннюю полость кристаллизатора сифонным способом. На одном конце трубчатого колена Имеется стакан, в который непосредственно заливается металл, на другом конце нарезана резьба для соединения колена с патрубком 6. Для обеспечения определенных условий охлаждения в устройст ве предусмотрено применение для нагрева, поверхности кристаллизатора на гревательных элементов 12, например, в виде спиралей, укрепленных на наружной поверхности крнсталлизатора. Спираль питается от сети переменного тока. Нагрев спиралей и, следовател но, участков поверхности кристаллизатора регулируется при помощи авто-) трансформатора. Контроль за температурой нагрева поверхности кристаллизатора осуществляется при Помощи термопар. Устройство работает следующим образом. На центрирующие стержни k устанавливается верхняя и нижняя крышки 1, которые жестко соединяются со стержнями при помощи гаек. Во избежание искажений координатной сетки смещение крышек после их закрепления на стержнях не допустимы. З&тем используя отожженную и протравлен- . ную медную проволоку (диаметром 0,5 мм) натягивается объемная коорди натная сетка. Диаметр проволоки для координатной сетки выбирается с уметом наименьшего влияния проволоки на деформационные процессы в образце т.е. на точность результатов, а также с учетом устранения возможности обрыва натянутой проволоки во время заливки расплавленного металла в кристаллизатор. На стержнях Ц закрепляется платформа 8 упругих элементов 9 при поМОЩИ гаек. Упругие элементы (пружины) 9 закрепляются одним концом за крючки 10 платформы 8, растягиваются и другим концом закрепляются за проволоку 11, тем самым, нагру хая проволоки 3 координатной сетки. Натяжение проволоки регулируется с помощью гаек. Две части кристаллизатора 2 со стыковываются таким образом, что координатная сетка оказывается внутри него. Плотиое соединение обеих половинок в цилиндр фиксируется хомутами. Трубчатое колено 7 соединяется с патрубком 6 полого цилиндра при помощи резьбового соединения. На боковой поверхности кристаллизатора размещается нагревательный элемент 12, например, спираль таким образом, чтобы обеспечивался более интенсивный нагрев верхней .части кристаллизатора. Чтобы обеспечить указанные условия нагрева, спираль размещается в верхней части кристаллизатора с меньшим шэгом винтовой линии, чем в нижней. Спираль подключается к сети переменного тока. После нагрева поверхности кристаллизатора в нижней части до температуры (1,01-1,2)Ткр, где температура кристаллизации жидкого металла, и через трубчатое колено 7 заливается металл. После кристаллизации осевой зоны формирующегося слитка спираль отключается от сети Леременного тока. Дальнейшее самопроизвольное медленное остывание металла обеспечивает получение однородной структуры по всему объему образца без усадочной раковины в головной части. После рстывания устройство .разб 1рают, образец обтачива)от до необходимых размеров. Экономический эффект от применения устройства по сравнению с известным составляет 11 тыс руб. в год. Кроме того, устройство позволяет устранить недостатки, в исследуемом образце.. При переходе металла из жидкого состояния в твердое в головной части слитка образуется усадочная раковина и осевая рыхлость, которые зани- мают значительную часть объема слитка, причем, чем меньше отношение диаметра кристаллизатора к его длине. (d/0, тем больше усадочная раковина и осевая рыхлость. Устранить этот недостаток можно двумя путями. Первый путь - создание кристаллизатора с большим чем требуется для исследования соотношением. После охлаждения металла в таком кристаллизаторе, что бы получить образец с малым отношением d/1, необходимо из слитка отрезать его головную часть с усадочной раковиной, после чего обточить его до требуёгшх размеров. Однако это ве дет к созданию громоздких устройств для изготовления образцов из-за боль ших размеров кристаштзатора, что создает определенные неудобства, а также к повышенному расходу металла, так как большое его количество уходи в отходы. Второй путь - изменение условий охлаждения металла в кристаллизаторе Это может осуществиться путем нагрева боковой поверхности кристаллизато ра до температуры.Tfi), превышающей Tj,p- температуру кристаллиза14И14 жидкого металла, причем нагрев верхней части кристаллизатора необходим более интенсивный чем нижней. В этом случае металл охлаждается путем отвода теплового rioTOKa через нижнее основание кристаллизатора. Такое условие охлаждения-рбёспечивает получение слитка без вшеукдзанных пороков с однородной структурой по всему его объему. Таким образом, второй путь является бояее приемлемым чем первь й, так как, ао-первмх, структура разца в этом случае отличается повышенной схожестью со структурой 9 8 реальных металлов, что повышает точность проводимых с образцом исследований.и, во вторых, устраняет появление усадочной рыхлости, снижается расход металла и упрощаете;; работа с устройством. Формула изобретения Устройство для изготовления образцов с объемной координатной сеткой, включающее цилиндрический кристаллизатор, съемные крышки с отверстиями, соединенные посредством стержней, о тличающееся тем, что, с целью расширения диапазона исследования образцов и повышения точности при изучении процессов пластического деформирования металлов, устройство снабжено съемной платформой с упругими элементами, закрепленной на стержнях, приспособлением для сифонной заливки металла, а кристаллизатор выполнен в виде двух полуцилиндров с нагревательными элементa и, расположенными на его наружной поверхности.-, Источники информации., принятые во внимание при экспертизе 1.Авторское свидетельство СССР № , кл. G 01 N. 1/28, 1977. 2.Комнев П.В. ПoвьшJeниe точности измерений усилий при ковке и штамповке. Энергомашинестроение, № 2, 1970, с. 30.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления образцов с объемной координатной сеткой | 1982 |
|
SU1089464A1 |
| Устройство для непрерывного литья заготовок горизонтального типа | 1982 |
|
SU1092824A1 |
| СПОСОБ ЛИТЬЯ ДИСКОВЫХ И КОЛЬЦЕВЫХ ЗАГОТОВОК ИЗ ЖАРОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2009 |
|
RU2422244C1 |
| Способ получения металлических слитков | 1983 |
|
SU1122406A1 |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА | 1998 |
|
RU2209841C2 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
| СПОСОБ ЛИТЬЯ ПЛОСКИХ И ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2009 |
|
RU2422238C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ВОЗНИКНОВЕНИЯ УСАДОЧНОЙ РАКОВИНЫ В ПРОЦЕССЕ КРИСТАЛЛИЗАЦИИ МЕТАЛЛОВ И/ИЛИ СПЛАВОВ | 1996 |
|
RU2093303C1 |
| Устройство для получения металлических слитков | 1976 |
|
SU564337A1 |
| Способ изготовления стальных слитков | 1977 |
|
SU789210A1 |