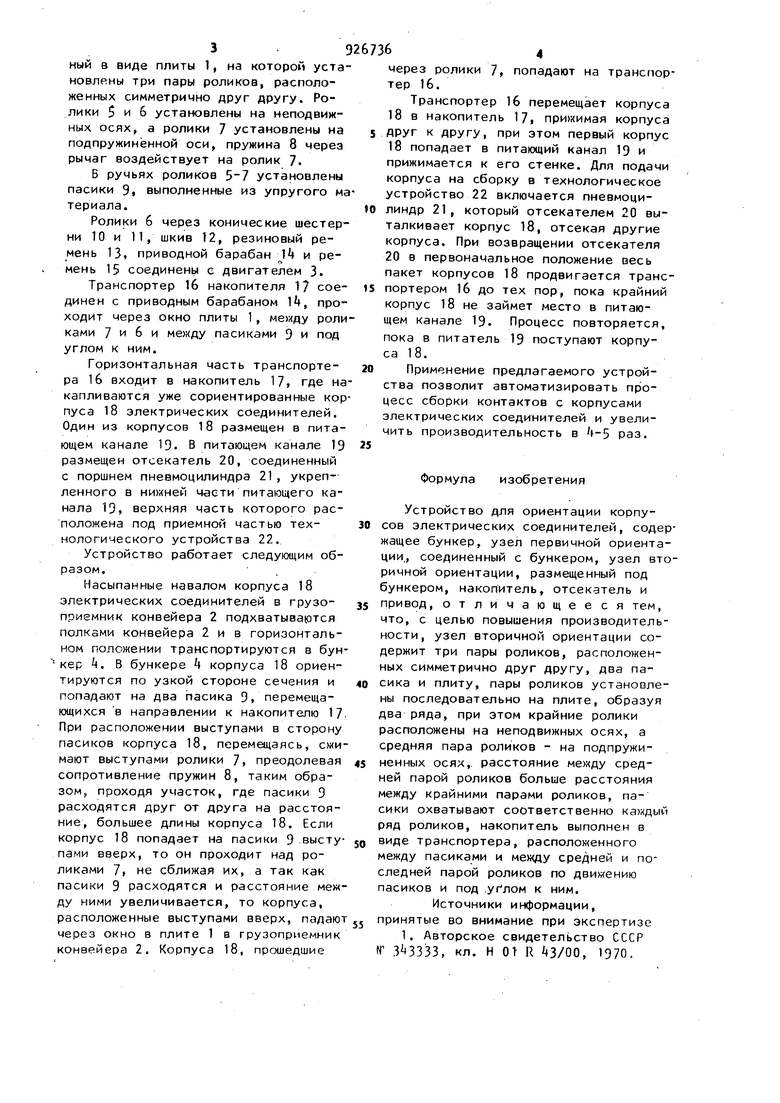
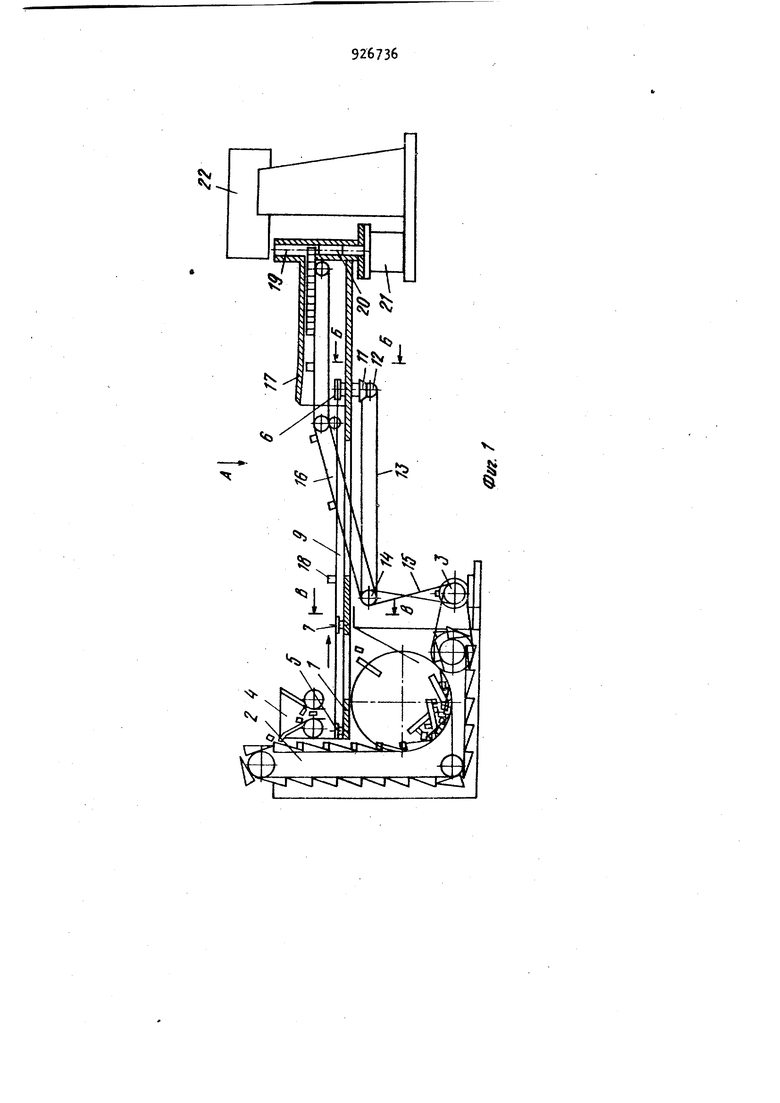
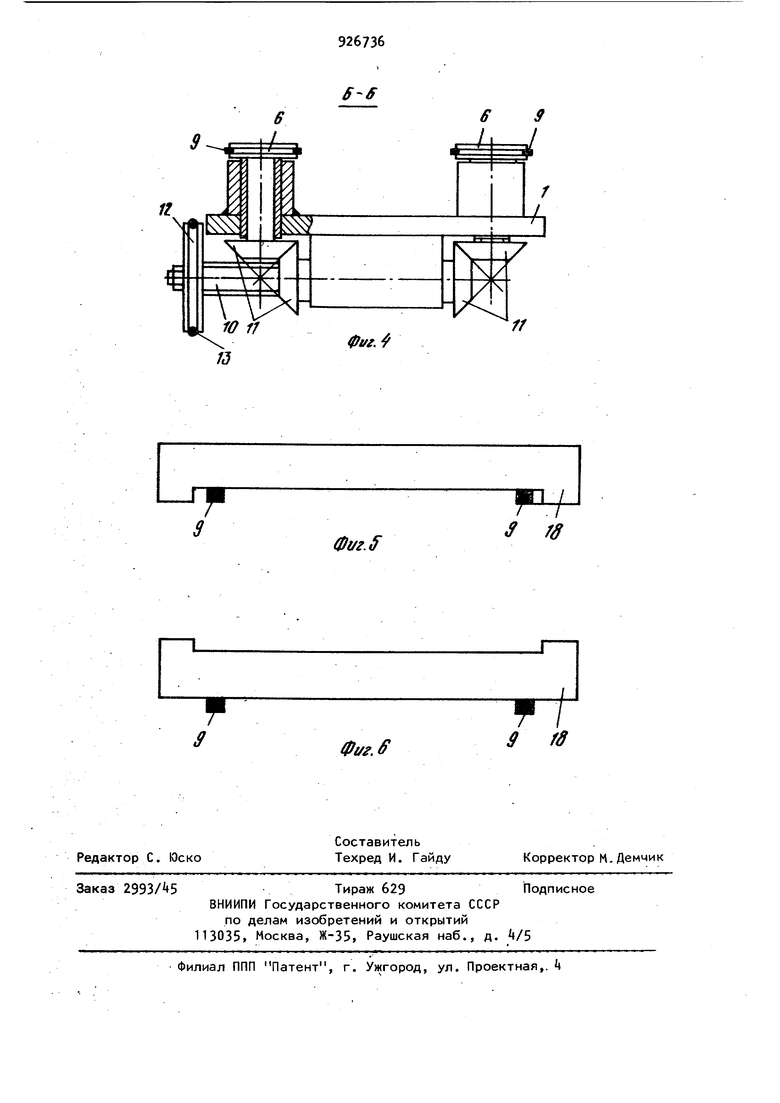
(5t) устройство ДЛЯ ОРИЕНТАЦИИ КОРПУСОВ ЭЛЕКТРИЧЕСКИХ Изобретение относится к устройствам для ориентации и транспортиров ки изделий к технологическому оборудованию и может быть использовано дл сборки электрических соединителей„ Известно устройство, содерх ащее бункер, узел первичной ориентации, соединенный с бункером, узел вторичной ориентации, размещенный под бункером, накопитель, отсекатель и привод С13, Недостатком данного устройства является невозможность ориентации ко пусов электрических соединителей. Цель изобретения - повышение производительности устройства. Для достижения поставленной цели узел вторичной ориентации содержит три пары роликов, расположенных симметрично друг другу, два пасика и плиту, пары роликов установлены последовательно на плите, образуя два ряда, при этом крайние ролики расположены на неподвих ных осях, а средСОЕДИНИТЕЛЕЙняя пара роликов - на подпружиненных осях, расстояние между средней парой роликов больше расстояния между крайними парами роликов, песики охватывают соответственно каждый ряд роликов, накопитель выполнен в виде транспортера, расположенного между пасиками и между средней и последней парой роликов по движению пасиков и под yi- лом к ним. На фиг. 1 показано устройство,об-, щий ВИД) на фиг . 2 - вид А на фиг. 1; на фиг. 3 - разрез В-В на фиг. Ij на фиг. - разрез Б-Б на фиг. Ь, на фиг. 5 корпус, сориентированный для сборки; на фиг. 6 - то «е, неправильно ориентированный. На плите 1 с двумя прямоугольными отверстиями крепится грузоприемник с конвейером 2 и двигателем 3. Над плитой установлен бункер с узлом в первичной ориентации, выполненным в роликов.Под бункером 4 расположен у;зеп вторичной ориентации, выполнен
ный в виде плиты 1, на которой установлены три пары роликов, расположенных симметрично друг другу. Ролики S и 6 установлены на неподвижных осях, а ролики 7 установлены на подпружиненной оси, пружина 8 через рычаг воздействует на ролик 7.
