I
Изобретение относится к хранению изделий, в частности к устройствам для поштучной выдачи изделий с заданным адресом из стеллажей со сквозными ячейками, и может быть использовано в машино- и приборостроении для автоматической выдачи Малогабаритных изделий, преимущественно, цилиндрической формы, хранящихся после размерной сортировки в таре со сквозными ячейками.
Известно устройство для выдачи изделий из стеллажей со сквозными ячейками, содержащее толкатель в виде штанги, установленной в направляющих, закрепленных на раме устройства. Это устройство может обеспечить выдачу , требуемого изделия из ряда произволь.но расположенных D1.
Однакб для этого требуется перемещать толкатель или стеллаж в соответствии с адресом изделия,причем при больуюм количестве изделий и стеллажей конструкция устройства сильнр
усложняется и приобретает большие габариты. Кроме того, для малогабаритных изделий конструкция подобного, толкателя не приемлема из-за своей сложности и больших габаритов. Управлять большим количеством этих толкателей сложно.
Известно устройство для поштучной выдачи изделий с заданным адресом, преимущественно из стеллажа со сквозными ячейками, содержащее исполнительные органы в виде пневмоцилиндров, установленных 6 ряды соосно ячейкам и связанных через систему управления посредством каналов питания, а кл;апанные элементы с источником сжатого воздуха. Устройство обеспечивает сравнительно простое автоматизированное 20 управление большим количеством пневмоприводов толкателей 2 .
