(54) УСТРОЙСТВО ДЛЯ ПРАВКИ ТРУБ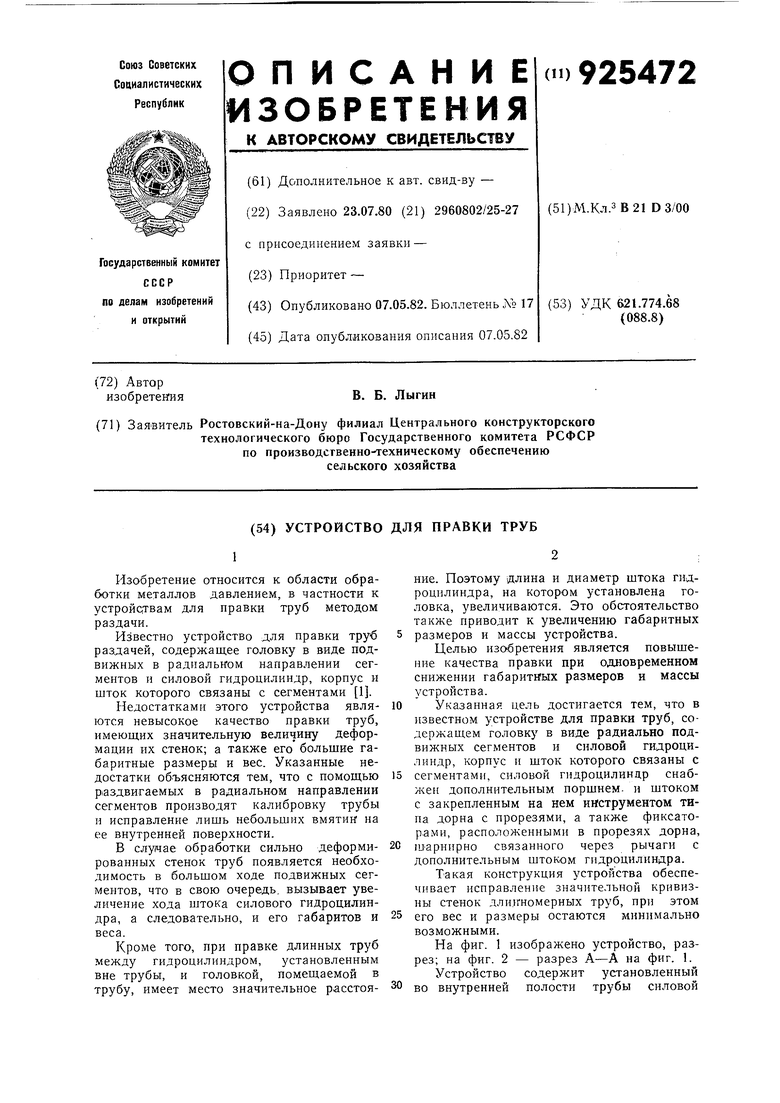

| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| Устройство для обработки деталей | 1980 |
|
SU933440A1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2076798C1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| ЯКОРЬ ГИДРОДОМКРАТА ДЛЯ УСТАНОВКИ ПРОФИЛЬНОГО ПЕРЕКРЫВАТЕЛЯ В СКВАЖИНЕ | 2012 |
|
RU2495220C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2015 |
|
RU2625364C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| ЯКОРЬ ГИДРОДОМКРАТА ДЛЯ УСТАНОВКИ РАСШИРЯЕМОГО ПЕРЕКРЫВАТЕЛЯ В СКВАЖИНЕ | 2015 |
|
RU2588246C1 |
| СПОСОБ И УСТРОЙСТВО ИЗОЛЯЦИИ ЗОН ОСЛОЖНЕНИЯ БУРЕНИЯ СКВАЖИНЫ ПРОФИЛЬНЫМ ПЕРЕКРЫВАТЕЛЕМ С ЦИЛИНДРИЧЕСКИМИ УЧАСТКАМИ | 2008 |
|
RU2374424C1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для правки труб методом раздачи.
Известно устройство для правки труб 5 раздачей, содержащее головку в виде подвижных в радиальком направлении сегментов и силовой гидроцилиндр, корпус и шток которого связаны с сегментами 1.
