Область техники, к которой относится изобретение
Изобретение относится к области способов изготовления лопаток газотурбинного двигателя. В частности, изобретение находит свое предпочтительное применение для изготовления лопаток ротора газотурбинного двигателя, но его можно также применять для изготовления лопаток спрямляющего аппарата.
Уровень техники
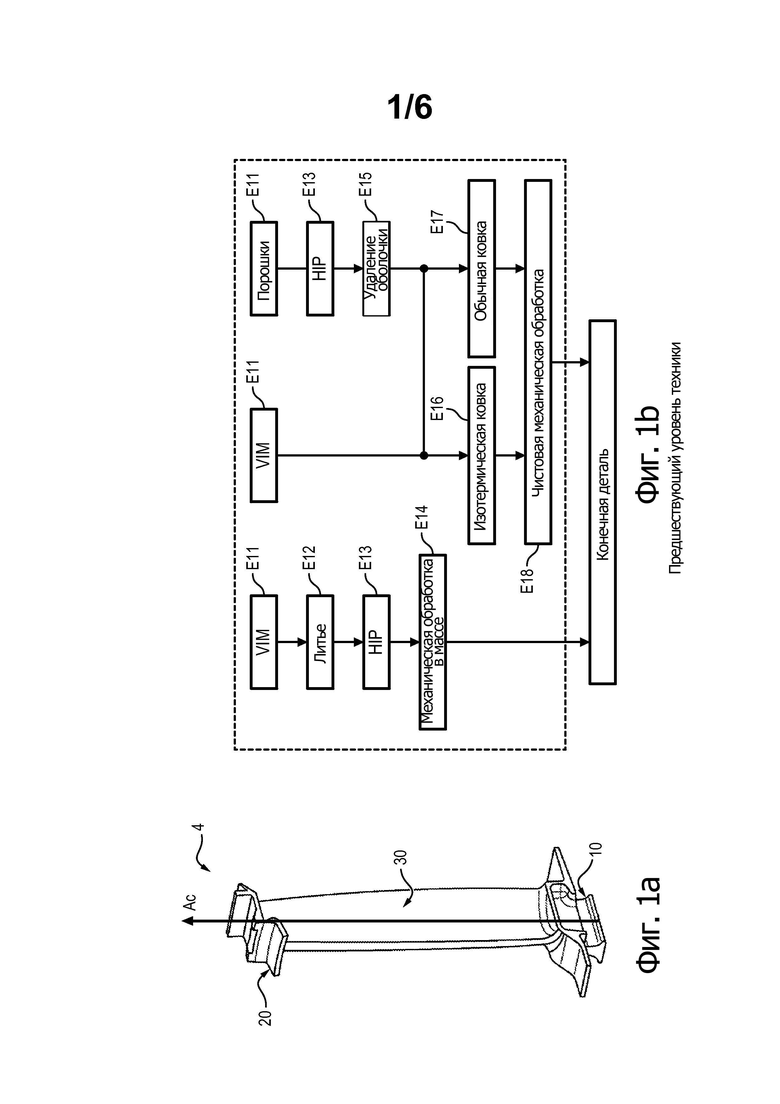
Классически, как показано на фиг. 1а, рабочая лопатка 4 газотурбинного двигателя содержит перо 30, проходящее вдоль вертикальной оси лопатки между проксимальным и дистальным (то есть между внутренним и наружным) концами лопатки. На своем проксимальном конце лопатка 30 содержит ножку 10, при помощи которой ее крепят на газотурбинном двигателе и, в частности, на диске ротора газотурбинного двигателя в случае лопатки ротора газотурбинного двигателя. На своем дистальном или свободном конце лопатка 30 может содержать поперечный элемент, называемый полкой 20. Когда несколько рабочих лопаток 30 закреплены на диске ротора, их полки 20 расположены встык, образуя окружной венец, который, в частности, ограничивает снаружи газо-воздушный проточный тракт, проходящий через газотурбинный двигатель, и ограничивает таким образом утечки газа в этом месте.
Во время работы вращение рабочей лопатки 4 газотурбинного двигателя приводит к созданию центробежной силы в направлении вертикальной оси рабочей лопатки 4, в дальнейшем называемой осью Ас нагрузки. В частности, ножка 10, которая обеспечивает механическое соединение между пером 30 и диском ротора, является местом больших механических напряжений, направленных вдоль оси Ас нагрузки лопатки.
Рабочие лопатки 4 газотурбинного двигателя классически изготовлены из сплава на основе никеля посредством обычного литья.
Кроме того, известны сплавы металлов на основе алюминидов титана, называемые в дальнейшем алюминидами титана или TiAl, которые являются сплавами, содержащими алюминид титана, где незначительная доля атомов алюминия и титана может быть заменена другими атомами, такими как цирконий, железо, молибден, кремний или ниобий.
Сплавы TiAl имеют специфические механические свойства, сравнимые до температуры 750°С со свойствами сплава на основе никеля при традиционном литье. Сплавы TiAl по меньшей мере частично имеют пластинчатую структуру зерна, которая повышает их механическую прочность. Кроме того, TiAl имеет низкую плотность порядка 4, намного ниже, чем плотность сплавов на основе никеля, которая составляет примерно 8. Поэтому было предложено изготавливать лопатки газотурбинного двигателя из TiAl вместо сплавов на основе никеля, чтобы уменьшить массу лопаток газотурбинного двигателя.
Однако сплавы TiAl имеют ряд недостатков, которые затрудняют их применение для изготовления рабочих лопаток газотурбинного двигателя. В частности, они характеризуются хрупкостью при низкой температуре, выражающейся слабым удлинением при разрыве и низкой стойкостью к трещинообразованию.
Кроме того, придание формы сплаву TiAl для изготовления рабочей лопатки является очень сложным, так как окно промышленной ковкости, то есть компромисс между температурой и скоростью деформации, является очень узким. Литейные свойства тоже являются источником проблем, так как высокая скорость затвердевания этих сплавов приводит к серьезному риску появления в конечной детали усадочных раковин и пористости.
