Техническое решение относится к устройствам для протягивания, а именно к инструментам для обработки отверстий металлов поверхностным пластическим деформированием с помощью дорна-пуансона.
Из уровня техники известно устройство для дорнования глубоких отверстий (RU 2127654, МПК6 B23D 37/10, B23P 9/00, B24B 39/02, опубл. 20.03.1999), содержащее корпус с отверстием для размещения дорна и толкателя его привода и закрепленное на корпусе направляющее устройство для толкателя. Направляющее устройство выполнено в виде нескольких пластин с центральным отверстием под толкатель и с расположенными по их концам бобышками с отверстиями, которыми каждая пластина свободно установлена на две жестко закрепленные на корпусе колонны бобышками от корпуса, причем направляющие разные пластины колонны размещены в различных, проходящих через ось толкателя плоскостях, а на колоннах между корпусом и пластинами смонтированы пружины.
Недостатком известного технического решения является низкая технологичность устройства для дорнования, вследствие его значительной сложности. Кроме этого к недостаткам следует отнести недостаточно высокую надежность устройства, вследствие наличия в его конструкции большого количества подвижных узлов.
Наиболее близким к заявленному техническому решению является устройство для холодной обработки металлов (SU 598710, МПК5 B23D 43/00, опубл. 25.03.1978). Устройство содержит оправку, на которой жестко закреплены дорны, образующие замкнутую рабочую камеру подачи смазки. В прямоугольных пазах корпуса захватного органа на осях установлены двуплечие рычаги, подпружиненные фиксаторами относительно корпуса. В данную часть корпуса завинчивается резьбовой стакан. Хвостовик резьбового стакана выполнен в виде штока с поршнем, помещенными в полость гидроцилиндра и образующими дополнительную смазочную камеру. Для герметичности камеры в резьбовом стакане установлен плунжер, конический выступ которого входит в гнездо хвостовика оправки и поджимается к нему пружиной.
Недостатком известного технического решения является низкая прочность инструмента, вследствие того, что подача смазки осуществляется через хвостовик дорна.
Целью настоящего изобретения является создание устройства для дорнования глубоких отверстий с помощью среды высокого давления с одновременной принудительной подачей смазки в зону деформирования, поддерживающего постоянное необходимое давление на входе и выходе дорна-пуансона.
Указанная цель достигается тем, что устройство для дорнования глубоких отверстий содержит переднюю и заднюю опоры с выполненными внутри них каналами для подачи смазки, при этом дополнительно в задней опоре установлен пружинно-поршневой механизм для подачи дорна-пуансона и создания входной герметизирующей зоны, а в передней опоре расположено устройство герметизации, выполненное в виде уплотнителя с регулирующими элементами в виде пружинно-винтовых пар, контактирующее с рабочей поверхностью дорна-пуансона при выходе из обработанного отверстия. Кроме этого в передней опоре установлена быстросъемная обойма, выполненная в виде полого цилиндра с упором в виде фиксатора положения, закрепленного на раме передней опоры винтом.
Положительный технический результат, обеспечиваемый указанной совокупностью конструктивных признаков, состоит в повышении технологичности устройства, за счет применения при дорновании смазывающей среды высокого давления, что позволяет отказаться от применения прессов или других механических приводов, а также повысить качество обрабатываемых отверстий.