Недостатками этого устройства явля- 10 ются невысокое качество правки труб, имеющих значительную величину деформации их стенок; а также его большие габаритные размеры и вес. Указанные недостатки объясняются тем, что с помощью 15 р1аздвигаемых в радиальном направлении сегментов производят калибровку трубы и исправление лишь небольших вмятин на ее внутренней поверхности.
В слу/чае обработки сильно деформи- 2С рованных стенок труб появляется необходимость в большом ходе подвижных сегментов, что в свою очередь, вызывает увеличение хода штока силового гидроцилиндра, а следовательно, и его габаритов и 25 веса.
Кроме того, при правке длинных труб между гидроцилиндром, установленным вне трубы, и головкой, помещаемой в трубу, имеет место значительное расстоя- 30
ние. Поэтому длина и диаметр штока гидроцплиндра, на котором установлена головка, увеличиваются. Это обстоятельство также приводит к увеличению габаритных размеров и массы устройства.
Целью изобретения является повышение качества правки при одновременном снижении габаритных размеров и массы устройства.
Указанная цель достигается тем, что в известном устройстве для правки труб, содержащем головку в виде радиально подвижных сегментов и силовой гидроцилиндр, корпус и шток которого связаны с сегментами, силовой гидроцилиндр снабжен дополнительным поршнем, и штоком с закрепленным на нем инструментом типа дорна с прорезями, а также фиксаторами, расположенными в прорезях дорна, ш-арнирно связанного через рычаги с дополнительным штоком гидроцилиндра.
Такая конструкция устройства обеспечивает исправление значительной кривизны стенок длинномерных труб, при этом его вес и размеры остаются минимально возможными.
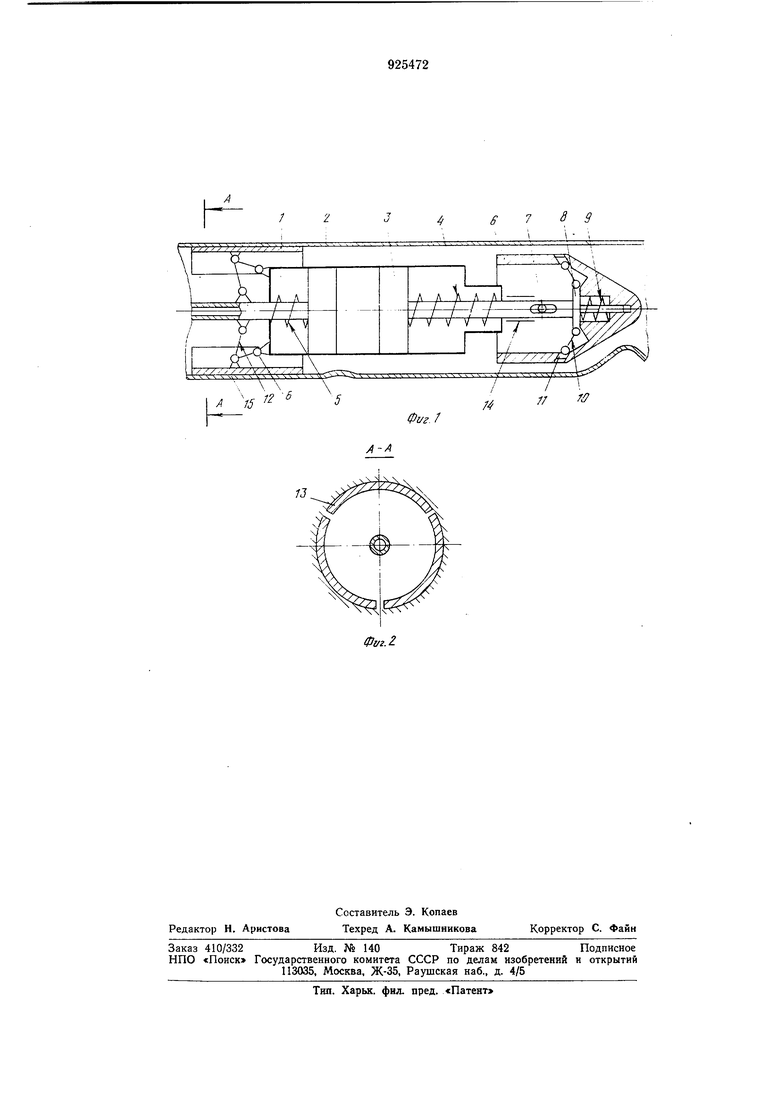
На фиг. 1 изображено устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство содержит установленный во внутренней полости трубы силовой
гидроцилиндр 1 с поршнями 2 и 3, штоки которых возврашаются в исходное положение пружинами 4 и 5.