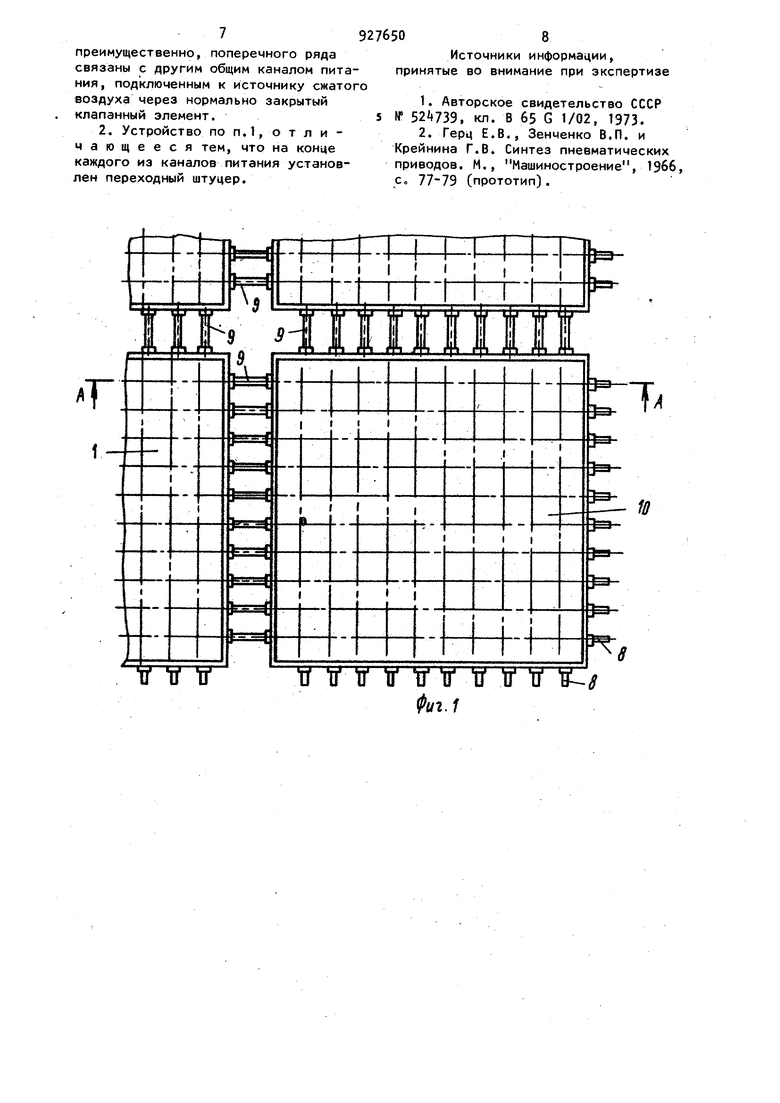
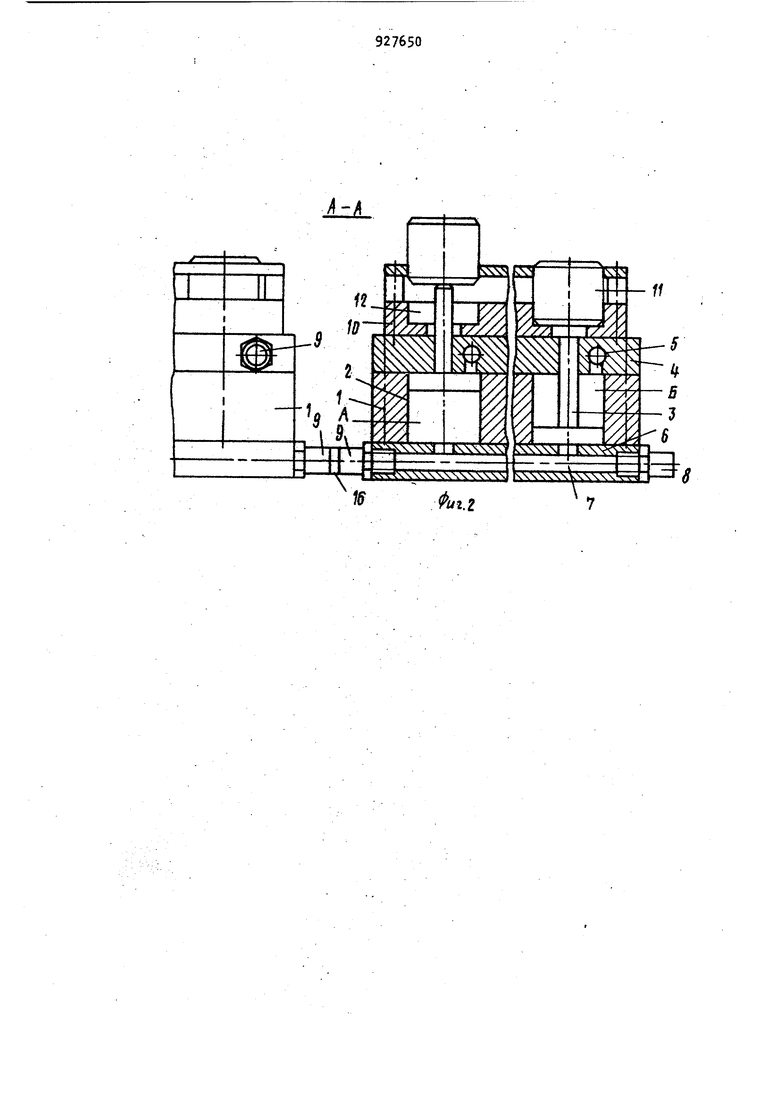
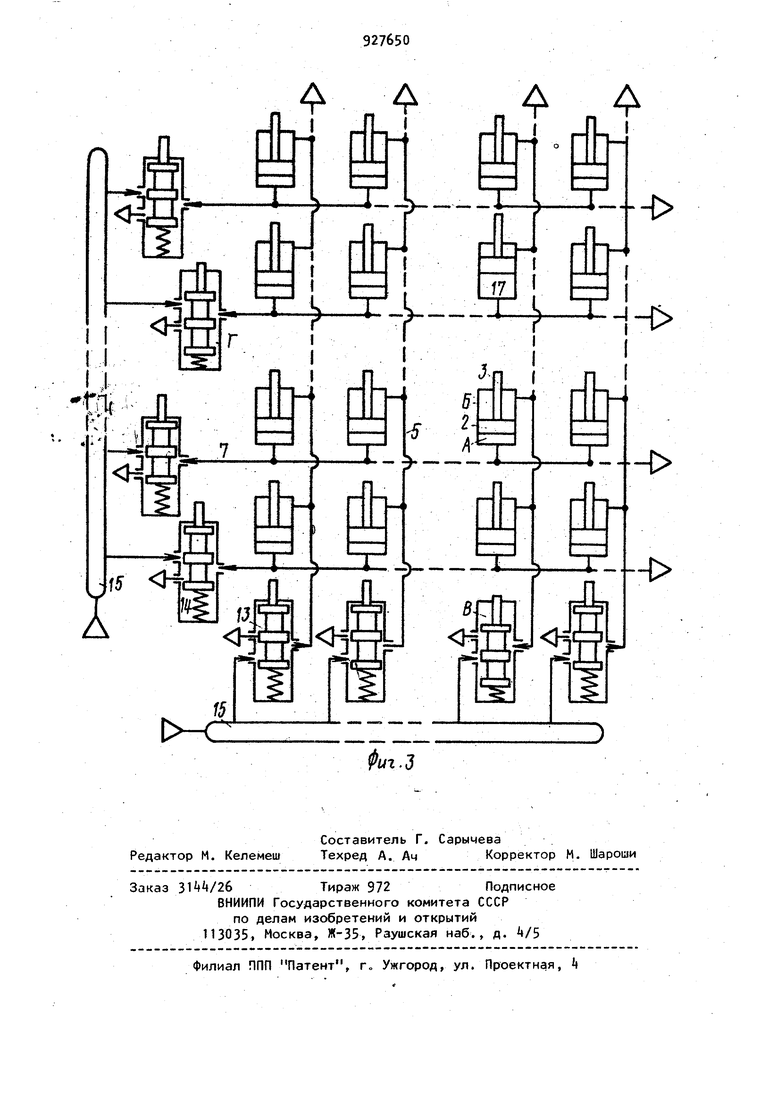
Недостаток этого устройства - усложнение устройства при увеличении рядов обслуживаемых ячеек. Цель изобретения - упрощение конструкции. Цель достигается тем, что штоковые полости цилиндров.каждого, преимущественно, продольного ряда связаны с общим каналом питания, подключенным к источнику сжатого воздуха через нор мально открытый клапанный элемент, а бесштоковыё полости цилиндров каждого преимущественно, поперечного ряда свя заны с другим общим каналом питания, подключенным к источнику сжатого воздуха через нормально закрытый клапанный элемент. При этом на-конце каждог из каналов питания может быть установ лен переходный штуцер. На фиг. 1 изображено предлагаемое устройство (коммутация блоков пневмоцилиндров по модульному принципу и возможное расположение пневмоцилиндров), вид сверху; на фиг, 2 - разрез А-А на фиг,1; на фиг, 3 - схема коммутации пневмоцилиндров, клапанных элементов и источника сжатого воздуха Устройство содержит корпус 1, в котором размещены пневматические цилиндры двухстороннего действия 2, соетоящие из поршня со штоком 3, выполняющим функции толкателя, бесштоковой полости А и штоковой полоОсти Б. В верхней крышке k выполнен канал питания 5, соединяющий штоковые полости пневмоцилиндров, расположенных в каждом продольном ряду. В нижней крышке 6 есть канал питания 7, соединяющий бесштоковыё полости пневмоцилиндров, расположенных в