Б ручьях роликов установлены пасики 9, выполненные из упругого материала.
Ролики 6 через конические шестерни 10 и 11, шкив 12, резиновый ремень 13, приводной барабан J и ремень 15 соединены с двигателем 3.
Транспортер 16 накопителя 17 соединен с приводным барабаном 1, проходит через окно плиты 1, между роликами 7 и 6 и между пасиками 9 и под углом к ним.
Горизонтальная часть транспортера 16 входит в накопитель 17, где накапливаются уже сориентированные корпуса 18 электрических соединителей. Один из корпусов 18 размещен в питающем канале 19. В питающем канале 19 размещен отсекатель 20, соединенный с поршнем пневмоцилиндра 21, укрепленного в нижней части питающего канала 19, верхняя часть которого расположена под приемной частью технологического устройства 22.
Устройство работает следующим образом, .
Насыпанные навалом корпуса 18 электрических сьединителей в грузоприемник конвейера 2 подхватываются полками конвейера 2 и в горизонтальном положении транспортируются в бункер 4. В бункере h корпуса 18 ориентируются по узкой стороне сечения и попадают на два пасика 9, перемещающихся в направлении к накопителю 17 При расположении выступами в сторону пасиков корпуса 18, перемещаясь, сжимают выступами ролики 7, преодолевая сопротивление пружин 8, таким образом, проходя участок, где пасики 9 расходятся друг от друга на расстояние, большее длины корпуса 18. Если корпус 18 попадает на пасики 9 высту пами вверх, то он проходит над роликами 7 не сближая их, а так как пасики 9 расходятся и расстояние между ними увеличивается, то корпуса, расположенные выступами вверх, падаю через окно в плите 1 в грузоприемник конвейера 2. Корпуса 18, прслиедшие
через ролики 7, попадают на транспортер 16.
Транспортер 16 перемещает корпуса 18 в накопитель 17, прижимая корпуса друг к другу, при этом первый корпус 18 попадает в питающий канал 19 и прижимается к его стенке. Для подачи корпуса на сборку в технологическое устройство 22 включается пневмоцилиндр 21, который отсекателем 20 выталкивает корпус 18, отсекая другие корпуса. При возвращении отсекателя 20 в первоначальное положение весь пакет корпусов 18 продвигается транспортером 16 до тех пор, пока крайний корпус 18 не займет место в питающем канале 19. Процесс повторяется, пока в питатель 19 поступают корпуса 18.
Применение предлагаемого устройства позволит автоматизировать процесс сборки контактов с корпусами электрических соединителей и увеличить производительность в раз.
Формула изобретения
Устройство для ориентации корпусов электрических соединителей, содержащее бункер, узел первичной ориентации,, соединенный с бункером, узел вторичной ориентации, размещенный под бункером, накопитель, отсекатель и привод, отличающееся тем, что, с целью повышения производительности, узел вторичной ориентации содержит три пары роликов, расположенных симметрично друг другу, два пасика и плиту, пары роликов установлены последовательно на плите, образуя два ряда, при этом крайние ролики расположены на неподвижных осях, а средняя пара роликов - на подпружиненных осях,, расстояние между средней парой роликов больше расстояния между крайними парами роликов, пасики охватывают соответственно каждый ряд роликов, накопитель выполнен в виде транспортера, расположенного между пасиками и между средней и последней парой роликов по движению пасиков и под .углом к ним.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР N , кл. Н ОТ R 43/00, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки плоских пружинных контактов в гнезда колодки соединителя | 1983 |
|
SU1112457A1 |
| Способ и устройство сборки пружинных плоских контактов в гнезда колодки соединителя | 1981 |
|
SU993368A1 |
| Устройство для ориентации и набора штырей электрического соединителя в пакеты | 1980 |
|
SU936130A1 |
| Устройство для ориентации и загрузкиКОНТАКТОВ B гНЕздА КОлОдКи РАз'ЕМА | 1979 |
|
SU828282A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Устройство для установки пружинных контактов в гнезда колодки соединителя | 1990 |
|
SU1725303A1 |
| Устройство для запрессовки пружинных контактов в гнезда колодки | 1985 |
|
SU1405093A2 |
| Машина для подачи шпал, подкладок и костылей на линию сборки звеньев рельсового пути | 1957 |
|
SU110552A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| ЛИНИЯ ПОДАЧИ, ОРИЕНТАЦИИ И УКУПОРКИ КРЫШЕК С ДОЗАТОРОМ НА БУТЫЛОЧНУЮ ТАРУ | 2021 |
|
RU2767818C1 |
W
0i/.ff
9 fS
