Изобретение относится к области обработки металлов давлением и, в частности, к процессам получения теплообменных труб с профилированными законцовками, полученными с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ получения теплообменных труб с профилированными законцовками, включающий размещение конца трубы в разъемной матрице, фиксацию ее от возможного перемещения и последующее формирования кольцевого выступа путем приложения осевого сжимающего усилия к торцу трубы (RU №2160175 C2, МПК В21D 39/06).
К недостаткам известного способа относятся необходимость использования гидравлических прессов с большими номинальными усилиями, так как формирование кольцевых выступов осуществляется пластическим течением материала трубы от прикладываемого к ее торцу осевого усилия.
Известен также способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем правки, резки в меру и зачистки внешней поверхности концов, размещение конца трубы в полости матрицы, выполненной разъемной в виде сегментов и имеющей гравюру трапециевидного поперечного сечения, а также внешний и внутренний цилиндрические пояски, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы сегментами разъемной матрицы и последующее формирование на трубе кольцевого утолщения путем дорнования полости обжатого участка трубы с заполнением ее материалом гравюры матрицы (RU 2202431 C2, В21D 53/08, 20.04.2003, 5 с. - прототип).
К главным недостаткам известного способа следует отнести:
- только одностороннее движение инструмента - дорна - от торца трубы к ее обжатому участку, формирующего сдвиговыми поперечными деформациями соответствующую структуру в утолщении;
- обеспечение строгой соосности технологической оснастки (осей дорна и матрицы) весьма сложно, что не позволяет получать развитые по длине утолщения (с верхним основанием трапеции утолщения более 2 мм);
- наличие неуправляемого осевого течения материала трубы (за пределами гравюры матрицы) при выполнении операции дорнования;
- из-за малых габаритов утолщений (бандажей или выступов) его контактная поверхность с донной поверхностью кольцевой канавки относительно мала. Например, ширина канавки 3 мм, а верхнее основание трапециевидного утолщения равно 2 мм.
Задачей изобретения является разработка такого способа получения теплообменных труб с профилированными законцовками, который бы обеспечивал возможность использования существующего оборудования и технологической оснастки для производства профилированных законцовок с развитым по длине утолщением, что позволяет формировать качественную внутриканавочную плотность на донной поверхности кольцевой канавки.
Технический результат достигается тем, что способе получения труб с профилированными законцовками, включающем подготовку труб путем правки, резки в меру и зачистки внешней поверхности концов, размещение конца трубы в полости матрицы, выполненной разъемной в виде сегментов и имеющей гравюру трапециевидного поперечного сечения, а также внешний и внутренний цилиндрические пояски, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы сегментами разъемной матрицы и последующее формирование на трубе кольцевого утолщения путем дорнования полости обжатого участка трубы с заполнением ее материалом гравюры матрицы, согласно изобретению, используя разъемную матрицу с торцевым буртом, дорн с двумя рабочими зубьями, радиальный обжим конца трубы выполняют с формированием осевого сжимающего усилия в обжимаемой ее части, обеспечивающего предварительное заполнение гравюры матрицы материалом трубы, для чего при установке конца трубы в полость разъемной матрицы достигают контакта ее торца с упомянутым буртом, после фиксирования трубы в ее полость вводят внешний зуб дорна, располагая его наружную кромку напротив внешней кромки внутреннего цилиндрического пояска матрицы, и первоначально дорнованием производят предварительное заполнение гравюры материалом трубы, перемещая дорн в направление бурта, а окончательное формообразование утолщения выполняют в условиях осевого подпора путем перемещения дорна в противоположном направлении.
Осуществление предлагаемого способа позволяет получать:
- профилированные законцовки с развитым по длине утолщением, структура которого содержит объемы сильного и слабого упрочнения;
- внутренний диаметр законцовки, равный исходному диаметру трубы;
- неразъемные соединения с противотурбулентной и противокоррозионной защитами внутренних слоев законцовки по месту приложения деформирующего усилия;
- неразъемные соединения без каких-либо непредсказуемых течений материала.
Это объясняется тем, что формирование развитого по длине утолщения осуществляют двусторонним дорнованием нагруженного радиальным усилием обжатого конца трубы, формируя объемы с большей и меньшей степенями упрочнения обрабатываемого материала. Подчеркнем, что первоначально частично заполняют гравюру матрицы с целью создания осевого подпора, устраняющего деформацию материала в направлении трубы за пределами гравюры. Данная схема двукратного приложения деформирующего усилия позволяет реализовать строгую соосность оси дорна с осью разъемной матрицы; дозированное деформирование материала трубы не приводит к значительному упрочнению его в центральном объеме утолщения.