каждом поперечном ряду. Корпус и крышки соединены между собой клеем и винтами (не показаны). Штуцеры 8 служат для подключения каналов питания к системе управления, переходные штуцера 9, которыми снабжены концы каналов 7 и 5 - для коммутации блоков пнев 1оцилиндров между собой по модульному принципу. На верхнюю крышку устанавливается сменный стеллаж 10 с изделиями 11, находящимися в ячейках 12. Система управления устройства содержит нормально открытые клапанные элементы 13, подключенные к каждому продольному каналу питания токовых полостей, и нормально эакры тые клапанные элементы 1, подключенные к каждому поперечному каналу питания бесштоковых полостей. Количество клапанных элементов равно коичеству соответствующих каналов пидимо подать управляющий сигнал на нормально открытый и нормально закрытый клапанные элементы, соответствующие тому продольному и поперечному ряду, на пересечении которых находится пневмоцилиндр, который должен сработать. При этом происходит сброс в атмосферу давления питания во всех штоковых полостях пневмоцилиндров, расположенных в продольном ряду, а также подается давление питания во все бесштоковыё полости пневмоцилиндров, расположенны в поперечном ряду, и перемещается вверх (срабатывает) только толкатель пневмоцилиндра, находящегося на пересечении этих двух рядов, так как в остальных пневмоцилиндрах отсутствует давление питания в бесштоковых полостях, или оно уравновешено более высоким давлением в штоковой полости, что пpeпятctвyeт срабатыванию.