Как показано на фиг. 1b, было предложено изготавливать рабочие лопатки из TiAl посредством литья, при этом на этапе Е11 получают слиток путем разливки жидкого металла (VIM), затем производят формовку путем литья на этапе Е12, за которым следует этап Е13 горячего изостатического прессования (HIP) для придания им хороших свойств, после чего производят механическую обработку в массе на этапе Е14. Формовка путем литья сплава TiAl является исключительно трудной по причине плохих литейных качеств сплава TiAl, которые не позволяют отливать достаточно тонкие толщины, чтобы получить детали с конечными размерами, то есть имеющие форму конечной детали. Следовательно, необходимо подвергнуть механической обработке всю периферию сырой отливки для получения конечной детали.
Как показано на фиг. 1b, было также предложено изготавливать рабочие лопатки из TiAl посредством ковки, при этом слиток получают посредством разливки жидкого металла (VIM) на этапе Е11 или путем распыления порошка в оболочке 7 на этапе Е12, после которого следуют этап Е13 HIP и этап Е15 удаления оболочки, затем придание формы путем обычной ковки на этапе Е17. Придание формы сплаву TiAl путем обычной ковки Е17 в горячих штампах тоже является очень сложным. Действительно, на сплаве TiAl не смогли определить никакого окна промышленной ковкости, и все испытания привели к образованию трещин в кованой детали. Кроме того, способ обычной ковки Е17 не позволяет напрямую получить конечную деталь. Действительно, поскольку после этапа ковки остаются значительные утолщения, необходимо осуществить конечный этап механической обработки Е18 для получения конечной детали. Хотя изотермическая ковка Е16 позволяет существенно приблизиться к конечным размерам, все же остается потребность в этапе Е18 механической обработки. Кроме того, изотермическая ковка Е16 является малопродуктивной и дорогой в основном по причине небольшого срока службы штампов.
Кроме того, во всех известных способах для применения сплавов TiAl необходимо использовать этап горячего изостатического прессования (HIP) Е13 для придания им хороших свойств. Этот этап является затратным, не позволяет придать специальную форму материалу и связан с высокими температурами, которые приводят к росту зерна.
Следовательно, существует серьезная потребность в способе изготовления рабочих лопаток газотурбинного двигателя посредством обработки с приданием формы сплава TiAl, который не имеет этих недостатков.
Раскрытие сущности изобретения
Изобретением предложен способ изготовления лопатки газотурбинного двигателя посредством обработки с приданием формы сплава TiAl.
В связи с этим объектом изобретения является способ изготовления лопатки газотурбинного двигателя из алюминида титана, содержащий этапы:
- формирования болванки из алюминида титана;
- выдавливания болванки через отверстие фильеры, имеющее главную щель и по меньшей мере одну боковую щель, для получения прессованной болванки, поперечное сечение которой имеет главную ветвь и по меньшей мере одну боковую ветвь, по существу перпендикулярную к главной ветви;
- поперечного разрезания прессованной болванки для получения отрезков прессованной болванки;
- ковки каждого отрезка прессованной болванки для получения лопатки газотурбинного двигателя.
Выражение «по существу перпендикулярная» обозначает боковую ветвь, слегка наклоненную относительно главной ветви, причем этот наклон может составлять от нескольких градусов до десяти и даже до тридцати градусов.
Выдавливание позволяет измельчить структуру сплавов TiAl, чтобы уменьшить напряжение пластического течения, то есть напряжение, необходимое для начала пластической деформации сплава. После выдавливания можно применить обычные средства ковки, позволяющие получать детали почти по размерам, то есть близкие к конечной форме и к конечным размерам лопатки, что было невозможно при известных способах. Таким образом, изобретение позволяет ограничить последующие этапы механической обработки и, следовательно, обеспечивает выигрыш во времени и позволяет уменьшить количество расходуемого материала.
Предложенный способ позволяет исключить этап горячего изостатического прессования.
Одновременно выдавливание позволяет придать прессованной болванке форму поперечного сечения, имеющую главную ветвь и по меньшей мере одну боковую ветвь, по существу перпендикулярную к главной ветви, что позволяет получить ножку лопатки посредством ковки из первой боковой ветви и полку, если она существует, из второй боковой ветви. Таким образом, форма прессованной болванки приближается к форме конечной детали, что позволяет уменьшить необходимую деформацию во время конечного этапа обычной ковки.
Наконец, ковка боковой ветви прессованной болванки способствует ориентации пластинок сплава за счет работы деформации в направлении, перпендикулярном к оси нагрузки лопатки. Ориентация пластинок сплава в направлении, перпендикулярном к оси нагрузки лопатки, позволяет повысить стойкость лопатки к механическим напряжениям, которым она будет подвергаться во время работы.
Комбинированное использование болванки, выполненной из порошков, и этапа выдавливания капсулы, удаления оболочки и ковки позволяет получать заготовки, имеющие химически однородную микроструктуру и небольшой размер зерна. В случае, когда болванку выполняют путем распыления порошков, этап выдавливания позволяет объединить в один этап прессование порошка, его спекание, его обработку с приданием формы и сохранить мелкую микроструктуру.
В документе US5411700, столбец 3, строки 10-27, уточнено, что уплотнение составляет лишь 95% и что капсулу удаляют перед выдавливанием, чего не происходит в рамках настоящего изобретения. Действительно выдавливание порошков в капсуле обеспечивает одновременно прессование с уплотнением на 100%, измельчение структуры и придание формы перед конечной ковкой в случае фасонного выдавливания.
Кроме того, уплотнение на 95%, как в документе US5411700, приводит к появлению значительных трещин, независимо от условий ковки.
Предпочтительно изобретение имеет следующие дополнительные признаки, рассматриваемые индивидуально или в любой технически возможной комбинации.
Отверстие фильеры имеет единственную боковую щель, чтобы получать прессованную болванку в виде заготовки с сечением, имеющим главную ветвь и единственную боковую ветвь, при этом перо лопатки получают путем ковки из главной ветви, тогда как ножку лопатки получают путем ковки из боковой ветви.
В альтернативном варианте отверстие фильеры имеет первую боковую щель, которая проходит от одного конца главной щели и перпендикулярно к ней, и вторую боковую щель, которая проходит от другого конца главной щели и по существу перпендикулярно к ней, чтобы получить прессованную болванку в виде заготовки с сечением, имеющим главную ветвь, первую боковую ветвь, проходящую по существу перпендикулярно к главной ветви от ее одного конца, и вторую боковую ветвь, проходящую по существу перпендикулярно к главной ветви от ее другого конца. Перо получают путем ковки из главной ветви, ножку лопатки получают путем ковки из первой боковой ветви, а полку - из второй боковой ветви.
