Предметом изобретения является пресс для формования керамических блоков с замкнутыми полостями, в котором для образования замкнутых полостей применены керны с возвратно-поступательным движением.
Особенностью предлагаемого пресса является гидравлический привод кернов (пустотообразователей) от электромеханического реле, действующего от транспортера, ведомого глиняным брусом, что обеспечивает синхронизацию движения кернов и отрезного механизма с возможным неравномерным движением выходящего из мундштука глиняного бруса.
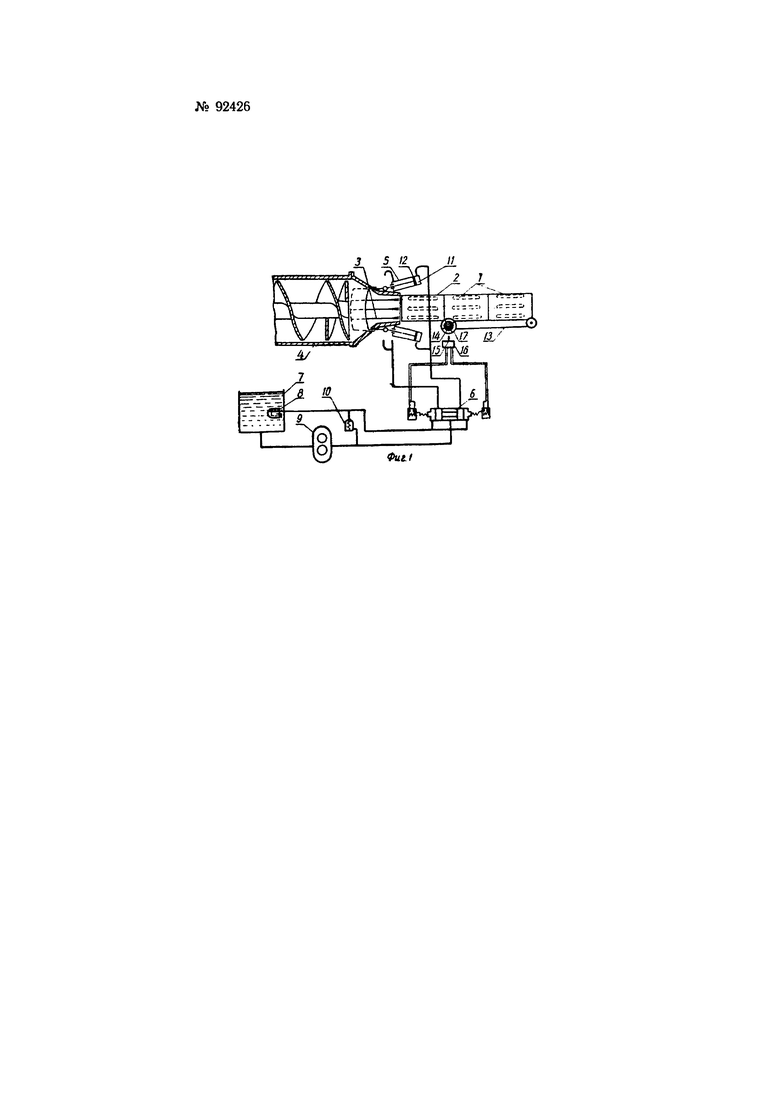
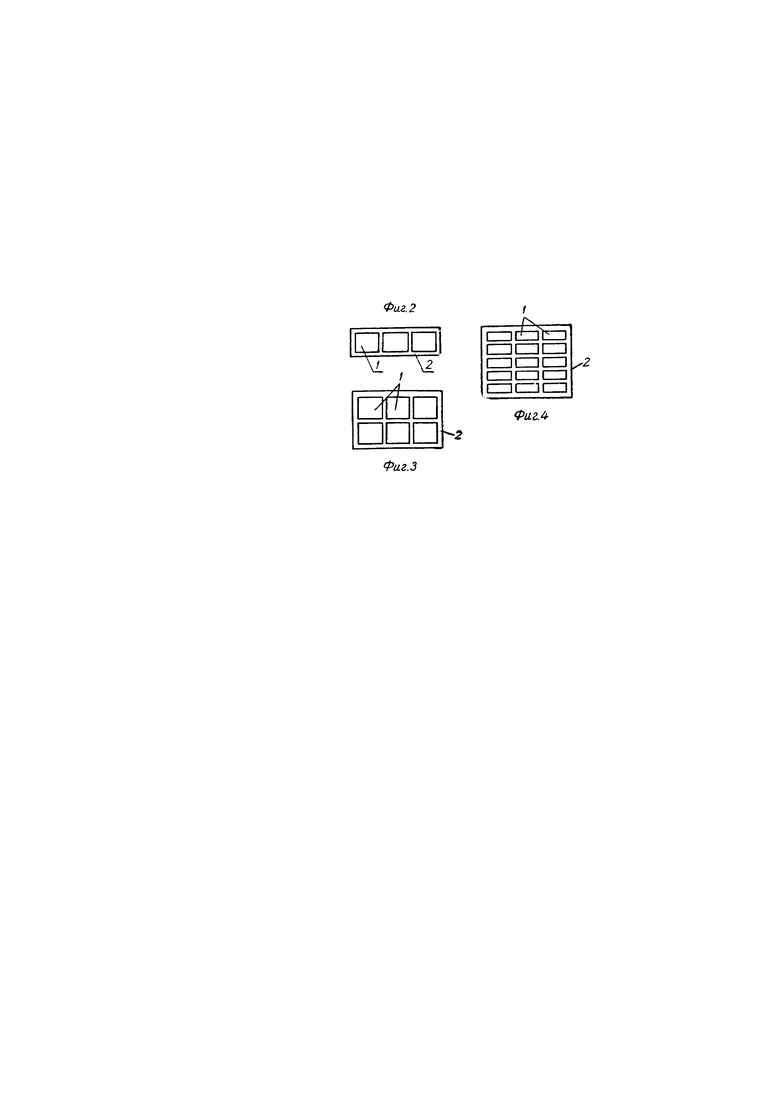
На фиг. 1 изображена схема ленточного пресса для формования керамических блоков с замкнутыми полостями; на фиг. 2-4 - блоки, изготовляемые прессом, изображенным на фиг. 1.
Образование замкнутых полостей 1 у керамических брусов 2 производится кернами 3, расположенными у выходного отверстия пресса 4 и имеющими возвратно-поступательное движение. В зависимости от расположения и размеров кернов расположение полостей 1 в блоках может быть различно (фиг. 2-4).
При положении кернов, изображенном на фиг. 1 сплошными линиями, блоки из брусьев формуются с полостями, а при положении, показанном пунктиром, - без полостей (сплошные).
Приспособление, сообщающее движение кернам, состоит из следующих основных элементов: рабочих цилиндров 5, золотников 6 с управлением от соленоидов, бака 7 для масла с масляным фильтром 8, шестеренчатого насоса 9 и предохранительного клапана 10.
Управление всей системой гидропривода осуществляется от золотника с соленоидами.
При срабатывании одного из соленоидов рабочий орган золотника перемещается, в результате чего жидкость под давлением поступает через золотник в полости 11 рабочих цилиндров, передвигает их поршни 12 вперед, вызывая тем самым передвижение кернов в положение, показанное пунктиром.
При срабатывании другого соленоида, наоборот, жидкость поступает через золотник 6 в рабочие цилиндры 5, отводит их поршни назад, вызывая тем самым перемещение кернов в положение, показанное сплошными линиями.
