1
Изобретение относится к автоматизации технологических процессов и может быть использовано для ориентации изделий при их подаче в сборочное оборудование.
Известно вибрационное ориентирующее устройство для изделий со сквозным пазом на одной из его граней, содержащее бункер с укрепленным на его боковой стенке винтовым транспортирующим лотком и закрепленный на выходном участке последнего параллельно боковой стенке бункера на расстоянии от нее, меньщем половины ширины изделия, ориентирующий элемент, выполненный в виде клинового ножа. Переориентация изделий в этом устройстве осуществляется при их сбросе с транспортирующего лотка на отводной с помощью специальных перевертывающих элементов 1.
Недостатком известного устройства является снижение его производительности изза того, что переориентированные изделия, выходя с отводного лотка на основной транспортирующий, сбрасывают часть, идущих по последнему в бункер. Особенно сильно производительность снижается при ориентации
деталей с поперечным сечением в виде правильного многоугольника.
Цель изобретения - повыщение производительности устройства.
Указанная цель достигается тем, что устройство снабжено дополнительными последовательно расположенными перед клиновым ножом ориентирующими элементами, количество которых на единицу меньще числа боковых граней изделия, и установлен,Q ным на выходном участке, винтового транспортирующего лотка сбрасывателем изделий идущих в вертикальном положении, при этом каждый из дополнительных ориентирующих элементов выполнен в виде клинового ножа и упора, укрепленного вдоль ножа на
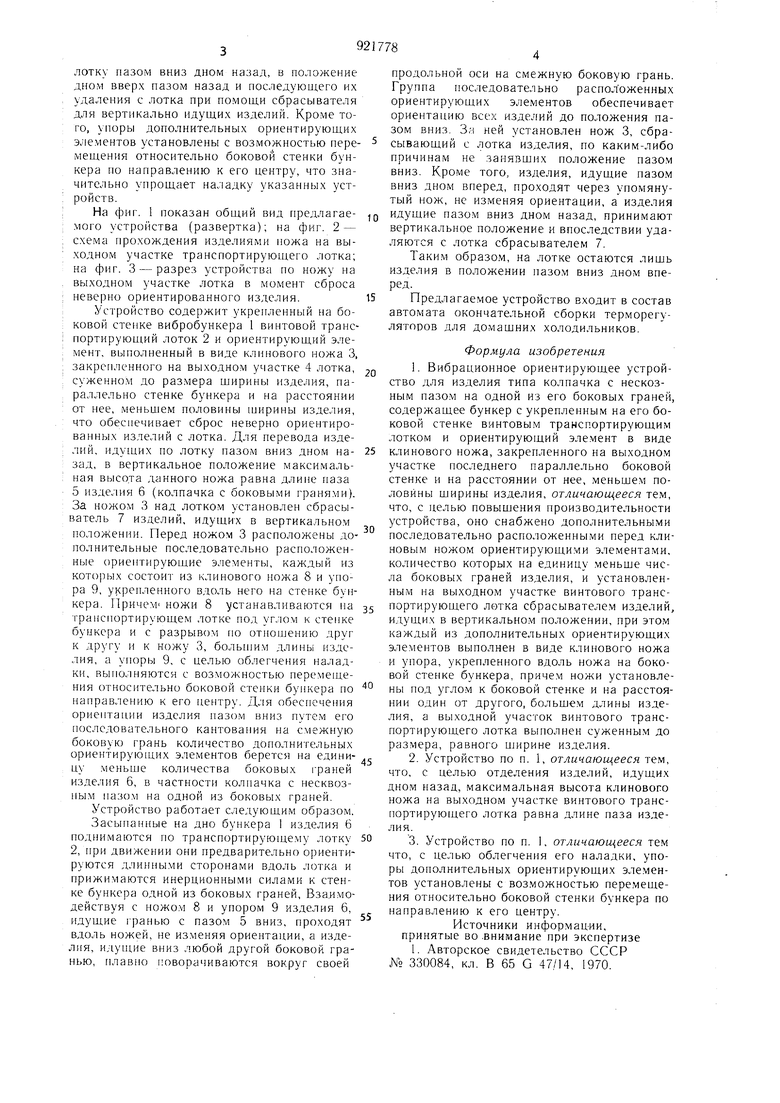
и боковой стенке бункера, причем ножи установлены под углом к боковой стенке и на расстоянии один от другого, больщем длины изделия, а выходной участок винтового транспортирующего лотка выполнен сужен2Q ным до размера, равного щирине изделия. Причем максимальная высота клинового ножа на выходном участке винтового транспортирующего лотка равна длине паза изделия с цепью перевода изделий, идущих по лотку пазом вниз дном назад, в положение дном вверх назом назад и последующего их удаления с лотка при помощи сбрасывателя для вертикально идущих изделий. Кроме того, уноры дополнительных ориентирующих элементов установлены с возможностью перемещения относительно боковой стенки бункера по направлению к его центру, что значительно упрощает наладку указанных устройств. На фиг. 1 показан общий вид предлагаемого устройства (развертка); на фиг. 2- схема прохождения изделиями ножа на выходном участке транспортирующего лотка; на фиг. 3 - разрез устройства по ножу па выходном участке лотка в момент сброса неверно ориентированного изделия. Устройство содержит укрепленный на боковой стенке вибробункера 1 винтовой транспортирующий лоток 2 и ориентирующий элемент, выполненный в виде клинового ножа 3, закрепленного на выходном участке 4 лотка, суженном до раз.мера щирины изделия, параллельно стенке бункера и на расстоянии от нее, меньшем половины ширины изделия, что обеспечивает сброс неверно ориентированных изделий с лотка. Для перевода изделий, идущих по лотку пазом вниз дном назад, в вертикальное положение максимальная высота данного ножа равна длине паза 5 изделия 6 (колпачка с боковыми гранями). За ножом 3 над лотком установлен сбрасыватель 7 изделий, идущих в вертикальном положении. Перед ножо.м 3 расположены дополнительные последовательно расположенные ориентирующие элементы, каждый из которых состоит из клинового ножа 8 и упора 9, укрепленного вдоль него на стенке бункера. Причем ножи 8 устанавливаются на транспортирующем лотке под углом к стенке бункера и с разрывом но отношению друг к другу и к ножу 3, больи им длины: изделия, а упоры 9, с целью облегчения наладки, выполняются с возможностью перемещения относительно боковой стенки бункера по направлению к его центру. Д.чя обеспечения ориентации изделия пазом вниз путе.м его последовательного кантования на смежную боковую грань количество дополнительных ориентирующих элементов берется на единицу .