Ковку производят на открытом воздухе при температуре инструмента, составляющей от 600°С до 950°С, то есть гораздо проще, чем в случае изотермической ковки.
В случае сплава TiAl 48-2-2 (Ti-48Al-2Cr-2Nb (в атомных %)), если болванку получают путем распыления порошков, способ изготовления дополнительно содержит этап покрытия оболочкой болванки перед выдавливанием и этап удаления оболочки между этапом выдавливания и этапом ковки.
Болванку получают путем разливки жидкого металла. В случае, когда болванку получают посредством литья, получаемая структура является относительно гетерогенной структурой кристаллизации с очень большим размером зерна. В этом случае выдавливание способствует гомогенизации и измельчению исходной крупнозернистой структуры до получения размера мелких зерен порядка 50 мкм.
Болванку получают путем распыления порошка. Комбинированное использование мелкого порошка, а также выдавливание позволяют получить заготовки с химически однородной микроструктурой и с небольшим размером зерна. В случае, когда болванку получают посредством распыления порошков, этап выдавливания позволяет объединить в одном этапе прессование порошка, его спекание, придание ему формы и особенно сохранить мелкозернистую микроструктуру, которую, в случае необходимости, можно будет укрупнить.
Способ может дополнительно содержать этап механической обработки после этапа ковки, позволяющий получить конечную деталь.
Изобретением предложена также лопатка газотурбинного двигателя, полученная при помощи описанного способа.
