IQO
KD 14
1 fX&a.
1
i
Изобретение относится к исследованиям напряженно-деформированного состояния литого металла с помощью метода координатной сетки в процесс обработки давлением и может быть использовано для определения оптимальных технологических режимов и настроечньсх параметров оборудования
Известно устройство для изготовления литых цилиндрических образцов с объемной коррдинатной сеткой, расположенной в одном из квадратов цилиндра, которое представляет собой полый цилиндр (кристаллизатор), закрывающийся с обеих сторон крьшками В верхней и нижней крьппках устройства в определенном порядке просверлены отверстия, через которые пропускаются медные проволочки, образующие координатную сетку. В верхней крышке имеется отверстие для заливки свинца во внутреннюю полость устройства. Для и(ентрирования верхней и нижней крышек друг относительно друга с целью уменьшения искажений координатной сетки в процессе изготовления образца в устройстве предусмотрено резьбовое соединение обеих крьплек с польщ цилиндром при помощи винтов 1 .
Однако с помощью указанного устройства нельзя изготовить образец для исследованияпроцесса деформирования с неравномерньт характером истечения металла по всему объему образца, характерным для многих процессов обработки металлов давлением, в том числе и для винтовой прокатки. Наличие в верхней крьппке отверстия для заливки металла приводит к тому, что в известном устройстве координатная сетка расположена не по всему объему кристаллизатора, а лишь в части его (в одном квадранте).
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство включа одее цилиндрический криста:ализатор, выполкенные в виде двух полу цилиндров съемные крьшки с отверстиями, соединенные посредством стер ней, съемную платформу с упругими элементами и приспособление для сифонной зал;нзки металла 12),
Однако известное устройство не обеспечивает изготовления образца с объемной координатной сеткой для
исследования процессов формоизменения металла при винтовой прокатке.
Цель изобретения - расширение функциональных возможностей и повышение точности исследования.
