(54) ПАСТА ДЛЯ АБРАЗИВНО-ДОВОДОЧНОЙ ОБРАВОТКИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
1
Изобретение относится к области пре цизионной доводки металлических поверхностей свободными абразивными зернами , и может быть использовано для финишной обработки аетапеК, особенно при высоких контактных напряженивак обработки, например шариков или сферических торцов роликов в подшипниковой промышпен ности..
Известна паста для абразивно-доводочной обработки металлических деталей
U1.;
Однако эта паста имеет сравнительно низкую,эффективность вследствие быстрого дробления и износа абразивных, компонентов.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является паста, применяемая на технологической операции первой доводки шариков, включающая синтетические, жирные кислоты фракции С дч-С(д(арахин) - 11,5%, napa4«H - 17,0%, окись хрома абразивная - 2,0%, микропорошок
абразивный (22-24) М14 - 13,5, масло, машинное - остальное.
Известная паста при обработке стальHbix шариков на элеваторном шародоводочном станке о спечила получение следующих характеристик: часовой съем металла - 3 мкм, разноразмерность шариков - 3 мкм, непостоянстео диаметра шариков - 1,5 мкм, шероховатость обра ботанной поверхности - 0,125 мкм 2.
Недостатком известной пасты является сравнительно быстрое дробление абразивк| 1Х зерен и связанная с этим утрата , режуших свойств пасты. Кроме того,
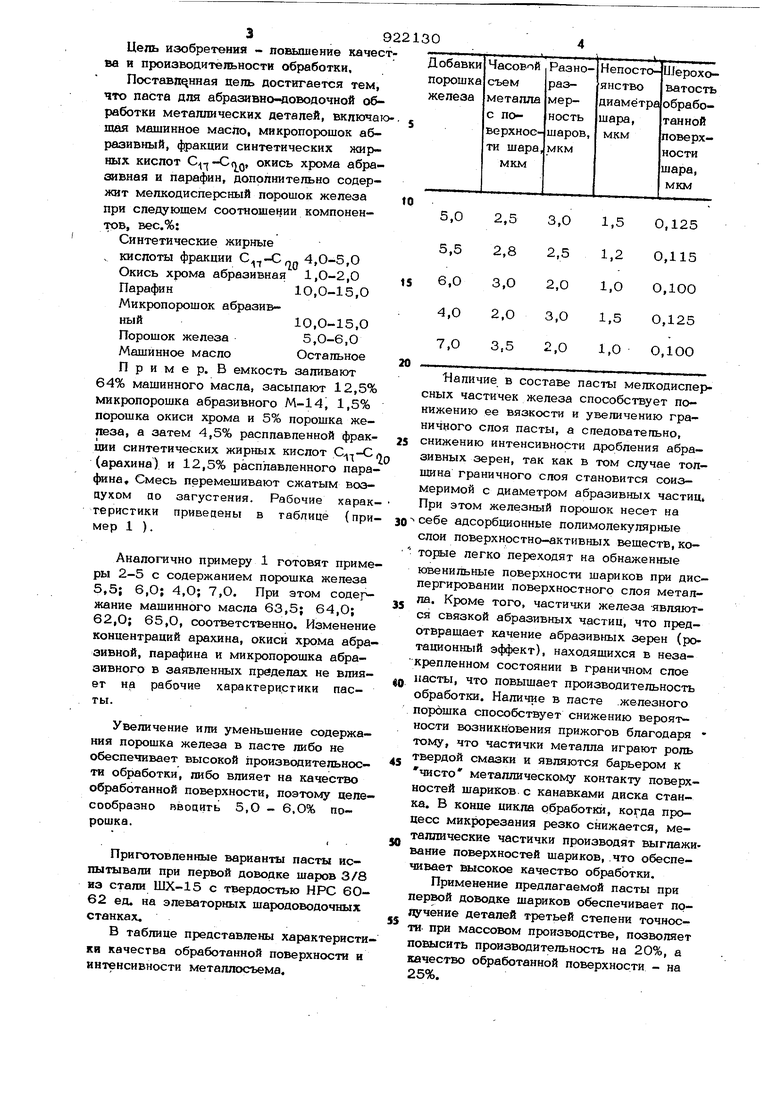
IS при разогреве дисков под действием сил трения происходит разжижение пасты и интенсивный ее выброс под воздействием центробежной сипы инерции. Таким образом, при интенсивном дроблении аб20разивных зерен.,а также разжижении и выбросе пасты из рабочей зоны, снижается качество и произвопительность обработки. 39 Цель изобретения - повышение качест ва и проиародитеяьности обработки. Поставленная цель достигается тем, что паста для абразивно-доводочной обработки метагаических деталей, включаю шая машинное масло, микропорошок абразивный, 4факции синтетических жирных кислот , окись хрома абразивная и парафин, дополнительно содержит мелкодисперсный порошок железа при следующем соотношении компонентов, вес.%: Синтетические жирные , кислоты фракции 4,0-5,0 Окись хрома абразивная 1,0-2,0 Парафин10,0-15,0 Микропорошок абразивный10,0-15,0 Порошок железа5,О-6,О Машинное масло Остальное П р и м е р. В емкость заливают 64% машинного масла, засыпают 12,5% микропорошка абразивного М-14, 1,5% порошка окиси хрома и 5% порошка железа, а затем 4,5% расппавпенной фракНИИ синтетических жирных кислот C-j-j-Cr (арахина) и 12,5% расплавленного парафина. Смесь перемешивают сжатым возпухом ао загустения. Рабочие харак- геристики привеаены в таблице (пример 1 ). Аналогично примеру 1 готовят приме ры 2-5 с содержанием порошка железа 5,5; 6,О; 4,0; 7,0. При этом содержание машинного масла 63,5; 64,0; 62,0; 65,0, соответственно. Изменение концентраций арахина, окиси хрома абразивной, парафина и микропорошка абразивного в заявленных пределах не влияет на рабочие характеристики пасты.. Увеличение или уменьшение содержания порошка железа в пасте либо не обеспечивает высокой производительности обработки, либо влияет на качество обработанной поверхности, поэтому целе сообразно вводить 5,о - 