Лопатка газотурбинного двигателя, полученная при помощи описанного способа, характеризуется зернистостью образующего ее сплава.
Действительно, зерно сплава, образующего лопатку газотурбинного двигателя, полученную при помощи описанного способа, имеет размер порядка 50 мкм, то есть существенно меньший, чем размер зерна сплава лопатки газотурбинного двигателя, полученной при помощи другого способа. Кроме того, лопатка газотурбинного двигателя, полученная при помощи описанного способа, отличается от лопатки газотурбинного двигателя, полученной при помощи другого способа, тем, что пластинчатые зерна сплава ориентированы в направлении, перпендикулярном к оси нагрузки лопатки.
Изобретением предложен также ротор газотурбинного двигателя, содержащий по меньшей мере одну лопатку газотурбинного двигателя, полученную при помощи описанного способа.
Изобретением предложен также газотурбинный двигатель, содержащий по меньшей мере одну лопатку газотурбинного двигателя, полученную при помощи описанного способа.
Краткое описание чертежей
Другие задачи, отличительные признаки и преимущества будут более очевидны из нижеследующего подробного описания со ссылками на прилагаемые чертежи, которые иллюстрируют неограничивающие примеры.
На фиг. 1а (уже описана) показана рабочая лопатка газотурбинного двигателя;
на фиг. 1b (уже описана) показаны различные известные способы обработки сплава TiAl с приданием формы;
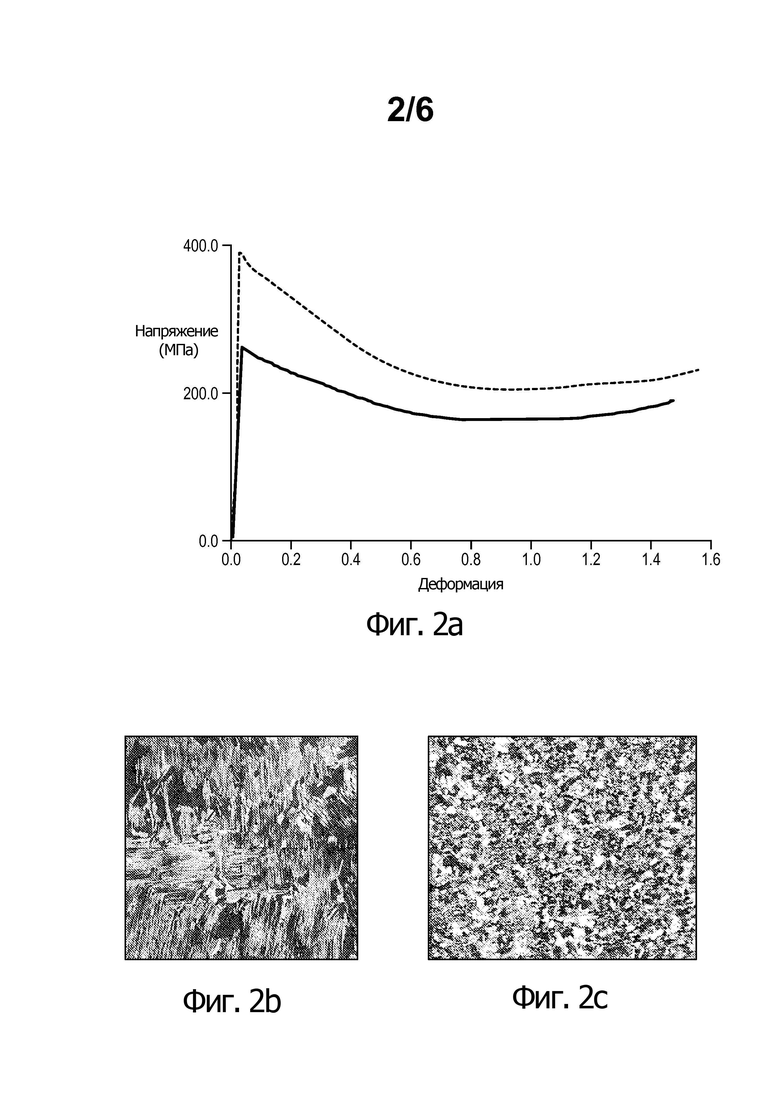
