(54) СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА
| название | год | авторы | номер документа |
|---|---|---|---|
| Связка на жидкой основе | 1978 |
|
SU837832A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТНЫХ ГРАНУЛ ДЛЯ ЭЛЕКТРОМАГНИТНЫХ АППАРАТОВ | 2009 |
|
RU2416492C2 |
| ГЕКСАФЕРРИТ СТРОНЦИЯ КАК КАТОДНЫЙ МАТЕРИАЛ ДЛЯ ЛИТИЕВОГО АККУМУЛЯТОРА | 2012 |
|
RU2510550C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИТНЫХ ГРАНУЛ ДЛЯ ЭЛЕКТРОМАГНИТНЫХ АППАРАТОВ | 2009 |
|
RU2416491C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТОТВЕРДЫХ ФЕРРИТОВ | 2009 |
|
RU2416490C2 |
| АНТИФРИКЦИОННАЯ ТОНКОДИСПЕРСНАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ | 2001 |
|
RU2185422C1 |
| Масса для изготовления высокопористого абразивного инструмента и способ изготовления высокопористого абразивного инструмента | 2018 |
|
RU2685825C1 |
| АБРАЗИВНАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА С ВЫСОКИМИ НОМЕРАМИ СТРУКТУРЫ | 2016 |
|
RU2630403C2 |
| Способ получения поглощающего материала на основе замещенного гексаферрита бария | 2016 |
|
RU2651343C1 |
| Способ получения замещенного титаном гексаферрита бария | 2021 |
|
RU2764763C1 |
I
Изобретение относится к способам изготовления абразивных инструментов на керамической связке. .
Спосс может быть также применен для изготовления спецкерамики и т.п. изделий. .
Известен способ изготовления абразивного инструмента методом литья из водных суспензий, включающий пригоTOBnsHije йодного шликера из абразивного порошка стабилизатора, и керамической связки, отливку шликера, сушку литой заготовки и обжиг керамического сырца tn.
Однако в период формирования керамичесй:ого (;ырца от момента отливки шликера в форму до операции сушки сырца происходит значительное расслоение шликера вследствие его седиментационной неустойчивости. В результате этого полученные по данному способу абразивные изделия обладают значительной неоднородностью.
Цель изобретения - получение однородного абразивного инструмента за счет придания керамическому шликеру способности не расслаиваться в период формирования изделия и повышение производительности процесса изготовления абразивного инструмента.
Поставленная цель достигается тем., что на отливку перед сушкой оздействуют магнитным полем, а в качестве
to стабилизатора могут быть использованы магнитожесткие материалы, например порошки гексаферритов бария, стронция, кобальта, в количестве 110 вес.%.
t5
Причем напряженность магнитного поля выбирают равной 500-5000 Э.
Кроме того, время выдержки отливки в магнитном поле выбирают ра.вным 40-120 мин.
20
Под действием магнитного поля происходит образование npocTpaHctвенной структуры из частиц абразивного материала, керамической связки и магнито392
жесткого ма1ериала, обусловленное ди поль-дипольным взаимодействием.
Даже в небольших магнитных полях, создаваемых широко выпускаемыми промышленностью электромагнитами (Н 500-5000 Э) возможно получение шлике ра, имеющего устойчивую структуру.
Кроме того, происходит значительное увеличение производительности процесса изготовления абразивного из делия за счет снижения времени форми ровамия керамическогосырца от момен та отливки шликера в форму до операции сушки сырца.