Например, для срабатывания пневмоцилиндра 17 необходимо подать сигналы на клапанный элемент в продольном ряду В и на.клапанный элемент в поперечном ряду Г.
Для возвращения пневмоцилиндра в первоначальное состояние управляющие сигналы снимаются, происходит сброс .давления в атмосферу из бесштоковых ;полостей и подача давления в штоковые тания. Все клапанные элементы соединены со стабилизированным источником сжатого воздуха 15. Коммутация клапанных элементов и блоков цилиндров, а также коммутация блоков пневмоцилиндров между собой осуществляется посредством трубок 6. Если используется только один блок цилиндров, то вместо переходного штуцера в канале питания ставится заглушка (не показана). Устройство работает следующим образом. В исходном состоянии управляющий сигнал на клапанных элементах отсутствует и, следовательно, во все штоковые полости Б цилиндров 2 подается давление питания, а по всех бесштоковых полостях А оно отсутствует. Все поршни по штоками (толкателями) 3 находятся в крайнем нижнем положении. Для выдачи требуемого изделия, адрес (координаты) которого известен, необходимо, чтобы сработал соответствующий пневмоцилиндр и своим штоком (толкателем) выдвинул его изячейки стеллажа 10. Для этого необхополости пневмоцилиндров, толкатель пневмоцилиндра опускается вниз. Конструктивное исполнение штоковы полостей пневмоцилиндров, расположен ных в каждом продольном ряду, сообще ными одним каналом, подключенным к нормально открытому входу клапанного элемента, а бесштоковых полостей пне моцилиндров, расположенных в каждом поперечном ряду, сообщенными другим каналом, подключенным к нормально закрытому входу клапанного элемента, выгодно отличает предлагаемую конструкцию от известной, так как позво ляет существенно уменьшить количест.в распределительной и логической пневм аппаратуры, необходимой для управления работой устройства, значительно упрощается настройка и облегчается управление выдачей требуемого издели с заданным адресом из значительного количества изделий, находящихся в мн горядно расположенных ячейках стеллажа. Выполнение пневмоцилиндров в виде блока в одном общем корпусе, продольных каналов питания, соединяю щих штоковые полости, в одной общей верхней крышке, а поперечных каналов сообщающих бесштоковые полости - в нижней, существенно уменьшает габаРИТЫ предлагаемого устройства по сра нению с известным при равном с ним количестве пневмоприводов, исключает необходимость применения различной пневматической арматуры. Исполнение продольных и поперечных каналов пита ния сквозными и снабженными переходными штуцерами позволяет осуществить модульный принцип построения устройства из типовых блоков пневмоцилиндров, стыкуя их между собой, и тем самым увеличить число исполнительных органов до любого требуемого количества при незначительном увеличении управляющих клапанов элементов. Так как наиболее рациональной конструкцией устройства является такая, KOI да количество продольных и поперечных рядов одинаково (обозначим количество одних из рядов - X), .