на фиг. 2а представлено напряжение пластического течения болванки из сплава 48-2-2 в зависимости от действующей деформации для болванки до выдавливания (пунктирная линия) и для прессованной болванки (сплошная линия);
на фиг. 2b показана болванка из сплава 48-2-2 до выдавливания, вид в разрезе;
на фиг. 2с показана болванка из сплава 48-2-2 после выдавливания, вид в разрезе;
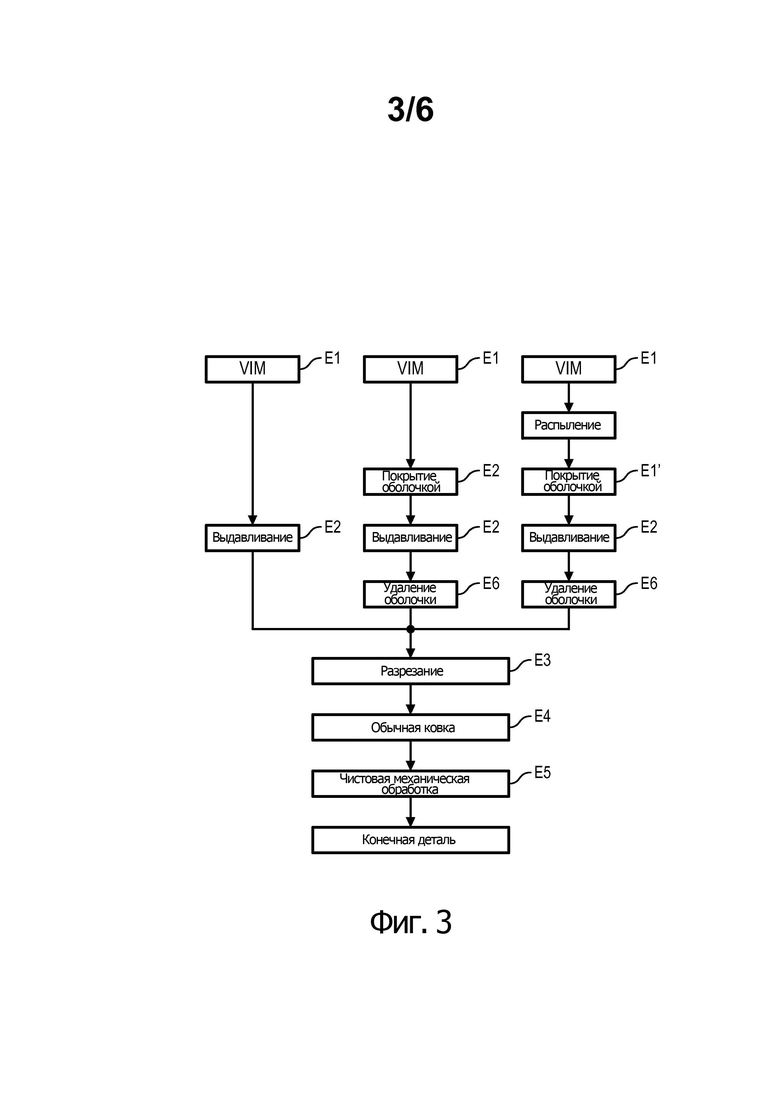
на фиг. 3 показаны различные этапы заявленного способа в соответствии с несколькими возможностями;
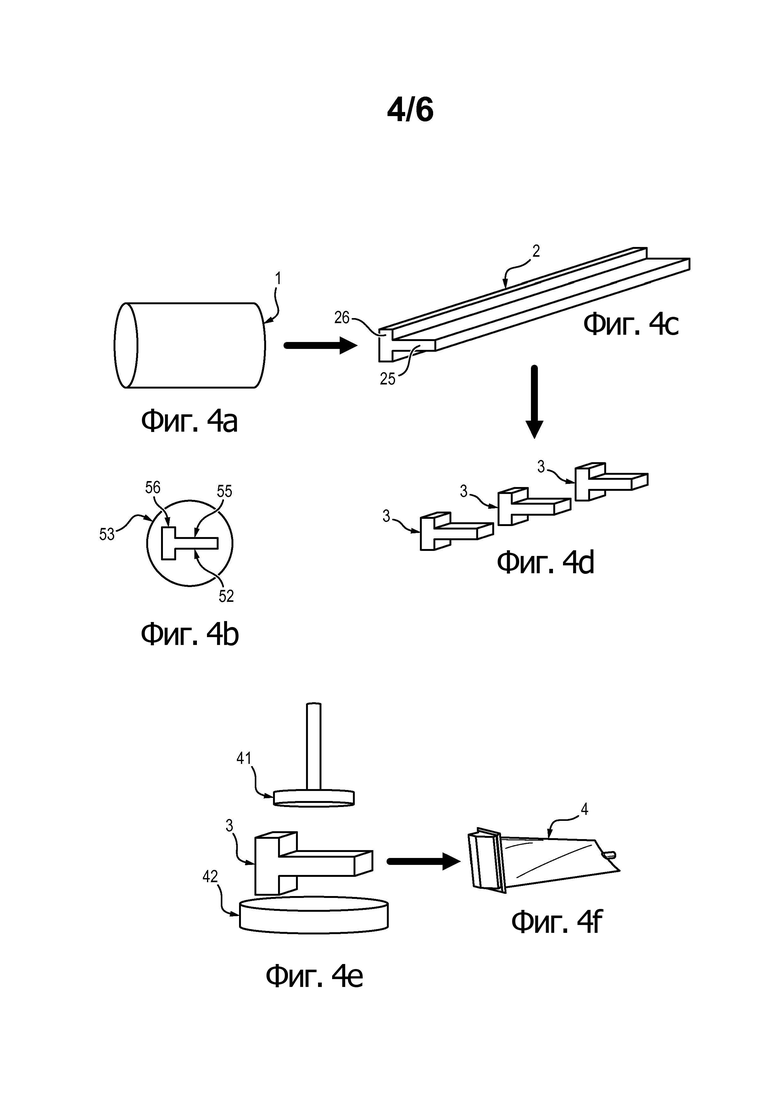
на фиг. 4а-4f представлен первый вариант осуществления заявленного способа и, в частности:
на фиг. 4а показана болванка до выдавливания;
на фиг. 4b показана фильера, вид спереди;
на фиг. 4с показана болванка после выдавливания;
на фиг. 4d показана болванка, разрезанная на отрезки;
на фиг. 4е схематично представлен этап ковки;
на фиг. 4f показан отрезок болванки после этапа ковки;
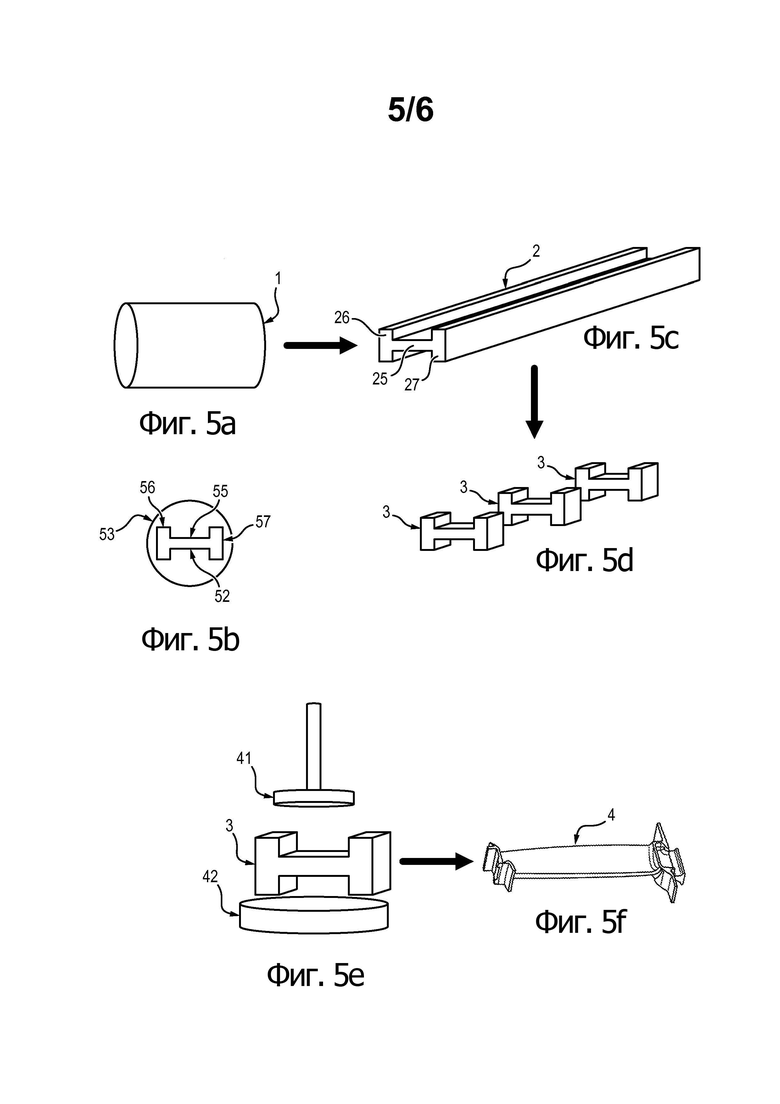
на фиг. 5а-5f показан второй вариант осуществления заявленного способа и, в частности:
на фиг. 5а показана болванка до выдавливания;
на фиг. 5b показана фильера, вид спереди;
на фиг. 5с показана болванка после выдавливания;
на фиг. 5d показана болванка, разрезанная на отрезки;
на фиг. 5е схематично представлен этап ковки;
на фиг. 5f показан отрезок болванки после этапа ковки.
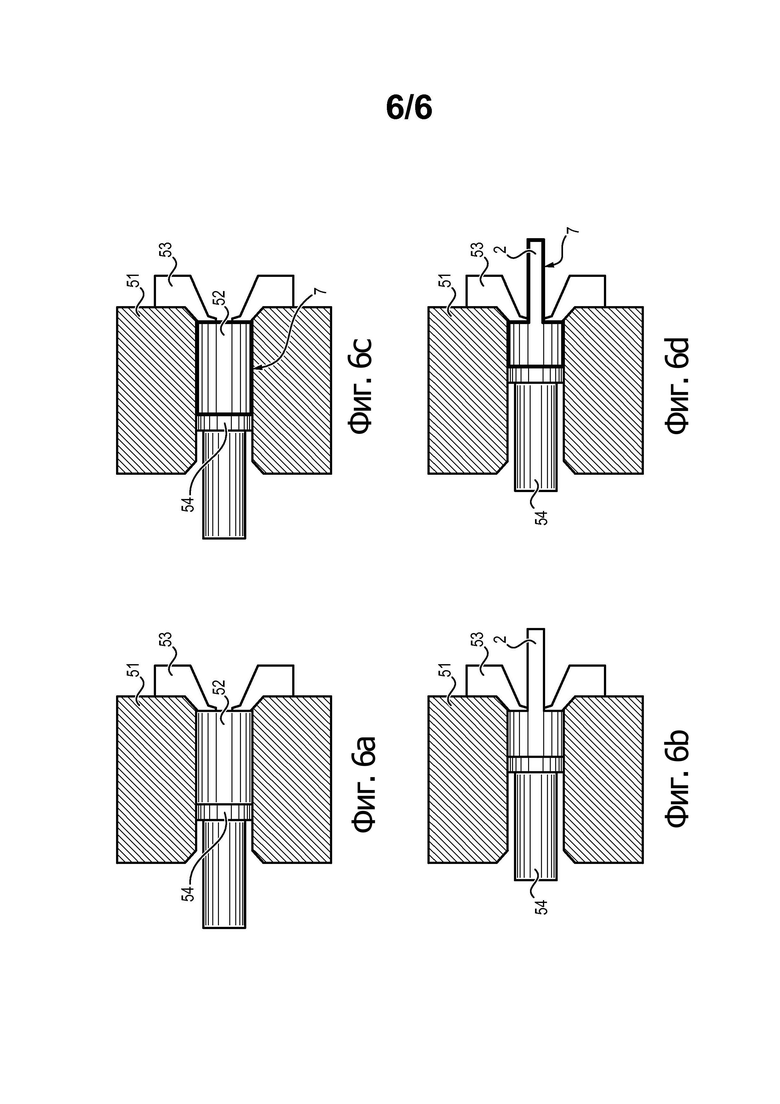
на фиг. 6а-6d представлен этап выдавливания, при этом на фиг. 6а и 6b показано выдавливание без оболочки, а на фиг. 6с и 6d показано выдавливание с оболочкой.
