Способы изготовления болванок с применением наружной металлической оболочки и сердечника из материала-заполнителя известны.
Описываемый способ изготовления болванок для обтяжных прессов или крупных штампов отличается от известных тем, что наружная металлическая оболочка болванки изготавливается путем металлизации поверхности гипсовой формы, что значительно ускоряет и удешевляет изготовление болванок.
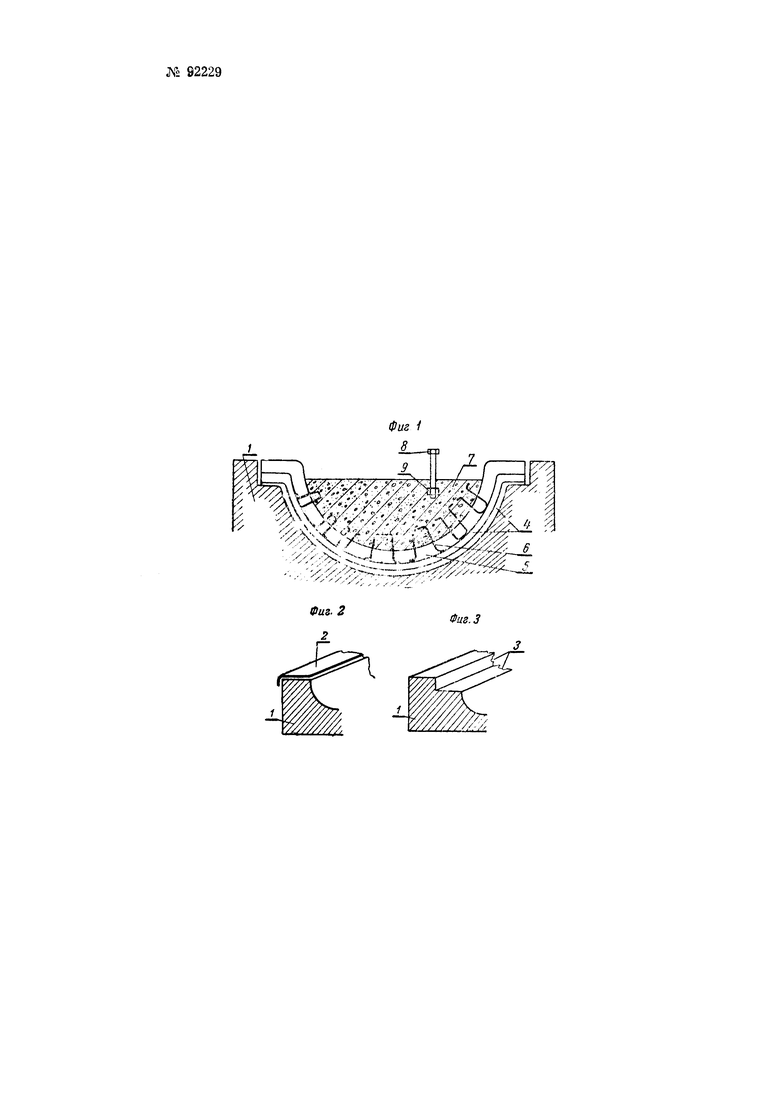
На фиг. 1 показан разрез болванки, изготовленной описываемым способом; на фиг. 2 - схема гипсовой формы с наложенной на нее рамкой; на фиг. 3 - схема гипсовой формы с уступом.
По образцу или деревянной модели болванки изготавливают гипсовую форму 1, внутреннюю поверхность которой зачищают и покрывают из пульверизатора тонким слоем аэролака AII ал/п (аэролак второго покрытия, пигментированный алюминиевым порошком) для улучшения сцепляемости набрызгиваемого металла с поверхностью формы.
Для того чтобы края оболочки не отставали от формы, что часто происходит при набрызгивают стали, на оболочку надевают рамку 2 из кровельного железа. Набрызгиваемый металл прочно сцепляется с железом и край оболочки не может отделиться от гипса. При разбрызгивании цинка для предотвращения обрыва достаточно вдоль контура формы сделать уступ 3. По окончании подготовки на поверхность формы наносят методом электрической или газовой металлизации слой какого-либо металла. Во избежание отслоения металла металлизацию выполняют за несколько проходов - сначала тонкими слоями 4, затем более толстыми слоями 5; после набрызгивания двух-трех слоев устанавливают проволочную арматуру 6, концы которой остаются заделанными в теле оболочки.
По окончании изготовления оболочки ее заполняют бетоном 7. Для крепления к металлической плите в бетон заливают болты 8 с гайками 9. После затвердевания бетона болты вывертывают, гипсовую форму раскалывают или размачивают, а рабочую поверхность оболочки полируют.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБТЯЖНЫХ ПУАНСОНОВ | 1990 |
|
RU2054340C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ПРОТЕЗА-ОБТУРАТОРА ТВЕРДОГО И МЯГКОГО НЕБА | 2006 |
|
RU2310419C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ TiAl | 2016 |
|
RU2706933C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ИЗ ЧЕРНЫХ И ЦВЕТНЫХ МЕТАЛЛОВ | 1992 |
|
RU2048955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛВАНОК-ФОРМ | 1971 |
|
SU301318A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЭНДВИЧЕВОГО ЛЕГКОГО ГИПСОПЕНОПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО (ВАРИАНТЫ) | 2007 |
|
RU2344937C1 |
| ЭКТОПРОТЕЗ НОСА И СПОСОБ ИЗГОТОВЛЕНИЯ ЭКТОПРОТЕЗА НОСА | 2007 |
|
RU2339344C1 |
| Способ изготовления слоистых бетонных изделий | 1982 |
|
SU1114663A1 |
| Способ изготовления корпусных деталей из пенометалла | 1988 |
|
SU1661041A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСНАСТКИ ДЛЯ ШТАМПОВКИ | 2003 |
|
RU2248258C1 |
1. Способ изготовления болванок для обтяжных прессов или крупных штампов с применением наружной металлической оболочки и сердечника из материала заполнителя, отличающийся тем, что наружную металлическую оболочку изготавливают посредством набрызгивания металла способом электрической или газовой металлизации на поверхность гипсовой формы, заполняют оболочку бетоном или железобетоном и затем после затвердевания заполнителя удаляют гипсовую форму раскалыванием или размачиванием, а поверхность оболочки полируют.
2. Прием выполнения способа по п. 1, отличающийся тем, что для улучшения прилипания набрызгиваемого металла к поверхности гипсовой формы последнюю перед набрызгиванием покрывают слоем лака с металлической, например алюминиевой, пигментацией.
3. Прием выполнения способа по п. 1-2, отличающийся тем, что для упрочнения металлической оболочки последнюю при набрызгивании внутренних слоев металла армируют металлической проволокой.