Шток поршня 3 связан с инструментом 6 типа дорна осью 7, проходящей через овальное отверстие в штоке и закрепленной в инструменте 6. Диаметр инструмента б меньше внутреннего диаметра трубы. Конец штока поршня 3 может взаимодействовать с толкателем 8, поджатым гфужиной 9 и связанным через шарниры и рычаги 10 с фиксаторами 11.
Шток поршня 2, имеюший отверстие .для подвода рабочей сроды в рабочую полость цилиндра 1, соединен через шарниры и рычаги 12 с головкой, состоящей из сегментов 13, которые могут смешаться относительно цилиндра в радиальном направлении.
Ход поршня 3 в несколько раз больше хода поршня 2. Втулка 14 расположена на штоке поршня 3 и может входить в соприкосновение одновременно с толкателем 8 и корпусом гидроцилиндра 1.
Устройство работает следующим образом.
После введения устройства в трубу 15, подлел ащую правке, в рабочую полость гидроцилиндра 1 (через отверстие в штоке его поршня 2) подается рабочая жидкость. Поршни 2 и 3 преодолевают усилия поджатия пружин 4 и 5, и шток поршня 2. перемещаясь влево через рычаги 12, взаимодействует с сегментами 13 так, что последние раздвигаются в радиальном направлении до соприкосновения и поджатия всех сегментов к внутренней поверхности трубы. При этом шток поршня 3, перемещаясь вправо, взаимодействует с толкателем 8, в результате чего вначале фиксатора 11 выводятся из ооприкоснове1П1Я с трубой, а затем инструмент б перемещается вправо. При движении инструмента 6 происходит тру|бы способом дорнования. Когда поршень 3 доходит до упора в корпус гидроцилиндра 1, давление в рабочей полости цилиндра возрастает и увеличиваются усилия, приложенные к сегментам 13.
В результате взаимодействия сегментов 13 с трубой происходит правка трубы способом раздачи. Затем давление в рабочей полости 1гидроцилиндра снижают до атмосферного. Под действием пружин 5 поршень 2 перемещается вправо, рычаги
12 изменяют положение, и между сегментами 13 и трубой образуется зазор. Поршень 3 под действием пружин-ы 4 перемещается влево, его щток освобождает
5 толкатель 8, который под действием пружины 9 двигается влево и вводит фиксаторы 11 в соприкосновение с трубой.
В этом положении инструмент 6 п норше.нь 3 неподвижно закреплены в трубе
0 фпксаторами 11, а гидроцилиндр 1 под действием пружины 4 перемещается вправо. В конце движения цилиндра втулка 14 взаимодействует с толкателем 8, в результате чего фиксаторы И выводятся из
5 контакта с трубой. В этом положении устройство может быть либо удалено из трубы, либо с цовторением цикла продолжить движение в трубе и ее правку.
Таким образом, в течение цикла от
0 действия одного гидроцилиндра происходит иодача устройства по трубе и ее правка одновременно двумя методами раздачи и дорнования, что позволяет исправлять сильно деформированные трубы с получением их точных окончательных размеров. В связи с тем, что головка вместе с силовым гидроцилиндром в процессе обработки перемещается по трубе, расстояния между гидроцилиндром, сегментами и дор0 ном не зависят от размеров трубы и могут быть весьма малыми, так как щтоки цилиндра короткие. Это приводит к умеиьпдению габаритных размеров устройства.
Формула изобретения
Устройство для правки труб, содерл ащее головку в виде подвижных в радиальном направлении сегментов и силовой гидроцилиндр, корпус и шток которого связаны с сегментами, отличающееся тем, что, с целью повышения качества правки, силовой гидроцилиндр снабжен дополнительным поршнем и штоком с закрепленным на кем дорном с прорезями, а также фиксаторами обрабатываемой трубы, расположенными в прорезях дорна и шарнирно связанными через рычаги с дополнительным штоком гидроцилиндра.
Источник информации-, принятый во внимание при экспертизе:
/2
К
Я
лл
Ъ
А V
46789
л л У л л I
/ / / / /
Г 7ГI
V V V V
Фиг.