Осуществление изобретения
Как показано на фиг. 3, способ изготовления лопатки газотурбинного двигателя содержит следующие этапы:
- получение Е1 болванки 1 из алюминида титана;
- выдавливание Е2 болванки;
- поперечное разрезание Е3 прессованной болванки 2 для получения отрезков 3 прессованной болванки;
- ковка Е4 отрезков 3 прессованной болванки для получения лопатки 4 газотурбинного двигателя.
Формирование болванки 1
На этапе Е1 формируют болванку 1 из алюминида титана.
Способ можно применять для любого типа алюминидов титана.
В частности, способ можно применять для сплава Ti-48Al-2Cr-2Nb (в атомных %), в дальнейшем обозначаемого TiAl 48-2-2. Он представляет собой приемлемый компромисс с точки зрения механических свойств.
В частности, способ можно применять для так называемых бета-сплавов, соответствующих формуле Ti-Al(a)Nb(b)Mo(c)B(d), в которой ‘a’, ‘b’, ‘c’ и ‘d’ выражены в атомных процентах, при этом ‘a’ колеблется примерно от 44 до 48, ‘b’ колеблется примерно от 2 до 6, ‘c’ колеблется примерно от 0 до 2, и ‘d’ колеблется примерно от 0,01 до 1,0. Эти сплавы обладают отличными прочностью и твердостью.
Способ можно также применять для сплавов, соответствующих формуле Ti-Al-Cr-Nb-Si-Fe-Mo-Zr, например, для сплава, содержащего в атомах 44-49% алюминия, 0,5-3% циркония, 0,5-2% железа, 0,5-2% молибдена, 0,2-0,5% кремния, 0-3% ниобия, остальную часть до 100% составляют титан и неизбежные примеси.
Как правило, болванку формируют посредством разливки жидкого металла (способ часто называют VIM от “Vacuum Induction Melting”). Во время разливки жидкого металла различные компоненты, предназначенные для получения сплава, расплавляются от нагрева, затем ванну металлического расплава выливают в вакуумную камеру. Как правило, болванка 1 имеет цилиндрическую форму с круглым сечением. Для этого камера имеет полую цилиндрическую форму.
В случае, когда болванку получают путем литья в вакуумной камере, получаемая структура является относительно разнородной структурой кристаллизации с очень большим размером зерна (порядка 300-500 мкм). В этом случае выдавливание способствует гомогенизации и измельчению исходной крупнозернистой структуры до получения размера мелких зерен порядка 50 мкм.
Сплавы типа бета-сплавов во время плавления проявляют тенденцию к химической сегрегации. Выдавливание позволяет воздействовать на размер зерен, но не влияет на химическую однородность сплава. Поэтому для этих сплавов предпочтительно первоначально использовать порошки, чтобы получить до ковки более химически однородный полуфабрикат. Для этого после разливки жидкого металла производят распыление порошка. Этот способ состоит в распылении струи материала, получаемой из ванны металлического расплава. Мелкие капельки расплава затвердевают в камере распыления, благодаря конвективному обмену с окружающим газом, как правило, аргоном, и превращаются в порошок. Порошок собирают на выходе газов распыления и загружают в оболочку 7, которая может быть выполнена путем механической обработки из материала, отличного от вещества порошка, например, из нержавеющей стали. Как правило, оболочка 7 имеет полую цилиндрическую форму. Применение порошковой металлургии позволяет преодолеть проблемы однородности сплавов, подверженных сегрегации. Все операции манипулирования порошком, заполнения оболочки, а также ее запечатывание необходимо осуществлять в нейтральной атмосфере или в вакууме, чтобы ограничить загрязнение оболочки кислородом. Комбинированное использование мелкого порошка, а также выдавливания позволяет получать заготовки с химически однородной микроструктурой и с небольшим размером зерна. В случае, когда болванку получают посредством распыления порошков, этап выдавливания позволяет объединить в одном этапе прессование порошка, его спекание, придание ему формы и особенно сохранить мелкозернистую микроструктуру, которую, в случае необходимости, можно будет укрупнить.
Выдавливание болванки 1
На этапе Е2 болванке придают форму посредством выдавливания. Выдавливание позволяет придать форму болванке прессованием. Болванка, подвергнутая выдавливанию, называется прессованной болванкой 2. На этапе Е2 болванку пропускают (возможно, с приданием ей пластичности путем нагрева до так называемой температуры выдавливания) через отверстие 52 фильеры 53, как показано на фиг. 6а и 6b. Как показано на фиг. 6а, болванку 1, обычно помещаемую в капсулу 51, проталкивают в фильере 53 при помощи пресса 54, как правило, гидравлического пресса, насоса или шнека экструдера, чтобы она вышла через отверстие 52 под действием толкающего усилия. Начиная с определенного усилия, создаваемого прессом 54, происходит пластическое течение болванки через отверстие 52 фильеры 53, как показано на фиг. 6b. Таким образом, выдавленная болванка 2 имеет форму с поперечным сечением, соответствующим форме отверстия 52.
Выдавливание позволяет гомогенизировать и сильно измельчить структуру сплава и, следовательно, уменьшить напряжение пластического течения, то есть напряжение, необходимое для начала пластической деформации сплава.
Как показано на фиг. 2b, где представлен вид в разрезе болванки из сплава 48-2-2 до выдавливания, и на фиг. 2с, где представлен вид в разрезе болванки из сплава 48-2-2 после выдавливания, выдавливание позволяет измельчить структуру сплава, то есть уменьшить размер зерен сплава. Результаты, полученные авторами изобретения и представленные на фиг. 2а, показывают, что этап выдавливания позволяет уменьшить на 30-40% напряжение пластического течения сплава 48-2-2. Авторы изобретения получили аналогичные результаты с другими сплавами TiAl и, в частности, со сплавом Ti-45Al-2.4Si.
Одновременно выдавливание позволяет придать прессованной болванке форму, сечение которой определено формой отверстия 52 фильеры 53. Форму отверстия 52 фильеры 53 выбирают таким образом, чтобы форма прессованной болванки приближалась к форме конечной детали, что позволяет уменьшить деформацию, необходимую во время финального этапа обычной ковки. Таким образом, обычная ковка позволяет получить деталь, близкую по форме к конечной детали, и, следовательно, ограничить финальный этап механической обработки.
