Предлагаемое изобретение касается формования пологих оболочек в авиастроении, космической технике, кораблестроении, а также в опытных производствах этих отраслей.
Формование изделий из листов и панелей, позволяющее изменять форму заготовки, не изменяя самого устройства, а только задавая положение формующих органов, известно и производится на штыревых оснастках.
Устройства формования, включающие штыревую оснастку, содержат отстоящие основания, связанные по периферии стенками, удерживающими основания от распорных усилий при деформировании материала, и собственно штыревую оснастку, которая состоит из рабочих органов и их приводов, расположенных снаружи камеры формования.
Каждый рабочий орган состоит из двух деформирующих стержней, расположенных соосно и установленных с возможностью их перемещения в камеру формования. Стержни перемещаются линейными двигателями, один из которых позиционный, а другой дифференциальный. Позиционные двигатели выполнены с возможностью задания стержнями формы поверхности обрабатываемого материала, дифференциальные двигатели выполнены с возможностью прижима заготовки стержнями к заданной положениями противостоящих стержней форме.
На оснастках с постоянным взаимодействием формующих стержней и листового материала стержни испытывают значительные боковые усилия, которые приводят к отклонениям торцев стержней. Для уменьшения изгиба стержни выполняют с большими сечениями, и заготовка в зажатом состоянии под нагрузкой перемещается при изменении ее от плоского состояния до криволинейного, при этом в точках касания могут возникать царапины и неустранимые гофры с изломами заготовки, либо стержни рабочих органов испытывают необратимый изгиб.
Этого недостатка лишена штыревая оснастка, содержащаяся в устройстве формообразования по патенту РФ №2216421 В 21 D 11/20 [1].
На этой оснастке зажатие листового материала между торцами стержней рабочего органа осуществляется периодически, поэтому отклонения торцев стержней от оси рабочего органа управляемы, незначительны, лежат в пределах упругости и являются функцией периода зажатия τ и осевого перемещения Δz за период зажатия: ε=ε(τ,Δz), где ε - отклонение торца стержня от оси рабочего органа.
Все разновидности позиционных и дифференциальных двигателей, рассмотренных в [1], имеют подвижную внутреннюю часть, заключенную в неподвижный корпус. При этом осеподвижное звено содержит выступающие за пределы неподвижного корпуса элементы, что не позволяет формующие стержни закреплять непосредственно на выходных звеньях привода; стержни на звенья только опираются, и для обеспечения устойчивости к боковым отклонениям стержень имеет две собственные, независимые от привода, разнесенные опоры, относительно которых он имеет возможность аксиального перемещения.
Этого недостатка лишена оснастка в предлагаемом устройстве формования. Плотность рабочих органов достигается применением малого сечения гидроцилиндров с подвижным корпусом, на котором жестко закреплен формующий стержень. Агрегат, состоящий из подвижного корпуса и формующего стержня на нем, опирается на шток уплотнительным узлом между корпусом и штоком, а второй опорой является отверстие для входа стержня в камеру формования. Это позволяет опоры подвижной части разнести на величину, больше хода гидроцилиндра, и тем самым уменьшить отклонение углового качания подвижной части. Приемлемые отклонения параллельности осей выходных звеньев достигаются не повышенной точностью обработки отверстий и помещаемых в отверстиях деталей, а только разнесением опор на достаточное расстояние.
В предлагаемом устройстве для экономии гидроэнергии предложено применение агрегата, позволяющего применить давление р0, более низкое, чем действующее в силовых гидроцилиндрах рабочего органа при формующих ходах. Эта мера при количестве рабочих органов порядка тысячи и более оправдана, т.к. со стороны позиционного гидродвигателя перемещение состоит из двух составляющих: перемещения холостого хода и перемещения деформирования; с учетом того, что составляющие примерно равны, экономия гидроэнергии существенна.
В предлагаемом устройстве соответственно применению гидроцилиндров с подвижным корпусом предложена и соответствующая конструкция управляемого ограничителя перемещения. Ограничитель и его привод выполнены соосными рабочему органу, а сечение силовых элементов рабочего органа меньше сечения привода ограничителя. Это позволяет обеспечить высокую разрешающую способность системы при задании поточечно каркаса формуемой поверхности, но для использования надежности, силовых элементов в особенности, большой плотности рабочих органов на единицу площади, дешевизны односторонних гидроцилиндров, как силовых, так и гидроцилиндров возврата, экономичности устройства, а также жесткости гидросистемы под нагрузкой, умеренных давлений гидропривода, и широких возможностей управляемости как в периодических режимах, так и при постоянных давлениях, требуется и применение соответствующих оснований штыревой оснастки. Эти качества оказываются бесполезными, если базовые плоские поверхности оснований штыревой оснастки кривые и тем более под нагрузкой прогибаются.
Каждое из оснований представляет плоскую со стороны камеры формования плиту, идентичную в плане плите противоположного основания. Плиты равноотстоят друг от друга. В большинстве известных оснасток по технологическим причинам плиты оснований скреплены между собой стенками с двух сторон. Это позволяет расчетные жесткости плит оснований определять как жесткости балок.
