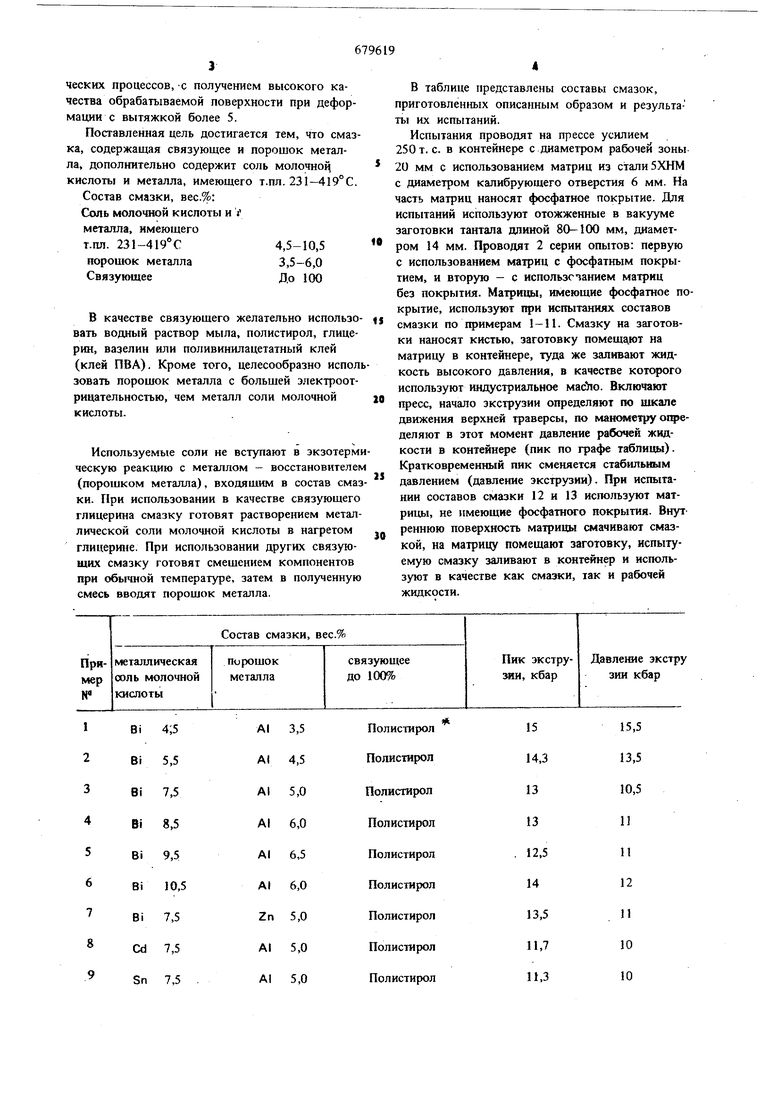
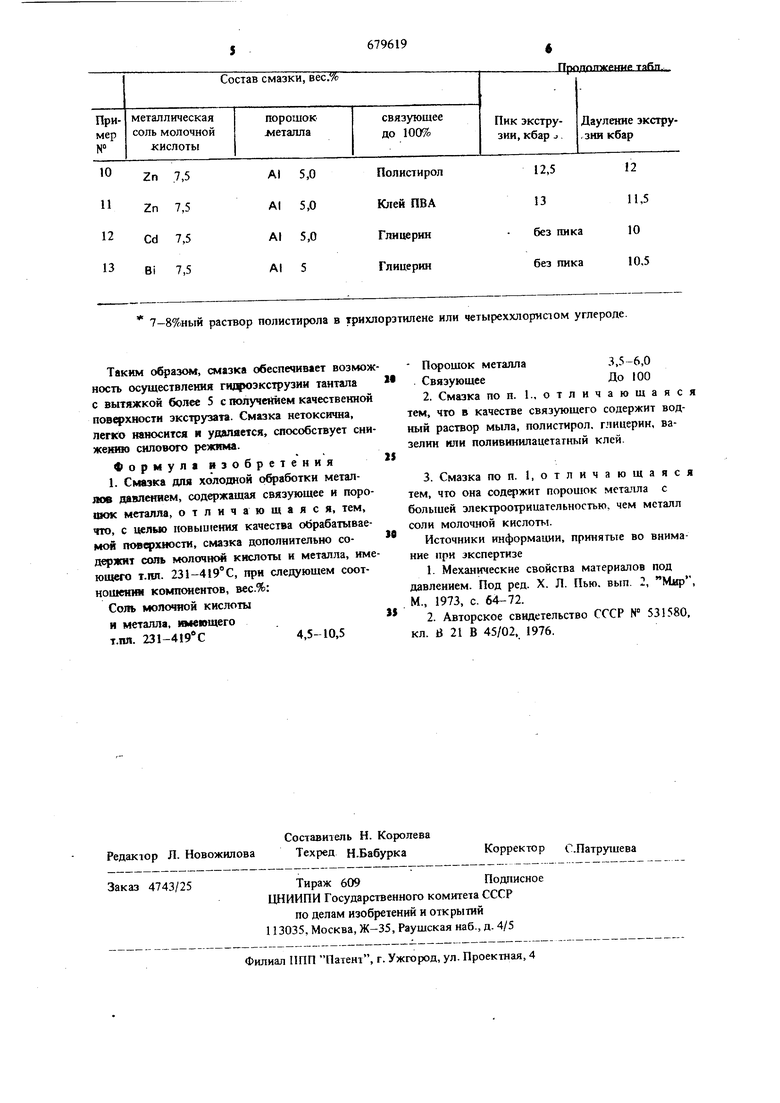
ческих процессов, с получением высокого качества обрабатываемой поверхности при деформации с вытяжкой более 5. Поставленная цель достигается тем, что смазка, содержащая связующее и порошок металла, дополнительно содержит соль молочно кислоты и металла, имеющего т.пл. 231-419°С. Состав смазки, вес.%: Соль молочной кислоты и I металла, имеющего т.пл. 231-419°С4,5-10,5 порошок металла3,5-6,0 СвязующееДо 100 В качестве связующего желательно использо вать водный раствор мыла, полистирол, глицерин, вазелин или поливинилацетатный клей (клей ПВА). Кроме того, целесообразно испол зовать порошок металла с большей электроотрицательностью, чем металл соли молочной кислоты. Используемые соли не вступают в экзотерм ческую реакцию с металлом - восстановителем (порошком металла), входящим в состав смаз ки. При использовании в качестве связующего глицерина смазку готовят растворением металлической соли молочной кислоты в нагретом глицерине. При использовании других связующих смазку готовят смещением компонентов при обычной температуре, затем в полученную смесь вводят порошок металла. В таблице представлены составы смазок, приготовленных описанным образом и результаты их испытаний. Испытания проводят на прессе усилием 250т. с. в контейнере с диаметром рабочей зоны 20 мм с использованием матриц из стали5ХНМ с диаметром калибрующего отверстия 6 мМ. На часть матриц наносят фосфатное покрытие. Для испытаний используют отожженные в вакууме заготовки тантала длиной 80-100 мм, диаметром 14 мм. Проводят 2 серии опытов: первую с использованием матриц с фосфатным покрытием, и вторую - с использованием матриц без покрытия. Матрицы, имеющие фосфатное покрытие, используют при испытаниях составов смазки по примерам 1-11. Смазку на заготовки наносят кистью, заготовку помеща.ют на матрицу в контейнере, туда же заливают жидкость высокого давления, в качестве которого используют индустриальное . Включают пресс, начало экструзии определяют по ижале движения верхней траверсы, по манометру определяют в зтот момент давление рабочей жидкости в контейнере (пик по графе таблицы). Кратковременный пик сменяется стабильшлм давлением (давление экструзии). При испытании составов смазки 12 и 13 используют матрицы, не имеющие фосфатного покрытия. Внут реннюю поверхность матрицы смачивают смазкой, на матрицу помещают заготовку, испытуемую смазку заливают в контейнер и используют в качестве как смазки, так и рабочей жидкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1978 |