Поставленная цель достигается тем, что в устройстве для изготовления образцов с объемной координатной сеткой, преимущественно для исследования винтовой деформации, включающем кристаллизатор, вьшолненный в виде полуцилиндров, съемные крышки, соединенные между собой посредством стержней и выполненные с отверстиями для закрепления координатной сетки, съемную платформу с упругими элементами, приспособление для сифонной запивки металла, съемные крышки выполнены ступенчатыми, а кристаллизатор выполнен с выступами, расположенными на его внутренней поверхности по винтовой линии.
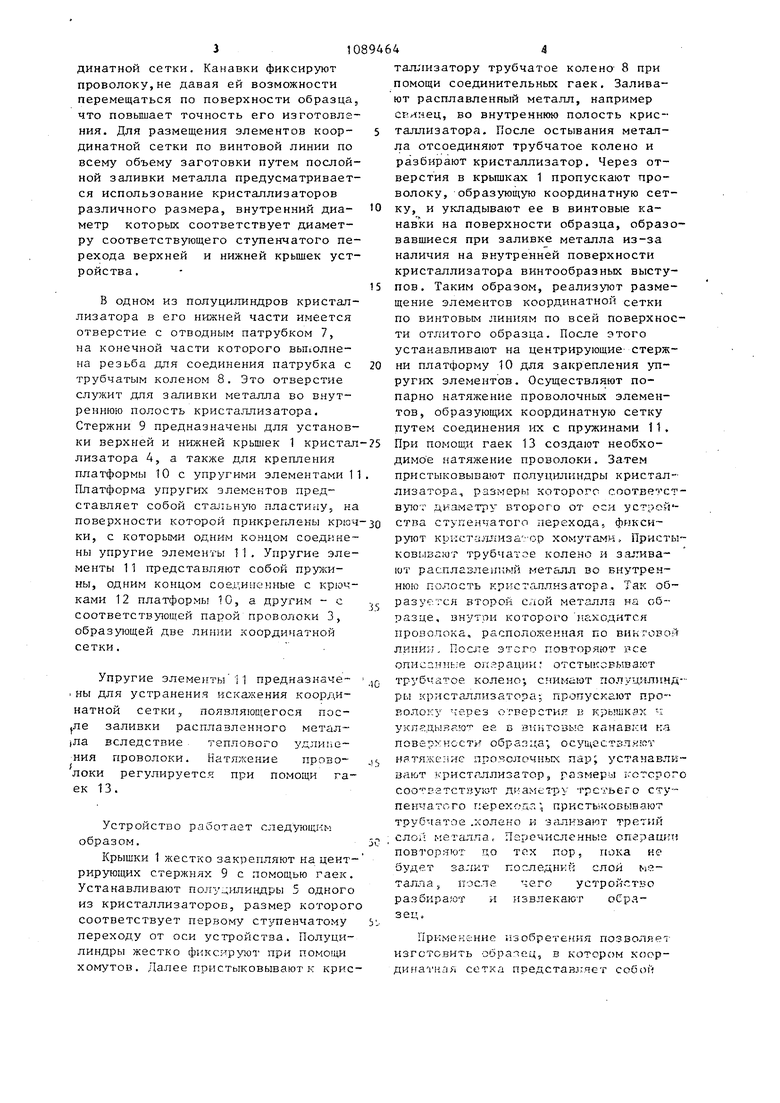
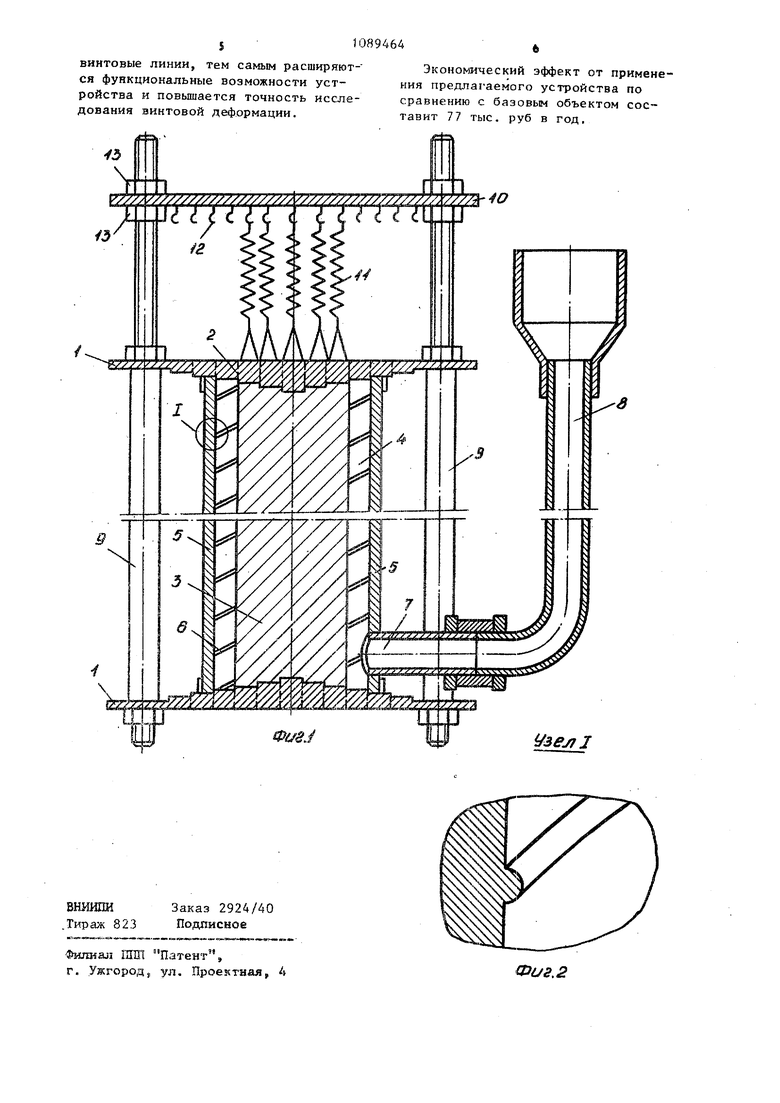
На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. ,2 узел I, на фиг. 1.
Устройство состоит из 1, которые представляют собой пластины, имеюнше кольцевые ступенчатые .переходы, вьтолненные с определенным шагом. Размеры ступенчатых переходов соответствуют размерам кристаллизаторов, с которыми они соприкасаются. В каждом кольцевом ступенчатом переходе, ка его стороне, соприкасающейся с внутренней поверхностью кристаллизатора, просверлены отверстия 2 так, что пропущенная через них прозолока 3 образует координатную сетку, пронизывающую объем кристаллизатора 4, В крьш1ках имеются отверстия, через которые устанавливаются центральные стержни. Кристаллизатор выполнен в виде полуципиндров 5, которые сость конываются и скрепляются при помощи хомутов. На внутренней поверхности кристаллизатора имеются выступы 6, выполненн 1е по винтовой линии, поперечное сечение которых представляет собой полукруг с радиусом равным радиусу проволоки, прикеняющейся для координатной сетки. Выступы предназначены для формирования на поверхности образца винтообразнь х канавок при заливке металла во внутреннюю полость кристаллизатора. Впоследствии в эти канавки кладьюается проволока координатной сетки. Канавки фиксируют проволоку,не давая ей возможности перемещаться по поверхности образца, что повьшает точность его изготовления. Для размещения элементов координатной сетки по винтовой линии по всему объему заготовки путем послойной заливки металла предусматривается использование кристаллизаторов различного размера, внутренний диаметр которых соответствует диаметру соответствующего ступенчатого перехода верхней и нижней крьпиек устройства.