Предполагая, что приводы рабочих органов нагружают плиту более или менее равномерно, прогиб основания определяется нагрузкой  пролетом L между стенками, удерживающими основания от распора, и параметром жесткости q1=bh2/L3, где b - ширина плиты, h - толщина ее.
пролетом L между стенками, удерживающими основания от распора, и параметром жесткости q1=bh2/L3, где b - ширина плиты, h - толщина ее.
В некоторых оснастках основание выполнено из отдельной плиты. При этом размеры устройства определяются размерами поковки или проката толстостенного листа и возможностями его обработки.
Потребности в изделиях, площади которых превышают размеры цельной плиты основания с заданным параметром жесткости q1=bh2/L3, вынуждают при реализации формующих устройств этого типа изготовлять как основания, так и стенки сборными [3].
Возможна сборка основания с большой погрешностью, а затем совместная обработка основания в сборе. Но в этом случае размеры ограничены возможностями обрабатывающего оборудования.
Более широкие возможности имеет принцип обработки по частям с малой погрешностью, а затем части собираются с необходимой точностью. Заманчивым вариантом выполнения формующего устройства для изготовления изделий большой площади является принцип модульности, являющийся частным случаем принципа сборности.
В устройстве [1] предложено фазную подгруппу выполнять из двух однорядных блоков, соединенных по краям стяжками. Такой модуль допускает сборку в устройство произвольной длины, однако достижение идентичного расположения исполнительных механизмов, соединение модулей между собой, меры по образованию оснований с необходимой плоскостностью в [1] не рассматриваются.
Применительно к гидроцилиндрам с подвижным корпусом и закрепленным на корпусе формующим стержнем, в особенности для позиционирующих блоков, достижение необходимой жесткости модуля достигается за счет составляющей h2 в параметре q1=bh2/L3. При ходе гидроцилиндра l высота позиционирующего блока h>3l, т.к. включает винтомоторную группу, толщины полок многополочной балки, размер винтовой пары l1>l и размер силового гидроцилиндра со стрежнем l2>2l.
Точность задания перемещений Δzij формующих стержней выходными звеньями позиционирующего привода оказывается невостребованной, если позиционирующие, а равно и дифференциальные приводы и формующие стержни на них недостаточно точно установлены относительно центров (хij,yij) выхода формующих стержней в камеру формования. Но даже при удовлетворительной точности расположения центров (хij, yij) задание точки (хij, yij, zij) на формуемой поверхности может оказаться неудовлетворительным, если оси выходных звеньев и стержни на них имеют значительные отклонения от геометрических осей рабочих органов, а оси соседних рабочих органов не параллельны. Это влечет неточности εx, εy, εz, и вместо задания точки (xij, yij, zij) реально задана будет другая точка (xij+εx, yij+εy, zij+εz).
Плоскостность, особенно нижнего основания, на котором расположены позиционирующие приводы, должна быть достаточно совершенной, так как сторона нижнего основания, обращенная в сторону камеры формования, используется в качестве нулевой плоскости при задании перемещений 
Для достижения технического результата: изготовления изделий большой площади с рельефом повышенной точности при широком выборе режимов формования, как сами модули, так и их компоновка в основания, и соединение оснований стенками должны иметь малые погрешности, как линейные, так и угловые.
Идентичность модулей по высоте h, по длине L, а также по положению выходных звеньев привода и жестко закрепленных на них формующих стержней, и малые угловые погрешности достигаются применением в качестве неподвижной части модуля рамной конструкции в виде многополочной балки, полками которой являются полосы, а стенками стойки.
Материалом полок может быть полоса, полученная прецизионным прокатом непосредственно, или же полка может быть изготовлена из прокатанного листа. Удовлетворительные точности полок из проката по толщине, а точности стоек по длине, если они выполнены точением, дополняются принципом расположения центров отверстий на поверхности полосы в виде идентичной разметки центров отверстий на всех полках, и выполнением по ним отверстий при соблюдении перпендикулярности их осей к плоской поверхности полки. Эти меры обеспечивают требуемую соосность относительно полок как подвижных элементов, так и неподвижных.
Устойчивость такой конструкции достигается двухрядным зигзагообразным расположением стоек относительно полок и соосностью стоек на соседних полках. Исключение составляют края полок на торцах модулей. Отверстия на краях на каждой из полок отстоят от торцев на равных расстояниях. Конструктивно стойки в середине полок и крайние отличаются. Стойки, отстоящие от торцев полок, имеют длину, равную расстояниям между полками, которые они соединяют, и соосные стойки по обе стороны полки скреплены штифтами, проходящими через сквозные посадочные отверстия в полках и через отверстия с посадочными местами и резьбами в стойках. Стойки на торцах модулей выполнены сквозными и удерживают выемные детали беззазорного соединения, которыми модуль закреплен на силовом поясе, скрепляющим модули в основание с одной стороны и со стенками между основаниями с другой. Размер между полками в области сквозных стоек удерживается проставками.
