(5) СМАЗКА ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU679620A1 |
| КОНЦЕНТРАТ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД | 2002 |
|
RU2230777C1 |
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU679619A1 |
| Состав для удаления остатков флюсов | 1977 |
|
SU671965A1 |
| Способ изготовления волокон | 1985 |
|
SU1274883A1 |
| Способ подготовки заготовок для прессования | 1978 |
|
SU763015A1 |
| Способ получения полых изделий и устройство для его осуществления | 1988 |
|
SU1701416A1 |
| Смазка для холодной обработки металлов давлением | 1968 |
|
SU444374A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2010 |
|
RU2477307C2 |
| СМАЗКА ТЕХНОЛОГИЧЕСКАЯ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2008 |
|
RU2497936C2 |
I
Изобретение относится к обработке металлов давлением и может быть использовано в промышленности для обеспечения процесса холодной деформации металлов гидроэкструзией.
Для обработки тантала способом гидроэкструзии известны смазки на основе связующего, порошка металла и соли молочной или бензойной кислоты и металла, имеющего t пл. 231 СП и Г2.
Недостатками этих смазок являются необходимость отжига тантала перед обработкой, необходимость нанесения на заготовки оксидных покрытий и фосфорных покрытий на матрицы.
Эти недостатки обусловлены тем, что химическая активность солей молочной и бензойной кислот недостаточна для образования смазывающих веществ при взаимодействии их непосредственно с металлом заготовки или мат рицы.
Известны смазки для обработки металлов давлением на основе минерального масла, алюминиевой пудры и олеиновой кислоты 3.
Недостатком этой смазки является слабая химическая активность, неспособность состава взаимодействовать с поверхностью тантала.
Наиболее близкой по составу к предлагаемой является смазка для обработки металлов давлением, представляющая собой растительное масло .
Однако указанное растительное масло служит только в качестве среды, передающей давление и требует дополнительных смазочных покрытий на заготовке и матрице для осуществления процесса гидроэкструзии.
Цель изобретения - упрощение обjQ работки металлов, которое заключается в снижении трудоемкости предварйГтельной обработки за счет устранения операций отжига и нанесение покрытий на заготовку.
Поставленная цель достигается тем, что смазка для обработки металлов на основе растительного масла, дополнительно содержит карбоновую кислоту и галогенид металла с t рд металла 231- 19 С при следующем содержании компонентов, весД: Галогенид металла с tf, металла 231 4190С2,5-8
Карбоновая кислота2-9Растительное маслоОстальноеИспользуемые галог.ениды металлов нетоксичны и наиболее энергично взаимодействуют с поверхностью тантала и металла матриц.
Наибольшая химическая активность галогенида проявляется в способности к восстановлению легкоплавкого металла без посредства порошка металла восстановителя. При этом восстановленный легкоплавкий металл достаточно прочно удерживается на поверхности матркцы и заготовки, эффективно экранирует их друг от друга, что позволяет отказаться от нанесения покрытий и отжига заготовок.
Восстановление легкоплавкого металла быстро происходит в кислой среде в присутствии карбоновой кислоты, в качестве которой может быть испольИспытания смазок
Касторовое 100
масло
Касторовое 100 масло
Подсолнечное масло 100
Хлопковое 100 масло
Висмут бензоат 7,5
зована олеиновая, капроновая, уксус ная и-др.
Указанные кислоты облегчают растворение галогенида легкоплавкого металла в процессе обработки.
Растительное масло является основой состава. Наиболее предпочтительным является подсолнечное масло, потому что в нем галогенид легкоплавкого металла лучше растворяется.
Для приготовления рабочей жидкости-смазки берут галогенид легкоплавкого металла, смешивают его с карбоновой кислотой, например с олеиновой и нагревают полученный состав до УО-ЮО С до растворения соли. Полученный раствор добавляют при перемешиваниу к растительному маслу.