Для этого болванку 1 выдавливают в фильере, отверстие 52 которой имеет главную щель 55 и по меньшей мере одну боковую щель 56. Боковая щель 56 расположена перпендикулярно к главной щели 55, начиная от одного из ее концов и с двух сторон от нее, как показано на фиг. 4b и 5b. Таким образом, получают прессованную болванку, имеющую форму заготовки с поперечным сечением, имеющим главную ветвь 25 и по меньшей мере одну боковую ветвь 26, перпендикулярную к главной ветви 25, как показано на фиг. 4с и 5с.
В данном случае боковая ветвь является по существу перпендикулярной к главной ветви. Вместе с тем, можно предусмотреть боковую ветвь, слегка наклоненную относительно главной ветви, причем этот наклон может составлять от нескольких градусов до десяти и даже до тридцати градусов.
В первом варианте осуществления, представленном на фиг. 4а-4f, отверстие 52 фильеры 53 имеет главную щель 55 и только одну боковую щель 56, которая проходит от одного из концов главной щели 55 и перпендикулярно к ней, как показано на фиг. 4b. Иначе говоря, отверстие 52 фильеры 53 имеет форму Т. Болванку выдавливают таким образом, чтобы получить прессованную болванку 2 в виде заготовки с сечением в виде Т, имеющим главную ветвь 25 и боковую ветвь 26, перпендикулярную к главной ветви 25, как показано на фиг. 4с. Перо 30 можно получить посредством ковки из главной ветви 25, тогда как ножку 10 лопатки получают путем ковки из боковой ветви 26.
Во втором варианте осуществления, представленном на фиг. 5а-5f, отверстие 52 фильеры 53 имеет главную щель 55, первую боковую щель 56, которая проходит от одного конца главной щели 55 и перпендикулярно к ней, и вторую боковую щель 57, которая проходит от другого конца главной щели 55 и перпендикулярно к ней, как показано на фиг. 5b. Иначе говоря, отверстие 52 фильеры 53 имеет форму Н. Болванку выдавливают таким образом, чтобы получить прессованную болванку 2 в виде заготовки с сечением в виде Н, имеющим главную ветвь 25, первую боковую ветвь 26, проходящую от одного конца главной ветви 25 и перпендикулярной к ней, и вторую боковую ветвь 27, проходящей перпендикулярно к главной ветви 25 от другого ее конца, как показано на фиг. 5с. Как и в первом варианте осуществления, перо 30 можно получить посредством ковки из главной ветви 25, тогда как ножку 10 лопатки получают путем ковки из первой боковой ветви 26. Кроме того, из второй боковой ветви 27 путем ковки получают полку 20 лопатки.
В случае сплава TiAl 48-2-2 выдавливание является относительно сложным этапом. Испытания на выдавливание без оболочки болванок, полученных посредством литья, часто показывают появление глубоких трещин в некоторых зонах заготовки. В этом случае предпочтительно болванку 1 покрывают оболочкой 7, например, из нержавеющей стали, во время этапа Е1’ покрытия оболочкой, чтобы уменьшить пристенное охлаждение болванки во время выдавливания и избегать, таким образом, деформации при слишком низкой локальной температуре, которая может привести к появлению трещин. Покрытую оболочкой 7 болванку 1 доводят до температуры выдавливания перед пропусканием в фильере 53 через полость камеры 51 выдавливания. В этом случае после выдавливания следует предусмотреть этап Е6 удаления оболочки прессованной болванки 1, на котором оболочку удаляют, например, путем токарной обработки, перед ковкой. Предпочтительно можно также удалять материал оболочки химическим травлением.
С другой стороны, в случае бета-сплавов с меньшим содержанием Al, но с более значительным содержанием Nb и Мо, что придает им лучшую ковкость по сравнению с 48-2-2, выдавливание можно производить без оболочки.
Термическая пост-обработка
В зависимости от требуемых механических свойств для функциональности конечной детали может понадобиться классическая термическая обработка для восстановления контролируемой микроструктуры. Действительно, структуры после ковки являются мелкими и даже очень мелкими. Некоторые свойства, такие как текучесть, после ковки не являются оптимальными.
Разрезание прессованной болванки на отрезки
Во время этапа Е3 болванку разрезают на отрезки. Для этого болванку разрезают в поперечных плоскостях при помощи классического способа резания металлов, такого как резание водяной струей, резание лазером или резание нитью.
Ковка
Как было указано выше, выдавливание, производимое перед ковкой, позволяет измельчить структуру сплавов TiAl, чтобы уменьшить напряжение пластического течения сплава, то есть напряжение, необходимое для начала пластической деформации сплава. При этом после выдавливания можно применить обычные средства ковки, позволяющие получить деталь, близкую по конечной форме к лопатке, что было невозможно в известных решениях. Под обычной ковкой следует понимать ковку на открытом воздухе и с горячим штампом в отличие от изотермической ковки.
Ковка состоит в приложении большой силы к прессованной болванке 2, чтобы придать ей форму конечной детали, то есть форму лопатки газотурбинного двигателя.
Ковку осуществляют, прикладывая большую силу к прессованной болванке 2 при помощи ударного устройства 41, такого как штамп, перемещаемый гидравлически с контролируемой скоростью, и опоры 42, такой как наковальня или неподвижный штамп, как показано на фиг. 4е и 5е.
Поскольку прессованная болванка 2 имеет форму с поперечным сечением, имеющим главную ветвь 25 и по меньшей мере одну боковую ветвь 26, перпендикулярную к главной ветви 25, перо 10 лопатки получают путем ковки из главной ветви 25, а ножку 10 лопатки получают путем ковки из боковой ветви 26. Если поперечное сечение прессованной болванки имеет две боковые ветви 25 и 27, ножку 10 лопатки получают путем ковки из одной из боковых ветвей 25, а полку 20 - из другой боковой ветви 26. Таким образом, форма прессованной болванки 2 приближается к форме конечной детали 4, что позволяет уменьшить деформацию, необходимую во время этапа ковки.
Полученные путем ковки лопатки 4 являются более стойкими к механическим напряжениям, так как деформация металлов порождает большое число металлургических явлений, как на микроскопическом, так и на макроскопическом уровне.
