Способы изготовления многолезвийных режущих инструментов, оснащенных пластинками из твердых сплавов, с помощью заливки таких пластин чугуном при предварительном покрытии пластинок тонким металлическим слоем, известны. Однако из-за неравномерного охлаж дения отдельных частей отливки в ней при охлаждении возникают трещины.
Для устранения подобных недостатков при отливке инструмента предлагается устраивать вокруг всего периметра отливки щлаковик, являющийся одновременно и подогревателем.
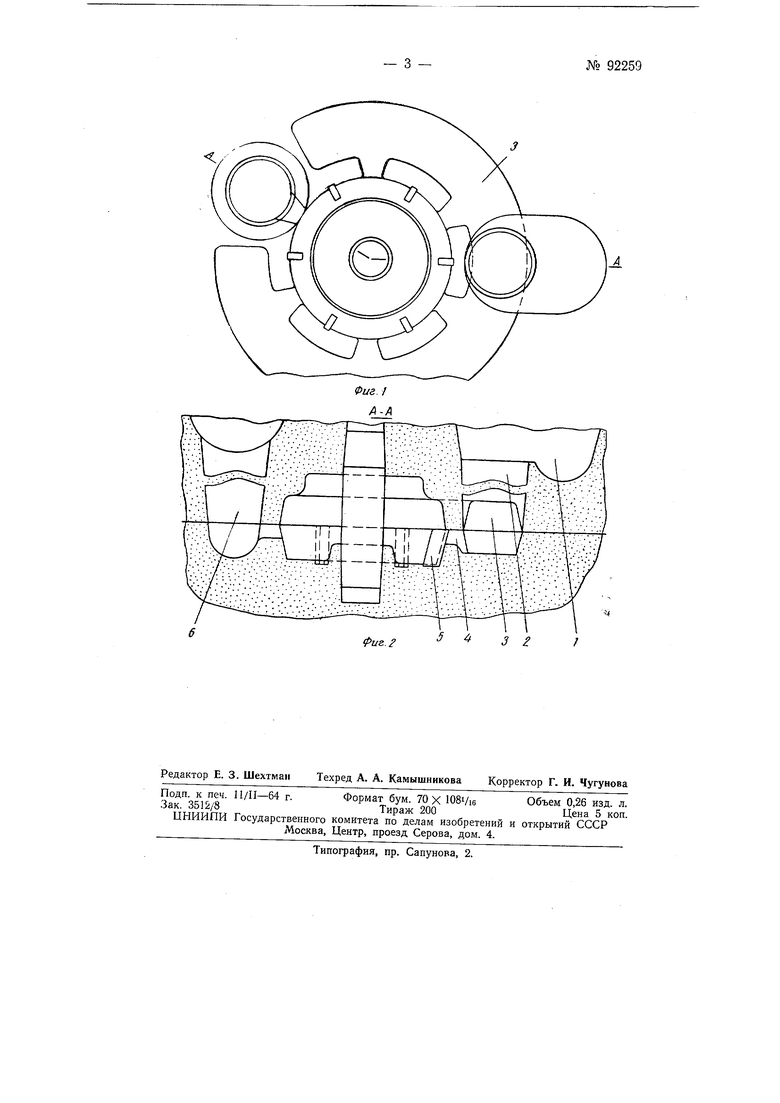
На фиг. 1 дана схема отливки в землю фрез с пластинками твердого сплава; на фиг. 2 - разрез но А-А на фиг. 1.
При изготовлении инструмента пластины твердого сплава очищают пескоструйным способом, а затем, в целях предотвращения окисления пластинок при заливке, подвергают их омеднению или покрытию латунью.
При мелкосерийном изготовлении отливок и формовке в землю чаща 1, стояк 2, щлаковик 3 и питатель 4 расположены таким образом, что между каждыми двумя пластинками проходит литиик, что дает хорощее омываиие пластинок 5 горячим чугуном и обеспечивает хорощее проникание элементов чугуна в твердый сплав. Для удаления газа и холодных порций чугуна устроен выпор 6.
Для предохранения пластинок и всей отливки от быстрого и резкого остывания, что приводит к образованию трещин в твердом сплаве, щлаковик проходит вокруг всего периметра отливки. Последний является одновременно и подогревателем.
л 92259
Для отливки чугунных литых фрез применен следующий химический состав чугуна: С -3,2о/о, Si -2о/о, Мп -0,5о/о, Р -0,5% и S -
0,1«/о.
При тонкостенном литье для повышения механических качеств применяют сталистый чугун с 20-ЗОо/о присадки стали. При заливке 5 кг жидкого чугуна скорость заливки 15-17 сек. Температура чугуна на желобе не ниже 1400-1370°С.
Предмет изобретения
Способ изготовления литых чугунных многолезвийных инструментов, оснащенных пластинами из твердых сплавов, предварительно покрытых тонким металлическим слоем, например, с помощью электролиза, отличающийся тем, что, с целью устранения трещин в пластинах твердого сплава в период остывания инструмента, вокруг всего периметра отливки устроен шлаковик, который одновременно является и подогревателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литого многолезвийного инструмента | 1949 |
|
SU96560A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1994 |
|
RU2096128C1 |
| Металлический стержень для кокильной отливки | 1937 |
|
SU53298A1 |
| Промежуточный обогреваемый литейный ковш-отстойник | 1949 |
|
SU89337A1 |
| Способ изготовления биметаллического режущего инструметна | 1975 |
|
SU565775A1 |
| Способ изготовления бурового инструмента | 1947 |
|
SU71779A1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ РЕЖУЩИХ КРОМОК СБОРНЫХ МНОГОЛЕЗВИЙНЫХ ИНСТРУМЕНТОВ | 2001 |
|
RU2203778C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1995 |
|
RU2105637C1 |
| ТЕПЛОИЗОЛЯЦИОННОЕ ПОКРЫТИЕ ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ ТРУБ | 1995 |
|
RU2089326C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |