(54) СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
ческих процессов, с получением высоко1Ч) качества обрабатываемой поверхности при деформации с вытяжкой более 5.
Поставленная цель достигается тем, что смазка, содержащая связующее и порошок металла, дополнительно содержит бензоат металла, имеющего т.пл. 231-419°С. Состав смазки вес.%: Бензоат металла4,5-10,5
Порошок металла3,5-6,0
Связующее,До 100
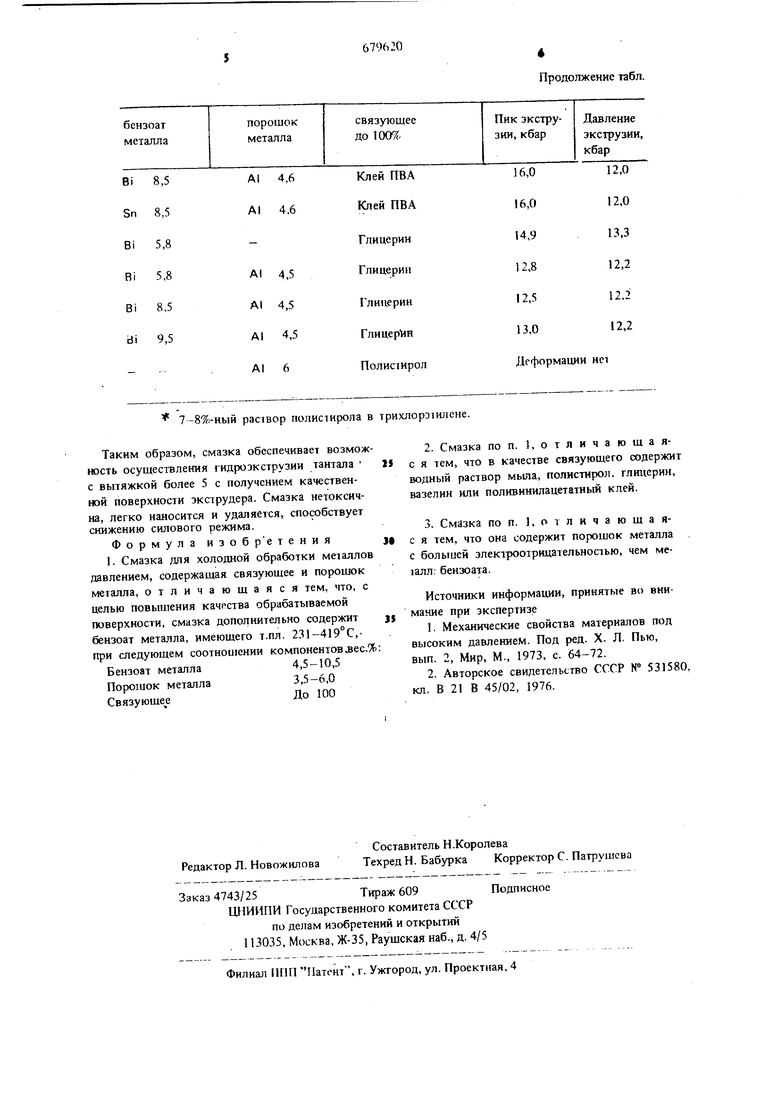
В качестве связующего желательно использовать водный раствор мыла, полистирол, глицерин, вазелин .или поливинилацетатный клей (клей ПВА). Кроме того, целесообразно использовать порошок металла с большей электроотрицательностью, чем металла бензоата.
Используемые соли не вступают в экзотерьдаческую реакцию с металлом - восстановителем, порошком металла, входящим в состав оиазки. При использовании в качестве связующего глицерина смазку готовят растворением бензоата металла в нагретом глицерине. При использовании других связующих смазку готовят смещением компонентов при обычной температуре. Затем в полученную смесь вводят порошок металла.