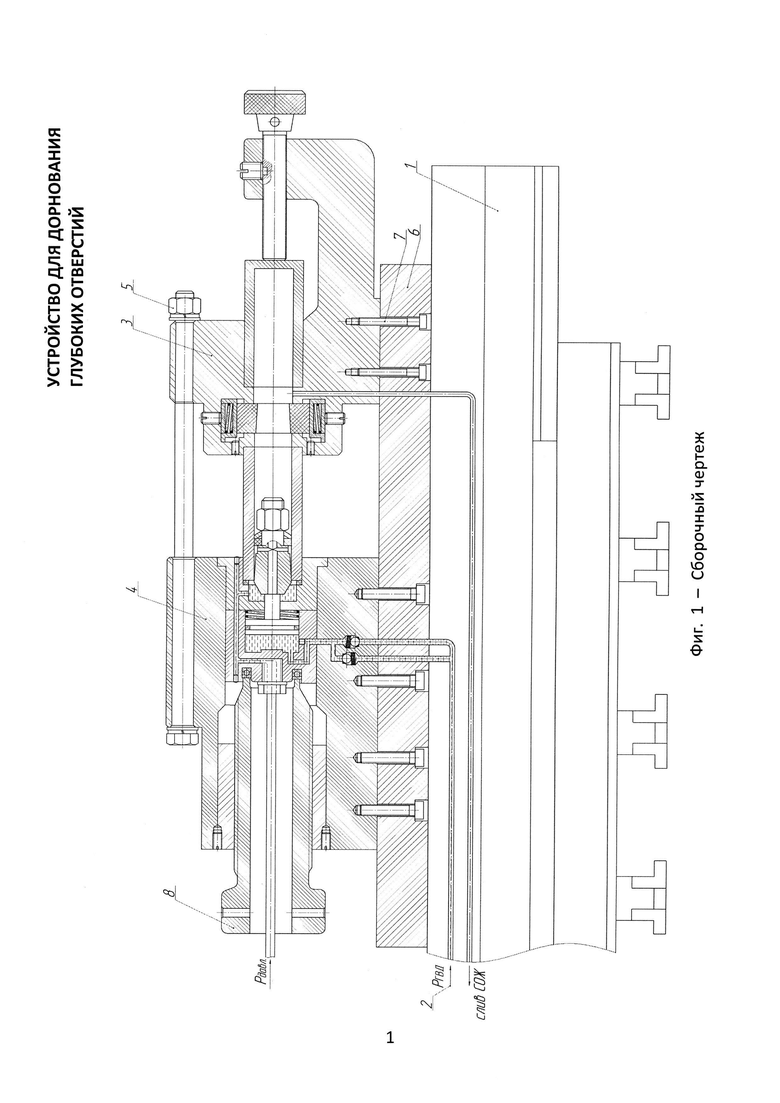
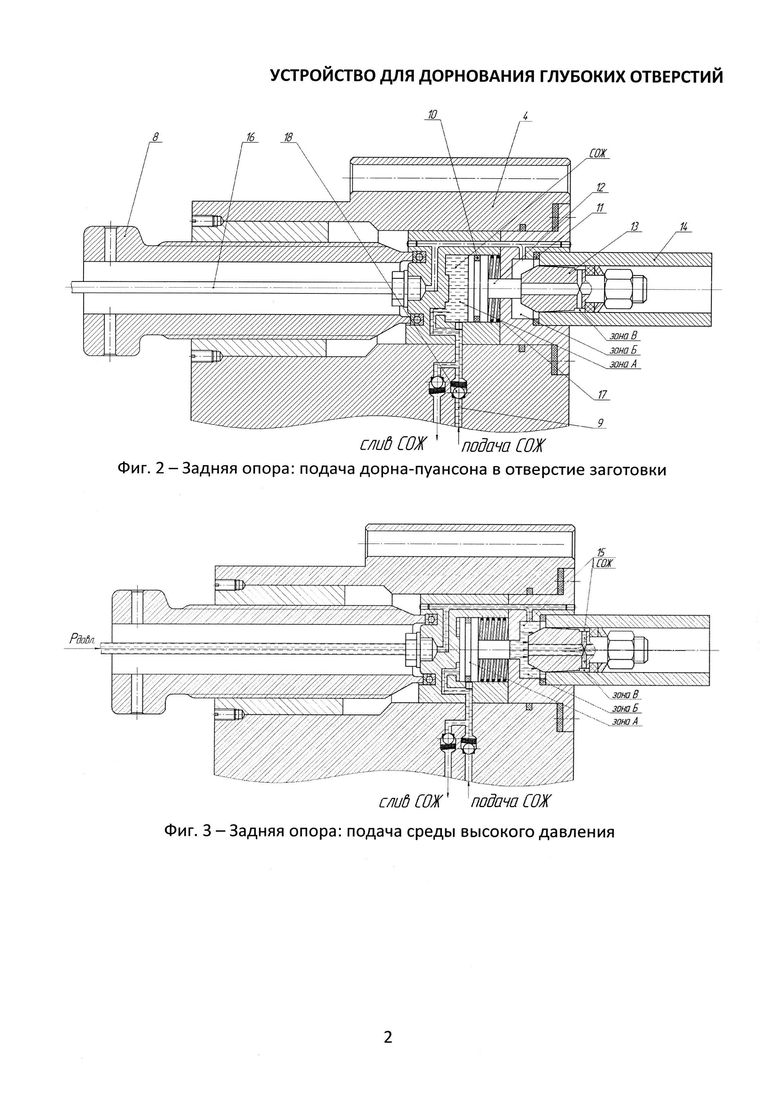
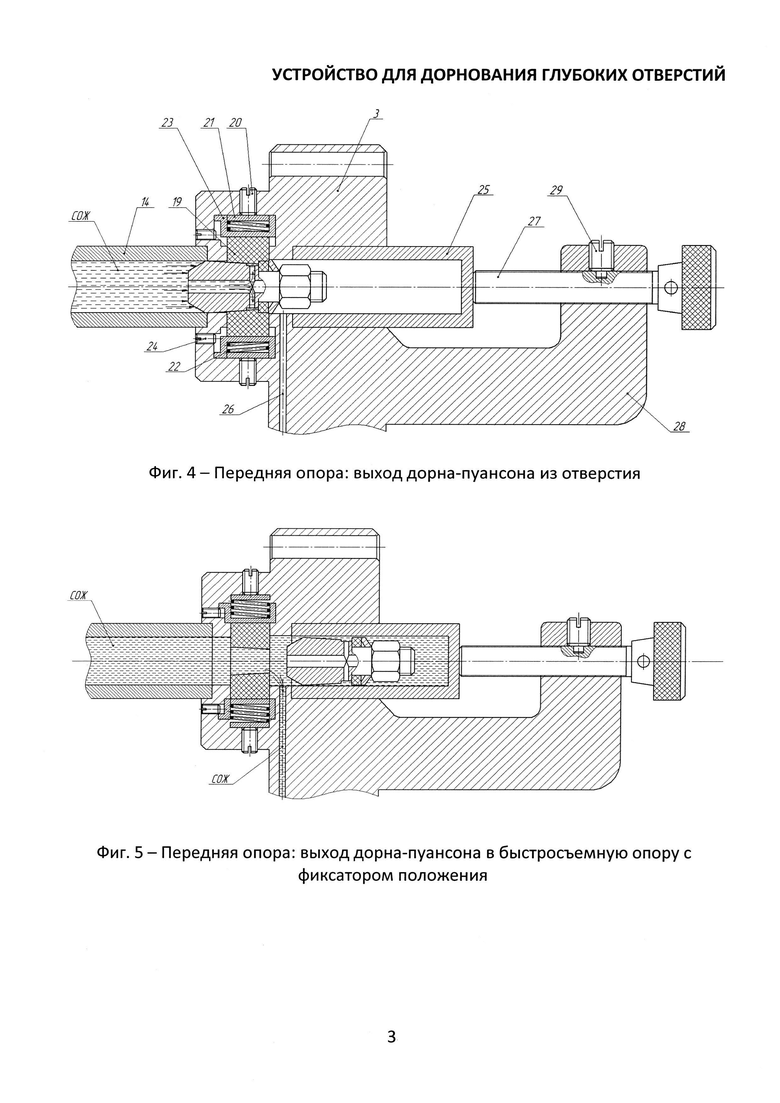
Изобретение поясняется чертежами, где на фиг. 1 представлен сборочный чертеж устройства для дорнования; на фиг. 2 - задняя опора в момент подачи дорна-пуансона в отверстие заготовки; на фиг. 3 - задняя опора в момент подачи среды высокого давления; на фиг. 4 - передняя опора в момент выхода дорна-пуансона из отверстия; на фиг. 5 - передняя опора в момент выхода дорна-пуансона в быстросъемную обойму.
Устройство для дорнования глубоких отверстий состоит из станины 1, на которой находится гидростанция высокого давления 2, передней и задней опор 3 и 4, жестко скрепленных болтом 5 и опорной плиты 6. Опоры крепятся к опорной плите штифтами 7. Заготовка устанавливается в переднюю, заднюю опору и фиксируется поджимом 8.
Устройство работает следующим образом.
Включают гидростанцию высокого давления 2, запускающую основной гидроцилиндр, от которого смазывающая жидкость по магистрали 9 поступает в полость задней опоры, нагнетая давление. Уплотняющие элементы 10 и 11 исключают прорыв смазки в начальной стадии дорнования. Давление на толкателе 12 (фиг. 2, зона A) воздействует на дорн-пуансон 13, вводя его в обрабатываемую заготовку 14 и обеспечивая герметизацию зоны основной деформации со стороны задней опоры инструмента (фиг. 3, зона Б). С момента герметизации этой зоны включается электродвигатель вспомогательного гидропривода, запускающий вспомогательный гидроцилиндр, с помощью которого нагнетается смазывающая жидкость 15, в замкнутую зону со стороны обратного конуса дорна (фиг. 3, зона В), осуществляя деформацию локального участка, увеличивая его диаметр и снижая величину контактного давления. По трубопроводу 16 смазывающая жидкость поступает в полость, воздействуя на дорн-пуансон 13 и отводя толкатель 12 в исходное положение благодаря пружине 17. Через запорный клапан 18 жидкость уходит в гидробак. В результате равенства рабочих поверхностей инструмента и герметизирующего элемента уравновешивается сила, действующая на дорн.