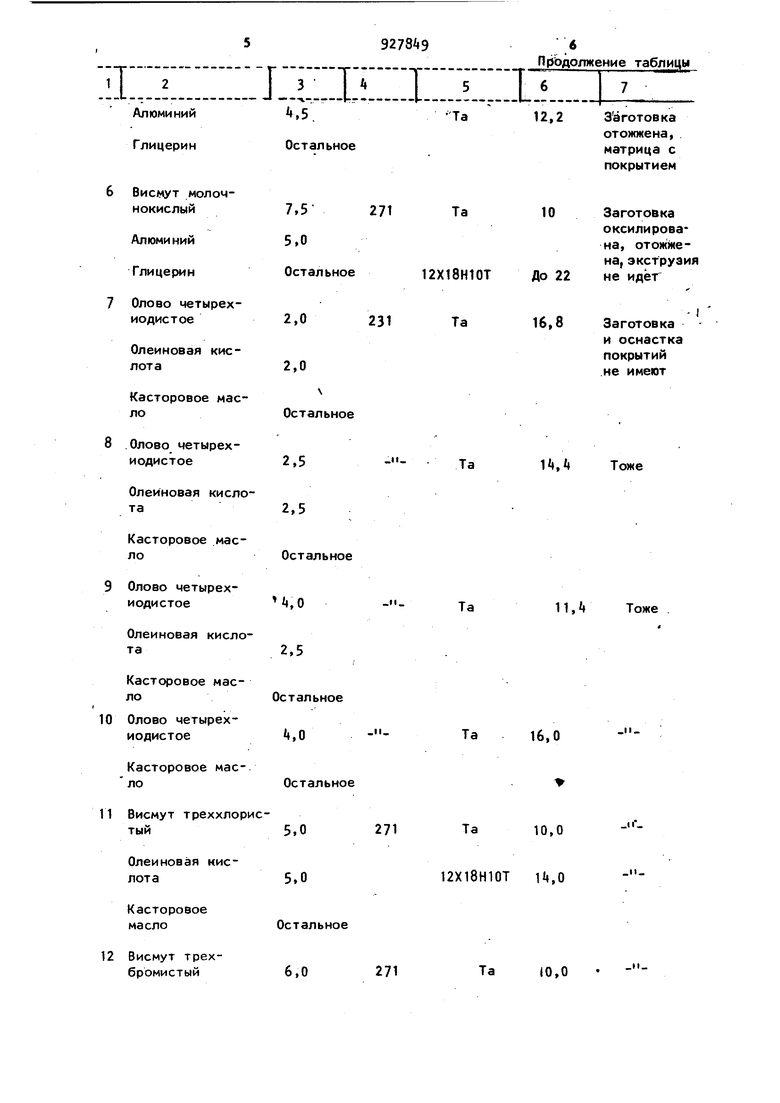
В таблице приведены составы смазок и результаты их испытаний.
Составы используют для гидроэкструзии заготовок диаметром 9 5 мм из стали марки 12Х18Н10Т, ШХ15 через матрицу с диаметром 6 мм, а также тантала диаметром 7 мм через матри,цу с диаметрам калибрующего отверстия 4 мм. Твердость тантала 182 . На заготовки и матрицу никакие покрытия не наносят, специальных смазок не используют.
Аналогичные результаты, указанные в таблице получены при замене олеиновой кислоты капроновой.
До 22 Экструзия
Та не идет
12Х18Н10Т - Тоже
12Х18Н10Т - ШХ15
12Х18Н1бТ .