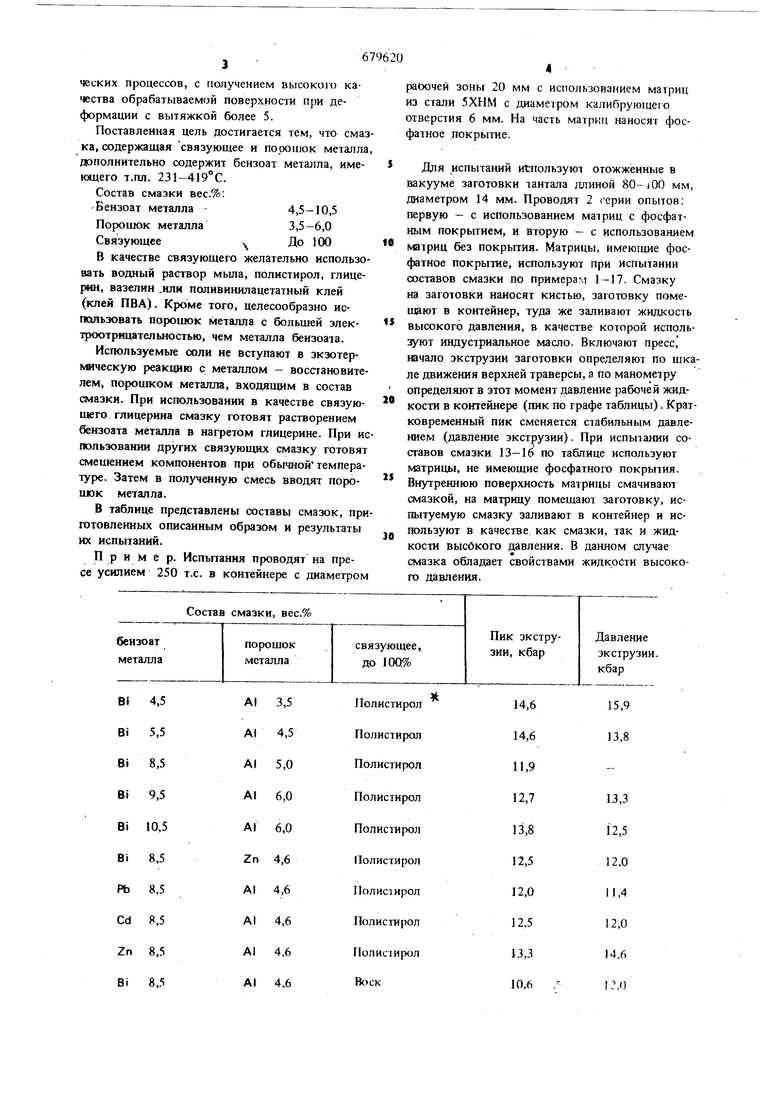
В таблице представлены составы смазок, приготовленных описанным образом и результаты их испытаний.
Пример. Испытания проводят на пресе усилием 250 т.е. в контейнере с диаметром
рабочей зоны 20 мм с испо/вьзованием матриц из стали 5ХНМ с диаметром калибрующего отверстия б мм. На часть матрип наносят фосфатное покрытие.
Для испытаний игпользуют отожженные в вакууме заготовки тантала длиной 80-lOO мм, диаметром 14 мм. Проводят 2 серии опытов: первую - с использованием матриц с фосфатным покрытием, и вторую - с использованием матриц без покрьггия. Матрицы, имеющие фосфатное покрытие, используют при испытании составов смазки по примерам 1-17. Смазку на заготовки наносят кистью, заготовку помещают в контейнер, туда же заливают жидкость высокого давления, в качестве которой используют индустриальное масло. Включают пресс, начало экструзии заготовки определяют по шкале движения верхней траверсы, а по манометру определяют в зтот момент давление рабочей жидкости в контейнере (пик по графе таблицы). Кратковременный пик сменяется стабильным давлением (давление экструзии). При испытании составов смазки 13-16 по таблице используют матрицы, не имеющие фосфатного покрытия. Внутреннюю поверхность матрицы смачивают смазкой, на матрицу помещают заготовку, испытуемую смазку заливают в контейнер и используют в качестве, как смазки, так и жидкости высокого давления. В данном случае смазка обладает свойствами жидкости высокого давления.
7 -8%-ный paciBop полистирола в трихлорэ1илене.
Таким образом, смазка обеспечивает возможность осуществления гидроэкструзии тантала с вытяжкой более 5 с получением качественной поверхности экструдера. Смазка нетоксична, легко наносится и удаляется, способствует снижению силового режима.
Формула изоб ре тения 1. Смазка для холодной обработки металлов давлением, содержащая связующее и порошок металла, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности, смазка дополнительно содержит бензоат металла, имеющего т.пл. 231-419°С, при следующем соотношении компонентовjBec.% Бензоат металла4,5-10,5
Порошок металла3,5-6,0
СвязующееДо
2.Смазка поп. Котличающаяс я тем, что в качестве связующего содержит водный раствор мыла, полистирол, глицерин, вазелин или поливинилацетатный клей.
3.Смазка по п. 1, о т л и ч а ю ш а яс я тем, что она содержит порюшок металла с большей электроотрицательностью, чем ме1алл: бензоата.
Источники информации, принятые во внимание при экспертизе
1.Механические свойства материалов под высоким давлением. Под . X. Л. Пью, вып. 2, Мир, М., 1973, с. 64-72.
2.Авторское свидетельство СССР № 531580 кл. В 21 В 45/02, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU679619A1 |
| Смазка для обработки металлов давлением | 1979 |
|
SU927849A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА И СВЯЗАННЫЙ КРАХМАЛОМ ЛИСТ (ВАРИАНТЫ) | 1997 |
|
RU2172749C2 |
| ЭЛЕКТРОПРОВОДЯЩАЯ СМАЗКА "СУПЕРКОНТ" | 1993 |
|
RU2046412C1 |
| ПРОДУКТ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2013 |
|
RU2536820C1 |
| ЭЛЕКТРОПРОВОДЯЩАЯ КОМПОЗИЦИЯ ДЛЯ РЕЗИСТИВНОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА, РЕЗИСТИВНЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2082239C1 |
| Полимерцементная смесь | 1978 |
|
SU804601A1 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
| Исходный материал для листа для вакуумного формования, лист для вакуумного формования, способ получения этого листа и способ получения формованного изделия | 2014 |
|
RU2674949C2 |