|
SU679620A1 |
| Смазка для обработки металлов давлением | 1979 |
|
SU927849A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1987 |
|
SU1456459A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2005 |
|
RU2298581C2 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| ПРОДУКТ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2013 |
|
RU2536820C1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU960231A1 |
| Смазка для холодного волочения металлов | 1982 |
|
SU1097651A1 |
| Способ подготовки поверхности заготовки к волочению | 1980 |
|
SU1068198A1 |
| ЭЛЕКТРОПРОВОДЯЩАЯ СМАЗКА "СУПЕРКОНТ" | 1993 |
|
RU2046412C1 |
3,5
4,5
5,0
6,0
6,5
6,0
5,0
5,0
5,0
15,5
15
13,5
14,3
10,5
13
11
13
11
12,5
12
14
11
13,5
10
11,7
10
11,3 Таким образом, алазкл обеспечивает возмо ность осуществления гицроэкструзии тантала с вытяжкой более 5 с получением качественной поверхности экструзата. Смазка нетоксична, легко наносится и удаляется, способствует сни жешоо силового режима. Формула изобретения 1. Смазка для холодаой обработки металлов давлением, содержащая связующее и поро шок металла, отличающаяся, тем, что, с целью повышения качества обрабатываемой тиаерхности, смазка дополнительно содержит соль молочной кислоты и металла, им ющего т.ип. 231-419°С, при следующем соотношеню компонентов, вес.%: Соль молочной кислоты И металла, юмющего т.пп. 231-419С 4,5-10,5 - Порошок металла3,5-6,0 СвязующееДо 100 2.Смазка по п. 1., отличающаяся тем, что в качестве связующего содержит водный раствор мыла, полистирол, глицерин, вазелин или поливинилацетатный клей. 3.Смазка по п. 1, отличающаяся тем, что она содержит пороиюк металла с большей электроотрицательностью, чем металл соли молочной кислоты. Источники информации, принятые во внимание при экспертизе 1.Механические свойства материалов под давлением. Под ред. X. Л. Пью, вып. 2, Мир, М., 1973, с. 64-72. 2.Авторское свидетельство СССР № 531580, кл. В 21 В 45/02, 1976.
