Изобретение относится к обработке металлов давлением, а именно к исследованию процессов деформирования металлических заготовок.
По основному авт. св. W 724913 известен монтажный стержень для исследования процесса деформирования Металлических заготовок, содержащий шток, выполненный в виде втулки с наружной и внутренней резьбой, а также набор калиброванных шайб, размещенных в нем и связанных с ним резьбовым соединением 1.
Недостатком известного монтажного стержня является невысокая точность измерения, так как при использовании известной конструкции стержня непредставляется возможным точно определить местоположение в отштампованном изделии средней части стержня исходной заготовки ввиду неравномер 1Ости угла металла с наружной и внутренней стороны заготовки, высокой степени деформации заготовки. При проектировании технологии и инструмента деформирования при штамповке крупногабаритных изделий характер течения металла с наружной и внутренней стороны заготовки имеет большое значение с точки зрения оптимиэации технологии и оборудования для снижения поверхностных дефектов изделия.
Целью изобретения является повышение точности измерения.
С этой целью в монтажном стержне для исследования процесса деформирования металлических заготовок по крайней мере одна из калиброванных
10 шайб, установленных в средней части стержня, выполнена из материала, обладающего иной травимостью чем остгшьные.
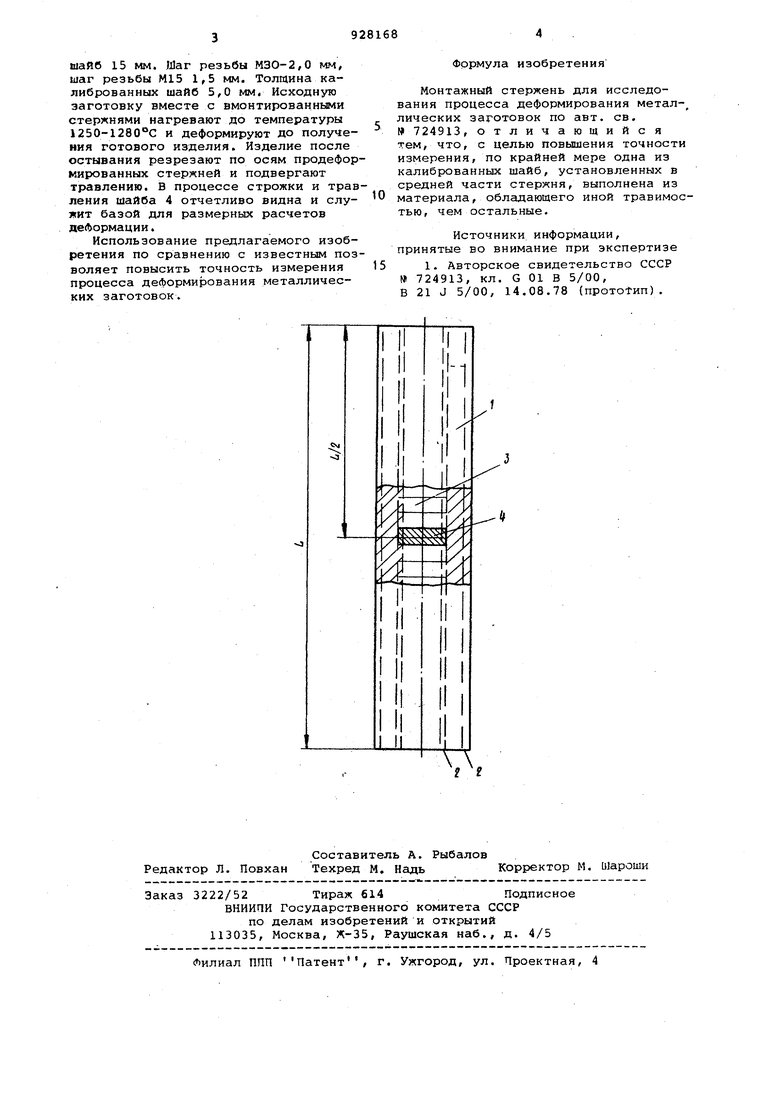
На чертеже изображена конструк15ЦИЯ монтажного стержня.
Монтажный стержень для исследования процесса деформирования металлических заготовок содержит шток 1, выполненный в виде втулки длиной L
20 с наружной и внутренней резьбой 2. Во втулку ввинчены калиброванные шайбы 3. На середине высоты штока I (L/2) ввинчивается шайба 4 из спецстали с иной по сравнению с остальными травимостью структур металла.
Пример. Диаметр и высота исходной заготовки соответственно 500 и 320 мм. Высота монтажных стержней 320 мм. Наружный диаметр корпуса
30 стержня 30 мм, внутренний его диаметр 15 мм. Диаметр калиброванных
шайб 15 мм. Шаг резьбы МЗО-2,0 мм, шаг резьбы Ml5 1,5 мм. Толщина калиброванных шайб 5,0 мм. Исходную заготовку вместе с вмонтированными стержнями нагревают до температуры 125О-1280°С и деформируют ДО получения готового изделия. Изделие после остывания резрезают по осям продеформированных стержней и подвергают травлению. В процессе строжки и травления шайба 4 отчетливо видна и слуяит базой для размерных расчетов де(ормации.
Использование предлагаемого изобретения по сравнению с известным позволяет повысить точность измерения процесса деформирования металлических заготовок.
Формула изобретения
Монтажный стержень для исследования процесса деформирования металлических заготовок по авт. св. 724913, отличающийся тем, что, с целью повышения точности измерения, по крайней мере одна из калиброванных шайб, установленных в средней части стержня, выполнена из материала, обладающего иной травимостью, чем остальные.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 724913, кл. G 01 В 5/00, В 21 J 5/00, 14.08.78 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Монтажный стержень для исследования процесса деформирования металлических заготовок | 1978 |
|
SU724913A1 |
| Монтажный стержень | 1980 |
|
SU980909A1 |
| Заклёпка и способ получения неразъёмного заклёпочного соединения деталей, не имеющих двухстороннего подхода к заклепочному шву | 2021 |
|
RU2769143C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2484914C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| Дентальный имплантат и способ его изготовления | 2015 |
|
RU2624169C2 |
| УСТРОЙСТВО ФОРМОВАНИЯ | 2002 |
|
RU2251464C2 |