На выходе дорна-пуансона 13 из обрабатываемой заготовки 14 в передней опоре 3 находится устройство герметизации 19 (фиг. 4), выполненное в виде уплотнителя с регулирующими элементами в виде пружинно-винтовых пар, контактирующее с рабочей поверхностью дорна-пуансона при выходе из обработанного отверстия. Упомянутое устройство обеспечивает герметичность зоны выхода дорна-пуансона 13 из обрабатываемой заготовки 14, при этом плотность облегания дорна-пуансона уплотняющим элементом устройства герметизации 19 достигается регулированием пружинно-винтовых пар, а именно винта 20, давящего на пластину 21, через пружину 22 и чашку 23. Для дополнительной герметизации предусмотрен упорный винт 24.
После обработки заготовки дорн-пуансон 13 останавливается в быстросъемной обойме 25 (фиг. 5), которая предназначена для снижения трудоемкости съема инструмента дорна-пуансона. В упомянутой обойме излишки смазки уходят по каналу слива жидкости 26 в гидробак. Обойма подпирается фиксатором положения 27, закрепленным на раме 28 передней опоры винтом 29.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2012 |
|
RU2508967C1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2011 |
|
RU2446922C1 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| Устройство для формования отверстий труб | 1988 |
|
SU1637999A1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2013 |
|
RU2541204C1 |
| КАЛИБРОВОЧНЫЙ АВТОМАТ | 1996 |
|
RU2101159C1 |
| Устройство для дорнования отверстий труб | 1988 |
|
SU1586896A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ С ИСПОЛЬЗОВАНИЕМ ДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2221665C2 |
| Приспособление для нанесения смазки перед дорнованием | 1983 |
|
SU1138300A1 |
Изобретение относится к устройству для дорнования глубоких отверстий. Устройство содержит переднюю и заднюю опоры с выполненными внутри них каналами для подачи смазки. В задней опоре с созданием входной герметизирующей зоны установлен пружинно-поршневой механизм для подачи дорна-пуансона. В передней опоре расположено устройство герметизации, выполненное в виде уплотнителя с регулирующими элементами в виде пружинно-винтовых пар и контактирующее с рабочей поверхностью дорна-пуансона при его выходе из обработанного отверстия. В результате поддерживается постоянное заданное давление на входе и выходе дорна-пуансона. 1 з.п. ф-лы, 5 ил.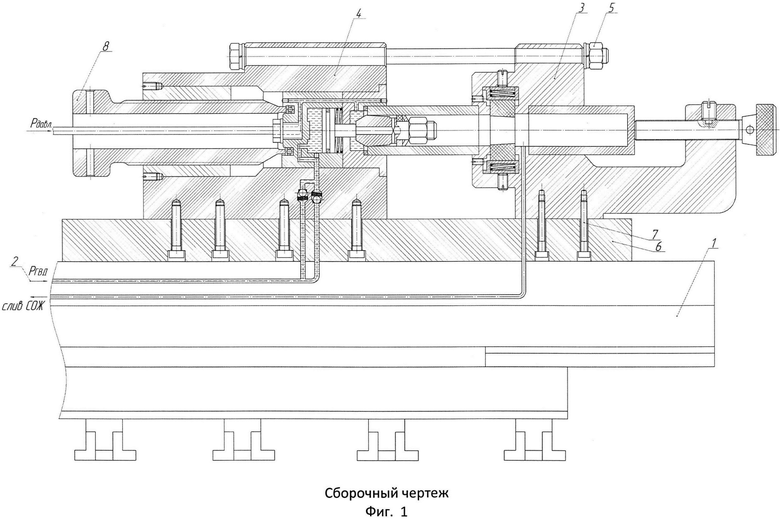
1. Устройство для дорнования глубоких отверстий, содержащее дорн-пуансон, переднюю и заднюю опоры с выполненными внутри них каналами для подачи смазки, отличающееся тем, что дополнительно в задней опоре с созданием входной герметизирующей зоны установлен пружинно-поршневой механизм для подачи дорна-пуансона, а в передней опоре расположено устройство герметизации, состоящее из уплотнителя с регулирующими элементами в виде пружинно-винтовых пар и контактирующее с рабочей поверхностью дорна-пуансона при его выходе из обработанного отверстия.
2. Устройство для дорнования глубоких отверстий по п. 1, отличающееся тем, оно снабжено установленной в передней опоре быстросъемной обоймой, выполненной в виде полого цилиндра с упором в виде фиксатора положения, закрепленного на раме передней опоры винтом.
| Устройство для протягивания отверстий | 1976 |
|
SU598710A1 |
| Способ смазки рабочих элементов инструмента при дорновании или выглаживании | 1990 |
|
SU1789328A1 |
| Устройство для дорнования трубных заготовок | 1990 |
|
SU1756127A1 |
| US 4651926 A1, 24.03.1987. | |||