6,О% порошка. Приготовленные варианты пасты испытывали при первой доводке шаров 3/8 из стали ШХ-15 с твердостью НРС 6О62 ад. на элеваторных шародоводочных станках. В таблице представлены характеристи ки качества обработанной поверхности и интенсивности металлосьема. Наличие в составе пасты мелкодисперсных частичек железа способствует понижению ее вязкости и увеличению граничного слоя пасты, а следовательно, снижению интенсивности дробления абразивных зерен, так как в том случав толшина граничного слоя становится соизмеримой с диаметром абразивных частиц При этом железный порошок несет на себе адсорбционные полимолекулярные слои поверхностно-активных веществ, которые легко переходят на обнаженные ювенильные поверхности шариков при диспергировании поверхностного слоя металла. Кроме того, частички железа -являются связкой абразивных частиц, что предотвращает качение абразивных зерен (ротационный эффект), находящихся в незакрепленном состоянии в граничном слое пасты, что повышает производительность обработки. Наличие в пасте .железного порошка способствует снижению вероя- ности возникновения прижогов благодаря тому, что частички металла играют роль твердой смазки и являются барьером к чисто металлическому контакту поверхностей щариков.с канавками диска станка. В конце цикла обработки, когда процесс микрорезания резко снижается, металлические частички производят выглаживание поверхностей шариков, что обеспечивает высокое качество обработки. Применение предлагаемой пасты при первой доводке шариков обеспечивает пойучение деталей третьей степени точности при массовом производстве, позволяет повысить производительность на 20%, а качество обработанной поверхности - на 25%. 5922 Формула изобретения Паста для абразивно-доводочной обработки металлических деталей, включаюшая машинное масло, микропорошок абра- s зивный, фракции синтетических жирных киспот , окись хрома абразивная и парафин, отличающаяся тем, что, с цепью повышения качества и производительности обработки, она допопни- 10 тельно содержит мелкодисперсный порошок железа при следующем соотношении компонентов, вес.%: Окись хрома абразивная 1,О-2,О Парафин10-15«5 130j Фракции синтетических жирных кислот C-i-j-CrtQ4-5 Микропорошок абразивный 10-15 Порошок железа5-6 Машинное маспоОстальное Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 2271296 кл. С О9 0-1/02, 1973. 2. Олендер Л. А. Технология и оборудование шарикового производства Минск, 1974, с. 277.
| название | год | авторы | номер документа |
|---|---|---|---|
| Паста для доводки металлическихпОВЕРХНОСТЕй | 1979 |
|
SU834068A1 |
| Паста для абразивно-доводочной обработки металлических поверхностей | 1989 |
|
SU1655966A1 |
| СОСТАВ ДЛЯ ДОВОДКИ СТАЛЬНЫХ ШАРИКОВ | 2000 |
|
RU2161173C1 |
| Способ регенерации отработанных доводочных паст | 1980 |
|
SU941419A1 |
| СОСТАВ ДЛЯ ДОВОДКИ СТАЛЬНЫХ ШАРИКОВ | 2005 |
|
RU2297432C1 |
| ДОВОДОЧНО-ПРИТИРОЧНЫЙ КОНЦЕНТРАТ С МОДИФИЦИРУЮЩИМИ МИНЕРАЛЬНЫМИ НАПОЛНИТЕЛЯМИ | 2006 |
|
RU2309968C1 |
| ПАСТА ПОЛИРОВАЛЬНАЯ ЖИДКАЯ | 2005 |
|
RU2293097C1 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МАТЕРИАЛОВ | 2015 |
|
RU2615408C2 |
| Абразивная паста | 1990 |
|
SU1812201A1 |
| АБРАЗИВНАЯ ПАСТА | 1998 |
|
RU2134707C1 |
