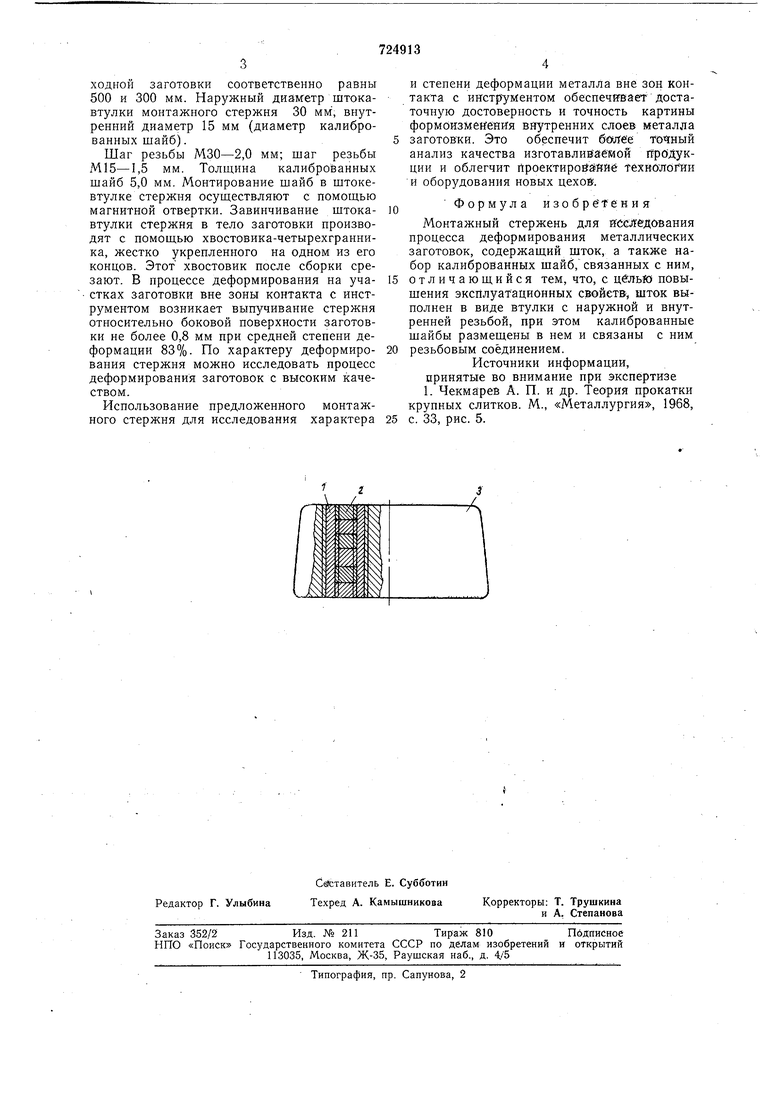
ходной заготовки соответственно равны 500 и 300 мм. Наружный диаметр штокавтулки монтажного стержня 30 мм, внутренний диаметр 15 мм (диаметр калиброванных шайб).
Шаг резьбы МЗО-2,0 мм; шаг резьбы М15-1,5 мм. Толщина калиброванных шайб 5,0 мм. Монтирование шайб в штокевтулке стержня осуш;ествляют с помощью магнитной отвертки. Завинчивание штокавтулки стержня в тело заготовки производят с помощью хвостовика-четырехграиника, жестко укрепленного на одном из его концов. Этот хвостовик после сборки срезают. В процессе деформирования на участках заготовки вне зоны контакта с инструментом возникает выпучивание стержня относительно боковой поверхности заготовки не более 0,8 мм при средней степени деформации 83%. По характеру деформирования стержня можно исследовать процесс деформирования заготовок с высоким качеством.
Использование предложенного монтажного стержня для исследования характера
и степени деформации металла вне зон контакта с инстр ументом обеспечивает достаточную достоверность и точность картины формоизменения внутренних слоев металла заготовки. Это обеспечит 6ufjtee точный анализ качества изготавливаемой продукции и облегчит проектироваййё технологии и оборудования новых цехов.
Формула изобретения
Монтажный стержень для исследования процесса деформирования металлических заготовок, содержащий шток, а также набор калиброванных шайб, связанных с ним, отличающийся тем, что, с цвльЮ повышения эксплуатационных свойетв, шток выполиеи в виде втулки с наружной и внутренней резьбой, при этом калиброванные шайбы размещены в нем и связаны с ним резьбовым соединением.
Источники информации, принятые во внимание при экспертизе 1. Чекмарев А. П. и др. Теория прокатки крупных слитков. М., «Металлургия, 1968, с. 33, рис. 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Монтажный стержень для исследования процесса деформирования металлических заготовок | 1980 |
|
SU928168A2 |
| Монтажный стержень | 1980 |
|
SU980909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ ДВУХФАЗНЫХ (α+β) ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2484914C1 |
| СПОСОБ СНИЖЕНИЯ ПРОЧНОСТНЫХ ХАРАКТЕРИСТИК МЕТАЛЛА СТАЛЬНОЙ ДЛИННОМЕРНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2412773C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ЗАГОТОВОК БОЛТОВ С ДИАМЕТРОМ СТЕРЖНЯ, ПРИМЕРНО РАВНЫМ СРЕДНЕМУ ДИАМЕТРУ РЕЗЬБЫ | 2000 |
|
RU2158650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| УСТРОЙСТВО СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483857C1 |
| ДОЛОТО ДЛЯ БУРЕНИЯ С ОБСАДНОЙ ТРУБОЙ ИЛИ ОБСАДНОЙ КОЛОННОЙ-ХВОСТОВИКОМ И ЕГО ИЗГОТОВЛЕНИЕ | 2017 |
|
RU2719868C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ВНУТРЕННЕЙ ДОРОЖКИ НАРУЖНОГО КОЛЬЦА ШАРИКОПОДШИПНИКА | 2011 |
|
RU2483858C1 |
| МНОГОЭЛЕМЕНТНЫЙ ОБКАТЫВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2297319C1 |