59273 19
Олеиновая кислота2,5
Касторовое маслоОстальное10 Олово четырех.0 иодистое Касторовое мае ло Остальное 11 Висмут треххлористый5.0 Олеиновая кис5.0 лота Касторовое Остальное масло 12 Висмут трех6,0 271 бромистый
ч
Продолжение таблицы 271 а10,0 8Н10Т 11,О
Олеиновая кислота8,0
Хлопковое масОстальное
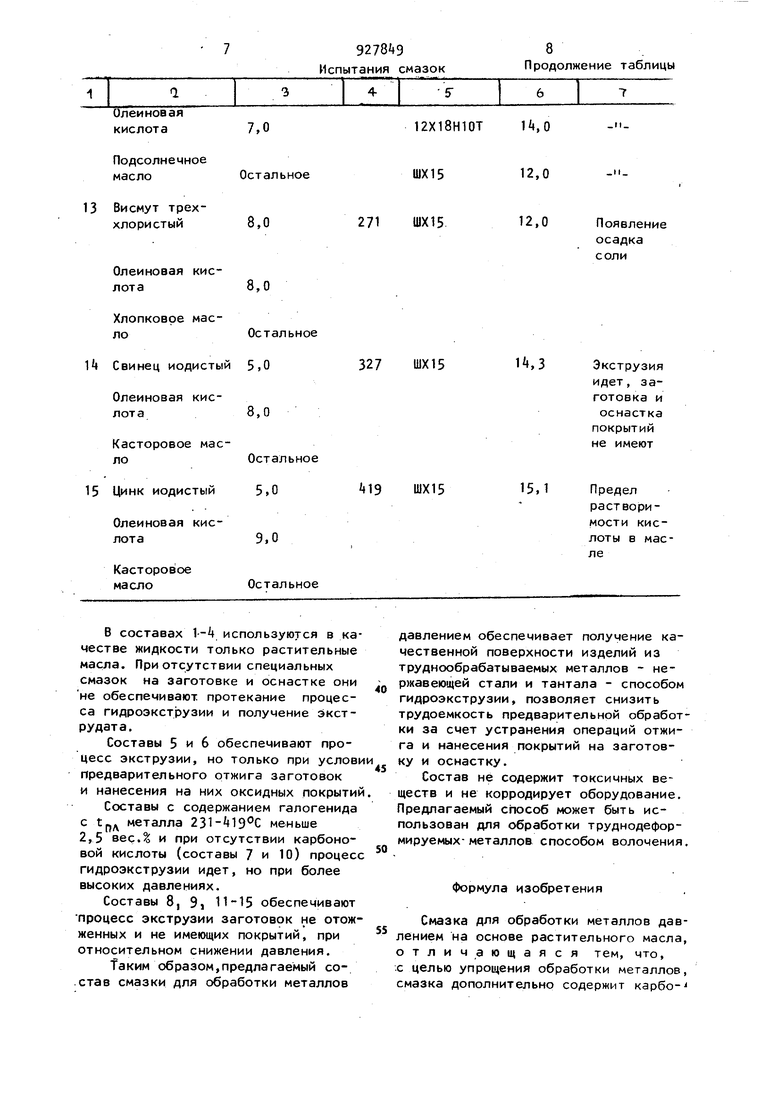
ло В составах 1--4 используются в ка честве жидкости только растительные масла. При отсутствии специальных смазок на заготовке и оснастке они не обеспечивают протекание процесса гидроэкст|эузии и получение экструдата. Составы 5 и 6 обеспечивают процесс экструзии, но только при услови предварительного отжига заготовок и нанесения на них оксидных покрытий Составы с содержанием галогенида с tf,y металла 231-t19°C меньше 2,5 вес. и при отсутствии карбоновой кислоты (составы 7 и 10) процесс гидроэкструзии идет, но при более высоких давлениях. Составы 8, 9, 11-15 обеспечивают процесс экструзии заготовок не отожженных и не имеющих покрытийj при относительном снижении давления. Т а КИМ об ра 3 ом,предла гаемый со .став смазки для обработки металлов
осадка соли давлением обеспечивает получение качественной поверхности изделий из труднообрабатываемых металлов - нержавеющей стали и тантала - способом гидроэкструзии, позволяет снизить трудоемкость предварительной обработки за счет устранения операций отжига и нанесения покрытий на заготовку и оснастку. Состав не содержит токсичных веществ и не корродирует оборудование. Предлагаемый способ может быть использован для обработки труднодеформируемых- металлов способом волочения. Формула изобретения Смазка для обработки металлов давлением на основе растительного масла, отличающаяся тем, что, с целью упрощения обработки металлов, смазка дополнительно содержит карбо9 9278 910
новую кислоту и галогенид металла1. Авторское гйидетепбство СССР
с температурой плавления металлаК 679619. кл. С ЮМ 7/02, 1979. при следующем содержании
компонентов, вес.%:2. Авторское cвидeteльcтвo СССР
Карбоновая кислота 2 - 95 К 679620, кл, С 10 М 7/02, 1979. Галогенид металла
с температурой плав- 3. Авторское свидетельство СССР
ления металла 231 -If 521306, кл. С 10 М 5/02, 1976.
2,5-8k. Механические свойства материаРастительное масло ОстальноеЮ лов под высоким давлением. Под ред.
Источники информации,Х.Л.Пью. М., Мир, 1973 вып. 2,
принятые во внимание при экспертизес. 70 (прототип).