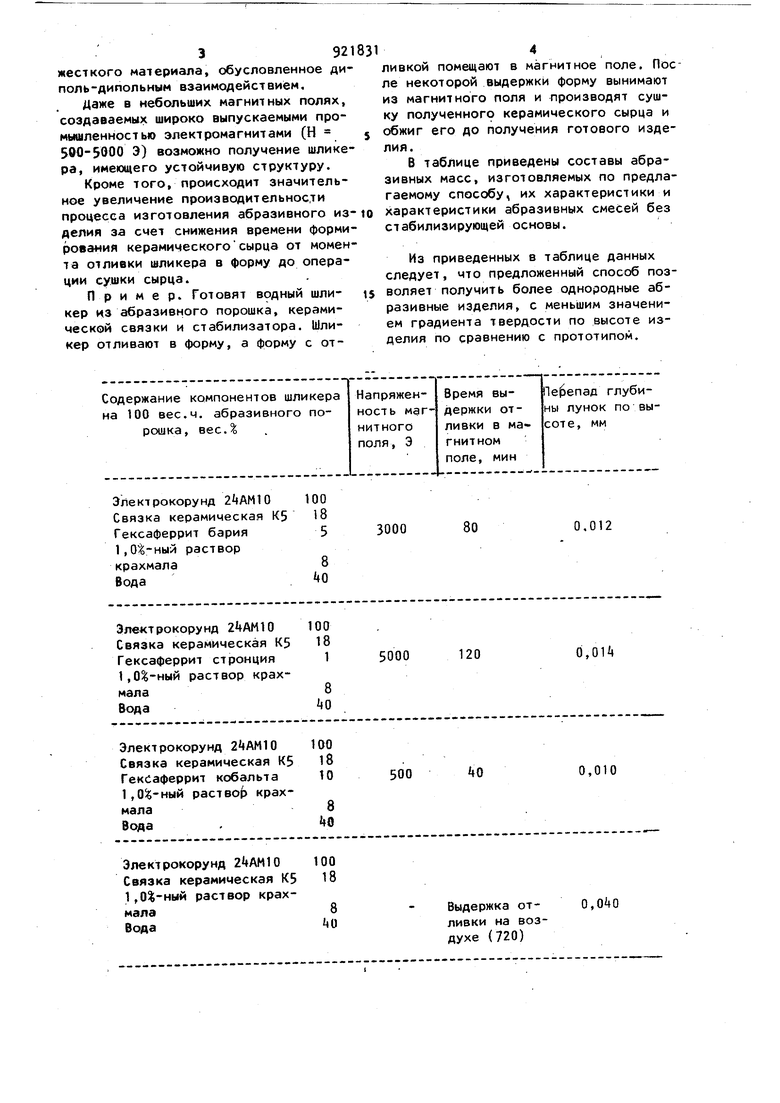
Пример. Готовят водный шликер из абразивного порошка, керамической связки и стабилизатора. Шликер отливают в форму, а форму с отЭлектрокорунд 2 АМ10
Связка керамическая К5
Гексаферрит бария 1, раствор
крахмала
Вода
Электрокорунд Z AMIO
Связка керамическая К5 Гексаферрит стронция 1,0%-ный раствор крахмала
Вода
Электрокорунд ZtAMIO Связка керамическая К5 Гексаферрит кобальта 1, раствор крахмалаВода .
Электрокорунд Связка керамическая К5 1,0%-ный раствор крахмала
Вода
8314
ливкой помещают в магнитное поле. Пос ле некоторой выдержки форму вынимают из магнитного поля и производят сушку полученного керамического сырца и 5 обжиг его до получения готового изделия.
В таблице приведены составы абразивных масс, изготовляемых по предлагаемому способу, их характеристики и
10 характеристики абразивных смесей без стабилизирующей основы.
Из приведенных в таблице данных следует, что предложенный способ позволяет получить более однородные абразивные изделия, с меньшим значением градиента твердости по высоте изделия по сравнению с прототипом.
80
0.012
3000
о,ои
120
ЙО
0,010
500
0,040
Выдержка отливки на воздухе (720) Преимуществом предложенного способа является то, что он позволяет пол чать абразивный инструмент с бог лее однородной структурой, уменьшить величину градиента твердости по высоте в 3 раза. Кроме того, предложенный способ позволяет увеличить производительность процесса изготовления абразивного инструмента в раз. Такой способ легко реализуется на существующем в промышленности техноло гическом оборудовании. Формула изобретения 1. Способ изготовления абразивного инструмента, включающий приготовление шликера из абразивного порошка керамической связки и стабилизатора, отливку его в форму, сз«ику и обжиг изделия, отличающийся тем, что, с целью повышения однородности абразивных изделий и производительности процесса, перед сушкой на шликер воздействуют магнитным полем, при этом в качестве стабилизатора в шликере берут магнитожесткий порошок. 2,Способ по п. 1, отличающийся тем , что магнитожесткий порошок выбирают из группы гексаферритов бария, стронция и кобальта, 3.Способ по пп, 1 и 2, о т л ичающийся тем, что магмитожесткий порошок вводят в количестве 110 весД. . Способ попп. 1-3, отличающийся тем, что напряженность магнитного поля выбирают равной 500-5000 Э. 5. Способ по пп, 1-i, отличающийся тем, что время выдержки отливки в магнитном поле выбирают равным 0-120 мин, Источники информации, принятые во внимание при. экспертизе 1. Журнал Абразивы% 1979, N 9, с, 5-7.