В одном из полуцилирадров кристаллизатора в его нижней части имеется отверстие с отводным патрубком 7, на конечной части которого вьпюлнена резьба для соединения патрубка с трубчатым коленом 8. Это отверстие служит для заливки металла во внутреннюю полость кристаллизатора. Стержни 9 предназначены для установки верхней и нижней крьаиек 1 криста лизатора 4, а также для крепления платформы 10 с упругими элементами Платформа упругих элементов представляет собой стальную пластину, н поверхности которой прикреплены крю ки, с которыми одним концом соедине ны упругие элементы 11. Упругие эле менты 11 представляют собой пруншны, одним концом соединенные с крюч ками 12 платформы 10, а другим - с соответствующей парой проволоки 3, образующей две линии координатной сетки. Упругие элементы 11 предназначеIны для устранения искажения координатной сетки, появляющегося заливки расплавленного метал|Ла вследствие теплового удлинения проволоки. Натяжение проволоки регулируется при помощи га ек 13. Устройство работает следующим образом. Крышки 1 жестко закрепляют на цент рирующих стержнях 9 с помощью гаек Устанавливают полу..;илиндры 5 одного из кристаллизаторов, размер которог соответствует парному ступенчатому переходу от оси устройства. Полуцилиндры жестко фиксируют при помощц хомутов. Далее пристыковывают к крис
таллизатору трубчатое колено 8 при помощи соединительных гаек. Заливают расплавленный металл, например свинец, во внутреннюю полость кристаллизатора. После остывания металла отсоединяют трубчатое колено и разбирают кристаллизатор. Через отверстия в крышках 1 пропускают проволоку, образующую координатную сетку, и укладывают ее в винтовые канавки на поверхности образца, образовавшиеся при заливке металла из-за наличия на внутренней поверхности кристаллизатора винтообразных выступов. Таким образом, реализуют размещение элементов координатной сетки по винтовым линиям по всей поверхности отлитого образца. После этого устанавливают на центрирующие- стержни платформу 10 для закрепления упругих элементов. Осуществляют попарно натяжение проволочных элементов, образующих координатную сетку путем соединения их с пружинами 11, При помощи гаек 13 создают необходимое натяжение проволоки. Затем пристыковывают полуцилиндры кристаллизатора, размеры которого соответствую; диаметру второго от оси устройства ступенчатого перехода, фиксируют кр1:сталпиза.Ор хомута.ми. Пристыковывают трубчатое колено н залтивают расплгзле1Г 1Ый металл во внутреннюю полость кр:-1ст.а.плизатора. Так образуется второй слой мет.злла на образце, внутри которого находится проволока, расположенная по викговой лини;;. После этого повторяют рсе .описанн :;е опярацииг отстыковывают трубчатое колено-, снимают полуцилиндры кристаллизатора; пропускают проволоку через orECpcTi-iH в крышках : укладывают ее Б впктозые канавки ка поверхнссти образца; осуществляет иатя.желие проволочных пар; устанавли1зак/г кристаллизатор, размеры ьстсрого соо:ретству с.т диаметру гретьего ступенчатого перехода, ирксть-ковывают труб-гатое .холено к заливают третт слой металла. Перечисленные опч рации повторяют цо тох пор, пока ке будет последний слой ыя талла, после чего устройство разбирают и извлекают оСрлзец. Пркмекание изобретения позволяет изготовить обрапец, в котором координатная сетка пpeдcтaвJ;яeт собой
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления образцов с объемной координатной сеткой | 1980 |
|
SU920441A1 |
| Способ изготовления образца для исследования объемного течения металла | 1982 |
|
SU1035461A1 |
| Устройство для подачи электродной проволоки | 1983 |
|
SU1082577A1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОАКТИВИРОВАННОЙ ВОДЫ | 2015 |
|
RU2604211C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ЗАРЯДОВ СМЕСЕВОГО РАКЕТНОГО ТВЕРДОГО ТОПЛИВА И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2473528C2 |
| Устройство для прессования порошковых заготовок с внутренней координатной сеткой | 1979 |
|
SU899280A1 |
| Способ изготовления образца для исследования объемного течения металла при пластической деформации | 1981 |
|
SU1002894A1 |
| ГИБКАЯ АРМИРОВАННАЯ ТРУБА ИЛИ ДЕТАЛЬ ТРУБОПРОВОДА (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2509949C2 |
| ИГРУШКА-ШАР | 2014 |
|
RU2546475C1 |
| Устройство для подготовки корнеклубнеплодов к хранению | 1982 |
|
SU1039460A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕЕ Ш ОБРАЗЦОВ С ОБЪЕМНОЙ КООРДИНАТНОЙ СЕТКОЙ, преимущественно для исследования винтовой деформации, включающее кристаллизатор, выполненный в виде полуцгшиндров, съемные гсрьпики, соединенные между собой посредством стержней и выполненные с отверстиями для закрепления координатной сетки, съемную платформ с упруг, элементами, приспособление для сифониса заливки металла, о т л и ч а ю E е ес я тем, что, с цепью расширения функциональных возможностей и повышения точности исследования, съемные крышки выполнены ступенч.5 гыми, //% а кррхсталлизатор выполнен с в-ст/па / ми, расположенныт {и на его ьнутреи( ней поверхности по винтовой линии. И«..
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Камнев П.В, Повышение точности измерений усилий при ковке и штамповке.- Энергомашиностроение, 1970, № 2i с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления образцов с объемной координатной сеткой | 1980 |
|
SU920441A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