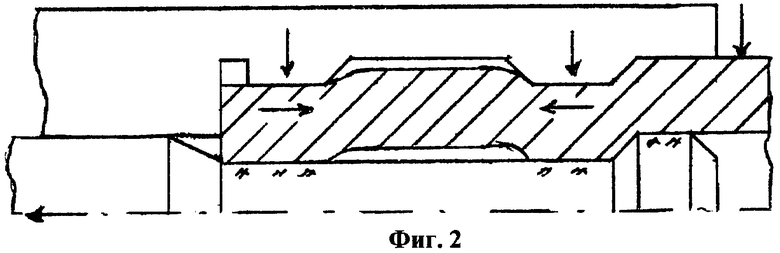
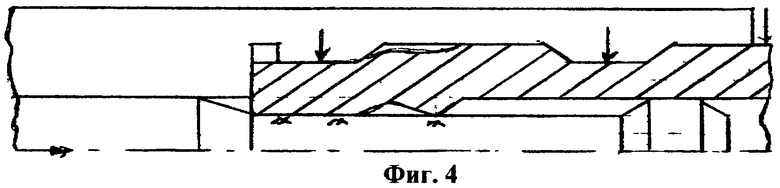
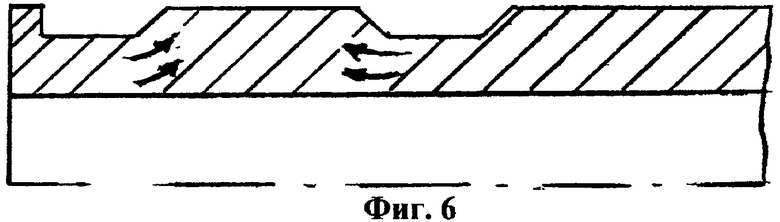
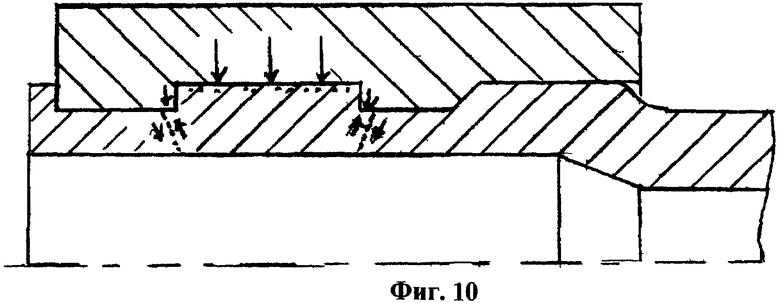
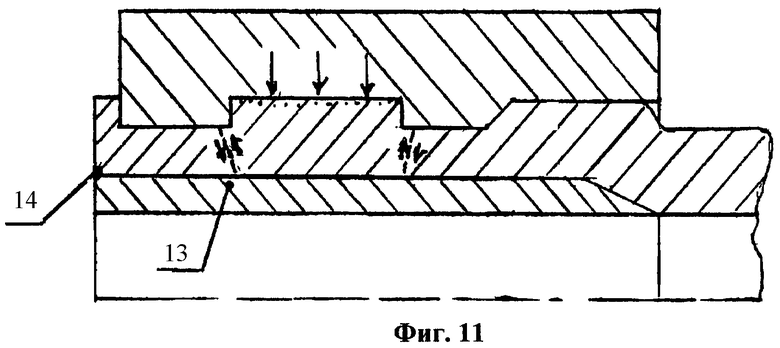
Сущность изобретения поясняется чертежами, где на фиг.1 показано исходное положение конца трубы, сегментов разъемной матрицы и двузубого дорна перед выполнением операции радиального обжима; на фиг.2 - окончание операции радиального обжима с частичным заполнением объема гравюры матрицы; на фиг.3 - окончание стадии частичного заполнения гравюры материалом трубы, формирующего впоследствии осевой подпор (стрелками показано направление течения материала при дорновании внешним зубом дорна); на фиг.4 - технологическая оснастка и не полностью оформленная законцовка перед выполнением операции дорнования внутренним зубом дорна; на фиг.5 - окончание стадии дорнования внутренним зубом дорна; на фиг.6 - профилированная законцовка с утолщением, в котором наблюдаются объемы сильного и слабого упрочнения; на фиг.7 - профилированная законцовка в отверстии трубной решетки с прямоугольной кольцевой канавкой; на фиг.8 - стадия окончания закрепления профилированной законцовки в трубном отверстии; на фиг.9 - неразъемное соединение и пуансон перед выполнением операции раздачи трубы в кольцевую выемку трубного отверстия; на фиг.10 - неразъемное соединение с торцевыми уплотнениями; на фиг.11 - неразъемное соединение, отвечающее трем служебным характеристикам: прочности, плотности и противокоррозионной стойкости.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка труб в косовалковой машине, отрезка мерной длины и зачистка внешних поверхности концов до металлического блеска.