то для 2ег управления X пневмоцилиндрами необходимо всего 2Х клапанных элементов. Все это существенно упрощает констру цию предлагаемого устройства в целом и расширяет возможности его применения при автоматизации адресования или компектования изделий, делает его более универсальным и дешевым, чем известное, и позволяет использовать его при выдаче из многорядно расположенных ячеек. Использование предлагаемого устройства для выдачи изделий с заданным адресом наиболее эффективно при автоматизации технологического процесса сборки точных соединений, когда собираемые изделия предварительно рассортированы на размерные группы и находятся в ячейках стеллажей в произвольном порядке, а для комплектования узлов необходимо производить выборку требуемых деталей по известному адресу (координатам) их ячейки, который был записан,например, в ЭВМ при сортировке. При этом количество изделий в ячейках стеллажей исчисляется сотнями штук. Внедрение предлагаемого устройства практически исключает возможность неправильного подбора изделий при их комплектовании в прецизионный узел, существенно уменьшает количество используемой распределительной пневмоаппаратуры и логических элементов управления пневмоприводами; позволяет осуществлять управление как в полуавтоматическом,так и в автоматическом режиме при подключении к ЭВМ. Кроме того, внедрение предлагаемого изобретения не влечет за собой существенных затрат, так как оно конструктивно просто, клапанные элементы в зависимости от режима рыботы устройства могут быть выбраны из типажа аппаратуры пневмоавтоматики, выпускаемой промышленностью. Формула изобретения 1. Устройство для поштучной выдачи изделий с заданным адресом, преимущественно из стеллажа со сквозными ячейками, содержащее исполнительные органы в виде пневмоцилиндров, установленных в ряды соосно ячейкам и связанных через систему управления посредством каналов питания, и клапанные элементы с источником сжатого воздуха, отличающееся тем, что, с целью упрощения конструкции , штоковые полости цилиндров каждого, преимущественно продольного, ряда, связаны с общим каналом питания, подключенным к источнику питания сжатого воздуха «4ерез нормально открытый клапанный элемент, а бесштоковые полости цилиндров каждого,
преимущественно, поперечного ряда связаны с другим общим каналом питания, подключенным к источнику сжатого воздуха через нормально закрытый клапанный элемент.
2. Устройство по п.1,0 тл и чающееся тем, что на конце каждого из каналов питания установлен переходный штуцер.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № , кл. В 65 G 1/02, 1973.
2.Герц Е.В., Зенченко В.П. и Крейнина Г.В. Синтез пневматических приводов. М., Машиностроение, 1966, с. 77-79 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ ИЗДЕЛИЙ | 2000 |
|
RU2191731C2 |
| Система управления пневматическим манипулятором | 1978 |
|
SU943647A1 |
| АВТОМАТИЗИРОВАННЫЙ СТЕНД ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ | 1998 |
|
RU2141634C1 |
| Пневмогидравлическое программное дозирующее устройство для управления гидроцилиндром | 1983 |
|
SU1140099A1 |
| Устройство управления пневмоцилиндрами | 1982 |
|
SU1115038A1 |
| УСТРОЙСТВО ДЛЯ ПОВЫШЕНИЯ ПРОХОДИМОСТИ КОЛЕСНОЙ МАШИНЫ, ОСНАЩЕННОЙ СИСТЕМОЙ РЕГУЛИРОВАНИЯ ДАВЛЕНИЯ ВОЗДУХА В ШИНАХ | 2023 |
|
RU2803432C1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Устройство для зачистки проката | 1981 |
|
SU1090462A1 |
| ЭЛЕКТРОПНЕВМАТИЧЕСКИЙ МОДУЛЬ ДЛЯ ПРИВОДА ОТКРЫВАНИЯ ДВЕРЕЙ ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2249662C1 |
| УСТРОЙСТВО ДЛЯ ЗАБИВКИ И ВЫБИВКИ КЛИНЬЕВ ШТАМПОВОЧНЫХ И КОВОЧНЫХ МОЛОТОВ | 1967 |
|
SU224995A2 |
IT tr tr 1Г 1Г1Г tr IT
Фи1.1
I
а
.Л .
rvl
-5