В частности, с учетом формы прессованной болванки выдавливание приводит к ориентации пластинчатых зерен сплава за счет работы деформации в направлении, перпендикулярном к оси нагрузки лопатки. Ориентация пластинчатых зерен сплава в направлении, перпендикулярном к оси нагрузки лопатки, позволяет повысить стойкость лопатки к механическим напряжениям, которые будут действовать на нее во время работы.
Ковка может не быть изотермической (изотермическая ковка предусматривает доведение инструментов до температур нагрева подвергающегося ковке металла, а именно сверх 1000°С), и ее можно осуществлять на открытом воздухе в горячих штампах при температуре инструмента, как правило, составляющей от 600°С до 950°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЧАСТЕЙ ИЗ СПЛАВОВ МЕТАЛЛОВ СЛОЖНОЙ ФОРМЫ | 2018 |
|
RU2765296C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТЕЙ ТУРБИН | 2013 |
|
RU2659515C2 |
| Способ изготовления компонентов турбомашины, заготовка и готовый компонент | 2016 |
|
RU2712203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2349437C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПОСРЕДСТВОМ АДДИТИВНОГО ПРОИЗВОДСТВА | 2017 |
|
RU2705841C1 |
| ИЗЛОЖНИЦА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ, СНАБЖЕННАЯ ВКЛАДЫШАМИ | 2015 |
|
RU2687320C2 |
| СПОСОБ ВЫПОЛНЕНИЯ ЛОПАТКИ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ПОСРЕДСТВОМ АДДИТИВНОГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2765420C2 |
| СПОСОБЫ ПОЛУЧЕНИЯ КОВАНЫХ ИЗДЕЛИЙ И ДРУГИХ ОБРАБОТАННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2702888C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПОР КОЛЕЦ ОРГАНА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2688102C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2338886C2 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении лопатки газотурбинного двигателя из алюминида титана. На этапе (Е1) формируют болванку из алюминида титана путем распыления порошка. На этапе (Е2) болванку выдавливают через отверстие фильеры, имеющее главную щель и по меньшей мере одну боковую щель. Получают прессованную болванку, имеющую форму заготовки с поперечным сечением, имеющим главную ветвь и по меньшей мере одну боковую ветвь, по существу перпендикулярную главной ветви. На этапе (Е3) производят поперечное разрезание прессованной болванки для получения отрезков прессованной болванки. На этапе (Е4) каждый отрезок прессованной болванки подвергают ковке с получением лопатки газотурбинного двигателя. Перед этапом (Е2) болванку покрывают оболочкой, которую удаляют перед этапом (Е4) ковки. В результате обеспечивается повышение стойкости лопатки к механическим напряжениям, возникающим в процессе ее работы. 4 н. и 4 з.п. ф-лы, 6 ил.
1. Способ изготовления лопатки (4) газотурбинного двигателя из алюминида титана, включающий этапы:
- (Е1) формирование болванки (1) из алюминида титана;
- (Е2) выдавливание болванки (1) через отверстие (52) фильеры (53), при этом отверстие (52) имеет главную щель (55) и по меньшей мере одну боковую щель (56), которая проходит от одного из концов главной щели (55) и по существу перпендикулярно ей, для получения прессованной болванки (2), имеющей форму заготовки с поперечным сечением, имеющим главную ветвь (25) и по меньшей мере одну боковую ветвь (26), по существу перпендикулярную к главной ветви (26);
- (Е3) поперечное разрезание прессованной болванки (2) для получения отрезков (3) прессованной болванки;
- (Е4) ковка каждого отрезка (3) прессованной болванки для получения лопатки (4) газотурбинного двигателя,
отличающийся тем, что он дополнительно включает:
- этап (E1’), на котором болванку (2) перед выдавливанием (Е2) покрывают оболочкой, и
- этап (Е6) удаления оболочки между этапом (Е2) выдавливания и этапом (Е4) ковки,
при этом ковку осуществляют в горячих штампах при температуре, составляющей от 600°С до 950°С,
а болванку (1) получают путем распыления порошка.
2. Способ изготовления лопатки (4) газотурбинного двигателя по п. 1, в котором отверстие (52) фильеры (53) имеет одну боковую щель (56), которая проходит от одного из концов главной щели (55) и перпендикулярно к ней, для получения прессованной болванки (2), имеющей форму заготовки с поперечным сечением, имеющим главную ветвь (25) и одну боковую ветвь (26), которая проходит от одного из концов главной ветви (25) и перпендикулярно к ней.
3. Способ изготовления лопатки (4) газотурбинного двигателя по п. 1, в котором отверстие (52) фильеры (53) имеет первую боковую щель (56), которая проходит от одного конца главной ветви (55) и по существу перпендикулярно к ней, и вторую боковую щель (57), которая проходит от другого конца главной ветви (55) и по существу перпендикулярно к ней, чтобы получить прессованную болванку (2) в виде заготовки с сечением, имеющим главную ветвь (25), первую боковую ветвь (26), проходящую по существу перпендикулярно к главной ветви (25) от ее одного конца, и вторую боковую ветвь (27), проходящую по существу перпендикулярно к главной ветви (25) от ее другого конца.
4. Способ изготовления лопатки (4) газотурбинного двигателя по одному из пп. 1-3, в котором ковку производят на открытом воздухе.
5. Способ изготовления лопатки (4) газотурбинного двигателя по одному из пп. 1-4, дополнительно содержащий этап механической обработки после этапа ковки.
6. Лопатка (4) газотурбинного двигателя из алюминида титана, полученная способом по одному из пп. 1-5.
7. Ротор газотурбинного двигателя, содержащий по меньшей мере одну лопатку (4) газотурбинного двигателя, полученную способом по одному из пп. 1-5.
8. Газотурбинный двигатель, содержащий по меньшей мере одну лопатку (4) газотурбинного двигателя, полученную способом по одному из пп. 1-5.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ | 2003 |
|
RU2254200C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2551333C1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ И ЗАГОТОВКА ИЗ АЛЮМИНИДА ТИТАНА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2222635C2 |
| RU 2066253 C1, 10.09.1996 | |||
| СПОСОБЫ СТАБИЛИЗАЦИИ ХЛОРОРГАНИЧЕСКИХ РАСТВОРИТЕЛЕЙ (ВАРИАНТЫ) | 2008 |
|
RU2423340C2 |