Далее осуществляют профилирование концов трубы.
На фиг.1 приведен элемент технологической оснастки, которая содержит разъемную трехсегментную матрицу. Причем поперечное сечение матрицы разделено на две составляющие: формующую часть с наличием гравюры, кольцевой выемки за ней, двух цилиндрических поясков и бурта, его упомянутую часть матрицы от направляющей ее части. Диаметр отверстия в направляющей части матрицы меньше исходного диаметра трубы, что обусловливает наличие бурта.
Теплообменную трубу 1 одним из концов подают в полость раскрытых сегментов до упора в бурт. Производят фиксацию трубы вне матрицы, тем самым удерживая ее от возможных перемещений. В полости трубы размещают двузубый дорн, причем внешний зуб дорна располагают за внутренней кромкой внутреннего цилиндрического пояска матрицы, а внутренний зуб дорна - перед торцом трубы.
Далее совершают радиальный обжим трубы, для чего сообщают перемещение сегментам матрицы в радиальном направлении, вызывая при этом изгибную деформацию стенки трубы на внешнем зубе дорна. Тем самым ограничивают очаг деформации материала трубы в осевом направлении.
Отметим тот факт, что имеет место удлинение цилиндрической заготовки при радиальном обжиме. Поэтому, в нашем случае, очаг деформации является предварительно нагруженным, в том числе в осевом направлении (фиг.2). Совершена так называемая пластическая активация материала трубы.
Далее приступают к формированию утолщения законцовки. Для чего дорн перемещают в направлении бурта с заполнением углового объема гравюры сдвиговыми поперечными деформациями (кольцевой объем сильного упрочнения). В конечном итоге этим образуют осевой подпор для последующего окончательного формообразования утолщения (фиг.3).
Затем перемещение дорна изменяют на противоположное (фиг.4) и внутренним зубом осуществляют окончательное формообразование утолщения (фиг.5).
Полученную профилированную законцовку (фиг.6) размещают в трубном отверстии, содержащем кольцевую канавку прямоугольного поперечного сечения, два цилиндрических пояска и кольцевую выемку. Правильность установки законцовки в трубном отверстии контролируют по размещению осевого припуска относительно лицевой поверхности трубной решетки (фиг.7).
Прикладывая деформирующее усилие к внутренней поверхности законцовки, вызывают ее закрепление в трубном отверстии с реализацией таких стадий, как: свободная раздача законцовки, вызывающая введение части объема утолщения в объем кольцевой канавки, ее свободную раздачу в сочетании с раскаткой утолщения на жестких кромках кольцевой канавки, фиксирование полотна законцовки на поверхности трубного отверстия поперечными сдвигами.
Отметим, что при превышении высоты утолщения глубины кольцевой канавки завершающая стадия закрепления обуславливает появление давления на донной поверхности кольцевой канавки (фиг.8). Утолщение законцовки перепрофилируют в кольцевой канавке в силовой элемент, формирующий неизменные характеристики плотности и прочности.
Применение подобной конструкции профилированной законцовки (фиг.6) позволяет эффективно формировать противокоррозионную защиту внутренних слоев закрепленной законцовки, а также устранять возможность турбулентного течения внутритрубной среды.
Для чего в полость закрепленной законцовки вводят дорн с конической рабочей поверхностью (фиг.9), перемещение которого и обеспечивает образование внутреннего торцевого уплотнения в пределах толщины решетки (фиг.10).
После чего установкой экранирующей втулки из противокоррозионного материала в образованную дорном полость, ее фиксацией посредством двух прихваток на торце трубы и последующего доведения внутреннего диаметра упомянутой втулки до исходного внутреннего диаметра трубы завершают образование неразъемного соединения, отвечающего требованиям прочности, плотности и коррозионной стойкости, при этом первые две являются неизменными, а восстановлению подлежит при необходимости только противокоррозионная защита путем замены отработавшей заданный срок этой втулки (фиг.11).