Последовательное срабатывание одного из двух соленоидов золотника осуществляется следующим образом: брус 2 по выходе из пресса 4 попадает на бесконечную ленту (транспортер) 13, на одной из осей ролика которой насажен специальный исполнительный механизм с двумя пальцами 14. Скорость вращения исполнительного механизма зависит от скорости выхода бруса из пресса. Вращающие по кругу пальцы механизма поочередно соприкасаются с нажимным контактом 15 импульсного реле 16. Импульсное реле 16 при срабатывании его контакта включает ток то в один, то в другой соленоиды золотника 6, вызывая в конечном счете с помощью описанной выше системы гидроуправления перемещение поршней рабочих цилиндров из положения I в положение II (и наоборот), которые в свою очередь сообщают возвратно-поступательное движение кернами пресса.
Диаметр колеса исполнительного механизма 17, а также расстояние между его пальцами 14 подбираются, исходя из фактической скорости выхода бруса из пресса и из принятых размеров длины пустот и толщины сплошного сечения блоков. Применение предлагаемого приспособления обеспечивает формовку блоков заданных размеров. При применении его резка бруса на блоки (по линиям разрезки) не вызывает никаких затруднений и может быть осуществлена обычными резательными устройствами, которые могут быть также включены в автоматическую систему приспособления.
Ленточный пресс для формования керамических блоков с замкнутыми полостями, в котором для образования в блоках замкнутых полостей применены керны с возвратно-поступательным движением, отличающийся тем, что для сообщения кернам возвратно-поступательного движения, согласованного с неравномерным движением выходящего из мундштука пресса глиняного бруса, применен гидравлический привод, управляемый золотниковым распределителем, переключаемым электромеханическим реле, действующим от замыкающих цепь пальцев, укрепленных на транспортере, ведомом глиняным брусом.