меньше количества боковых граней изделия 6, в частности колпачка с несквозпым пазо.м на одной из боковых граней. Устройство работает следующим образом. Засыпанные на дно бункера 1 изделия 6 поднимаются по транспортирующему лотку 2, при движении они предварительно ориентируются длинными сторонами вдоль лотка и прижимаются инерционными силами к стенке бункера одной из боковых граней, Вза.имодействуя с ножом 8 и упором 9 изделия 6, идущие гранью с пазом 5 вниз, проходят вдоль ножей, не изменяя ориентации, а изделия, идупше вниз любой другой боковой гранью, плавно поворачиваются вокруг своей продольной оси на смежную боковую грань. Группа последовательно расположенных ориентирующих элементов обеспечивает ориентацию всех изделий до положения пазом вниз. За ней установлен нож 3, сбрасывающий с лотка изделия, по каким-либо причинам не занявщих положение пазом вниз. Кро.ме того, изделия, идущие пазом вниз дном вперед, проходят через упомянутый нож, не изменяя ориентации, а изделия идущие пазом вниз дном назад, принимают вертикальное положение и впоследствии удаляются с лотка сбрасывателем 7. Таки.м образо.м, на лотке остаются лишь изделия в положении пазом вниз дном вперед. Предлагае.мое устройство входит в состав автомата окончательной сборки терморегуляторов для домашних холодильников. Формула изобретения 1.Вибрационное ориентирующее устройство для изделия типа колпачка с нескозным пазом на одной из его боковых граней, содержащее бункер с укрепленным на его боковой стенке винтовым транспортирующим лотком и ориентирующий эле.мент в виде клинового ножа, закрепленного на выходно.м участке последнего параллельно боковой стенке и на расстоянии от нее, меньшем половины щирины изделия, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено дополнительными последовательно расположенными перед клиновым ножом ориентирующими элементами, количество которых на единицу меньше числа боковых граней изделия, и установленным на выходном участке винтового транспортирующего лотка сбрасывателе.м изделий, идущих в вертикально.м положении, при этом каждый из дополнительных ориентирующих элементов выполнен в виде клинового ножа и упора, укрепленного вдоль ножа на боковой стенке бункера, причем ножи установлены под углом к боковой стенке и на расстоянии один от другого, большем длины изделия, а выходной участок винтового транспортирующего лотка выполнен суженным до размера, равного ширине изделия. 2.Устройство по п. 1, отличающееся тем, что, с целью отделения изделий, идущих дном назад, макси.мальная высота клинового ножа на выходном участке винтового транс1юртируюц 1его лотка равна длине паза изделия. 3. Устройство по п. 1, отличающееся тем что, с целью облегчения его наладки, упоры дополнительных ориентирующих элементов установлены с возможностью переменхения относительно боковой стенки бункера по направлению к его центру. Источники информац-ии, принятые во .внимание при экспертизе 1. Авторское свидетельство СССР № 330084, кл. В 65 G 47/14, 1970.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРАЦИОННОЕ ЗАХВАТНО-ОРИЕНТИРУЮЩЕЕ УСТРОЙСТВО | 1972 |
|
SU330084A1 |
| Устройство для ориентации и загрузки цилиндрических контактов с лыской | 1990 |
|
SU1772850A1 |
| Устройство для поштучной подачи изделий | 1978 |
|
SU749735A2 |
| Устройство для ориентации деталей | 1983 |
|
SU1102071A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ТРАНЗИСТОРОВ В КОРПУСЕ ТИПА КТ-26 | 1992 |
|
RU2050985C1 |
| Устройство для ориентации радиодеталей, преимущественно конденсаторов цилиндрической формы с однонаправленными выводами | 1986 |
|
SU1510113A1 |
| Устройство для ориентации и забивки контактов в гнезда колодки разъема | 1990 |
|
SU1823052A1 |
| Устройство для поштучной подачииздЕлий | 1979 |
|
SU800032A2 |
| Устройство для ориентации деталей | 1986 |
|
SU1412025A2 |
| Устройство для поштучной подачи изделий | 1976 |
|
SU613959A1 |

Фиг. 2