Опытно-промышленная проверка разработанного способа прошла в два этапа: с применением компьютерной программы Deform в формате 2D, где определялись силовые характеристики и соответствие стадий формирования профиля законцовки алгоритму, описанному выше. На втором этапе проводилась экспериментальная проверка в производственных условиях на трубе из стали 10, имеющей поперечные геометрические размеры ⌀ 25×19,8 мм и соответствующей штамповой оснастке. Трехсегментная матрица имела формующую часть, в которой были выполнены: гравюра трапециевидного поперечного сечения с размерами: большое основание - 12,4 мм, малое основание - 10,4 мм, глубиной - 0,5 мм, два цилиндрических пояска шириной по 7 мм и кольцевая выемка глубиной 0,35 мм. Направляющая часть матрицы имела минимальный диаметр, равный 19,81 мм. Направляющая часть матрицы отделена от формующей части кольцевой выемкой с шириной, равной 5 мм и обеспечивающей образование бурта. Дорн имел два зуба диаметром 19,8-0,05 мм и расстояние между ними 22,4 мм, минимальное сечение дорна составляло 18,98 мм.
Двустороннее дорнование проводилось на горизонтальном гидравлическом прессе, развивающем максимальное усилие 0,6 МН.
Трубное отверстие диаметром 25,35+0,05 мм содержало кольцевую канавку прямоугольного поперечного сечения длиной 11,4 мм и глубиной 0,47 мм и кольцевую выемку диаметром 26,1 мм.
Закрепление законцовок проводилось посредством механических вальцовок на американском стенде «Индреско» (США). Внутренний диаметр закрепленной законцовки составлял 21,13 мм. Дорн с конической рабочей поверхностью имел ширину рабочего пояска, равную 4 мм. Раздачу трубы вне закрепления осуществляли на дорнующем комплексе, развивающем максимальное усилие 0,4 МН.
Противокоррозионные свойства формировали экранирующей втулкой из стали 10 с геометрическими размерами ⌀ 21×19,7 мм. Прихватку втулки в двух противоположных сечениях на торце трубы выполняли посредством аргоно-дуговой сварки. Конечный диаметр втулки, равный внутреннему исходному диаметру трубы, достигали посредством вальцовки.
Технологическая оснастка для получения профилированных законцовок изготавливалась из закаленной стали У8 с точностью по 9-му квалитету и твердостью HRC после закалки не менее 56 единиц.
Установлено, что использование профилированных законцовок с удлиненным утолщением позволяет выполнять неразъемные соединения со служебными характеристиками, обеспечивающими их 100% пригодность.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и другими отраслями промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2401174C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2387515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2380188C1 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2430804C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2397837C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2009 |
|
RU2395362C1 |






Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении теплообменных труб с профилированными законцовками. После подготовки трубы ее конец размещают в полости разъемной матрицы, выполненной с торцевым буртом, до контакта торца трубы с упомянутым буртом. После фиксации трубы от возможных перемещений в ее полость вводят дорн с двумя зубьями с расположением наружной кромки его внешнего зуба напротив внешней кромки внутреннего цилиндрического пояска матрицы. Далее сегменты матрицы перемещают в радиальном направлении. Затем дорн перемещают в направлении торцевого бурта матрицы и производят предварительное заполнение ее гравюры материалом трубы. Затем производят окончательное формообразование утолщения трубы в условиях осевого подпора путем перемещения дорна в противоположном направлении. В результате обеспечивается повышение качества полученных труб. 11 ил.
Способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем правки, резки в меру и зачистки внешней поверхности концов, размещение конца трубы в полости матрицы, выполненной разъемной в виде сегментов и имеющей гравюру трапециевидного поперечного сечения, а также внешний и внутренний цилиндрические пояски, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы сегментами разъемной матрицы и последующее формирование на трубе кольцевого утолщения путем дорнования полости обжатого участка трубы с заполнением ее материалом гравюры матрицы, отличающийся тем, что используют разъемную матрицу с торцевым буртом, дорн с двумя рабочими зубьями, один из которых внешний, радиальный обжим конца трубы осуществляют с получением осевого сжимающего усилия, воздействующего на обжимаемую часть трубы и обеспечивающего предварительное заполнение гравюры матрицы материалом трубы, за счет установки конца трубы в полость разъемной матрицы с обеспечением контакта торца трубы с торцевым буртом матрицы, введения после фиксации трубы в ее полость внешнего зуба дорна с расположением его наружной кромки напротив внешней кромки внутреннего цилиндрического пояска матрицы и осуществления первоначального дорнования перемещением дорна в направлении торцевого бурта матрицы с предварительным заполнением ее гравюры материалом трубы и образованием осевого подпора, а окончательное формирование кольцевого утолщения трубы производят в условиях осевого подпора путем перемещения дорна в противоположном направлении.
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2202431C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2005 |
|
RU2317173C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2198052C2 |
| US 4413395 A, 08.11.1983. | |||