Выполнение оснований из модулей, содержащих однорядные блоки гидроцилиндров и закрепленных на их подвижных корпусах формующих стержней, налагает определенные требования по замене одних модулей другими, например, при ремонте или профилактической замене уплотнителей разъемов и иных деталей. Модули выполнены с возможностью для каждого выемки и установки без разборки устройства формования.
В силу значительных действующих нагрузок: изгибных на основаниях и растяжения на стенках, разборные соединения выполнены беззазорными по одному или по нескольким направлениям. В конструкциях модулей крепления между полками беззазорные вдоль оси z, а крепления модулей на силовых поясах и крепления сборных стенок между основаниями выполнены беззазорными по х, y, z.
Необходимая точность установки позиционирующих модулей для образования основания достигается выполнением силовых поясов из полосы, на которой с достаточной точностью расположены метки, относительно которых располагаются крепления модулей. Ошибка установки относительно метки при этом не накапливается, как это имеет место при соединении модулей, например, стяжкой шпильками.
В качестве соединений модулей применены самоустанавливающиеся беззазорные соединения конус в конусе, обеспечивающие высокую многократную точность установки.
Аналогично на силовых поясах закреплены и сборные стенки между основаниями. Со стороны камеры формования силовые пояса выполнены двухрядными: один ряд удерживает выемные детали креплений модулей, а другой ряд - выемные детали сборных стенок, удерживающих основания.
При этом жесткость системы рабочих органов и жесткость оснований, на которых система рабочих органов расположена, допускают универсальное использование при выборе режимов деформирования в том смысле, что может быть избрано как деформирование вхолодную, так и с подогревом. При нагретом материале обработки возможно использование как более быстрых режимов пластического деформирования, так и более медленных, в режиме ползучести. По сравнению с режимами деформирования на известных устройствах формования с постоянным поточечным зажатием материала появляются новые возможности, связанные с многофазностью, например, использование не фактора упреждающих прогибов изделия, а упреждающих значений периодической кривизны [3].
Немаловажным фактором среди особенностей устройства формования изделий большой площади, сложного для воспроизведения рельефа поверхности, и точного воспроизведения является управляемый ход позиционного привода в сторону дифференциального, чем обеспечивается бесперебойная работа устройства формования даже в случае несанкционированной остановки некоторых позиционных двигателей многоместного привода, при этом происходит только незначительное уменьшение точности формы при выходе из строя подмножества рабочих органов. При этом неважно, в периодическом режиме используется устройство или в постоянном.
Перечисленные полезные эффекты, не характерные для известных формующих устройств, и конструктивные особенности этих устройств, позволяющие получить эти эффекты, не известные в применяемых устройствах формования со штыревыми оснастками, позволяют утверждать, что предлагаемое решение не имеет прототипа.
Устройство формования оболочек с поочередным контактом рабочих органов и областей формуемой заготовки содержит камеру формования, рабочие органы, каждый из которых выполнен в виде двух соосно расположенных стержней, и имеет расположенные с противоположных сторон камеры формования дифференциальный и позиционный гидроприводы, рабочие органы разделены на фазные группы и выполнены с управлением величины их перемещения, а фазные группы разделены на подгруппы, позиционность одного из гидроприводов каждого стержня обеспечена наличием в дифференциальном гидроприводе устройства регламентации прямого хода, дифференциальный гидропривод выполнен в виде линейных гидродвигателей, сообщенных параллельно с фазными магистралями фазных групп рабочих органов, каждый из гидродвигателей состоит из двух силовых гидроцилиндров с противоположным направлением односторонних ходов и механической связью между их осеподвижными корпусами, каждый силовой гидроцилиндр содержит неподвижный шток и подвижный корпус с одним уплотнительным узлом в виде подвижной радиальной опоры, при этом деформирующий стержень закреплен на корпусе силового гидроцилиндра, неподвижной радиальной опорой которого служит вход в камеру формования; возвратный гидроцилиндр выполнен в виде неподвижного ступенчатого вытеснителя и подвижного корпуса, состоящего из двух уплотнительных узлов, соответствующих диаметрам ступенчатого вытеснителя, силовые гидроцилиндры связаны с фазной магистралью посредством отвода с буртиком, расположенного в полом штоке и закрепленного гайкой снаружи донца, в котором предусмотрено отверстие для пропуска конца отвода, опирающегося на донце изнутри буртиком, причем при деформирующих ходах каждая фазная группа со стороны позиционных гидроприводов сообщена с источником давления р1, а со стороны дифференциального гидропривода, дифференциальные двигатели которого совершают вынужденный обратный ход, сообщена с источником давления р2, при этом сечение штоков S1 и S2 соответствующих силовых цилиндров каждого рабочего органа и усилия Р1 и Р2 удовлетворяют неравенствам: Р1>Р2 и (P1-P2)<Р2, где Р1=p1S1, Р2=р2S2; при холостых ходах в режиме формования силовые гидроцилиндры рабочих органов сообщены с источником давления р0, удовлетворяющего неравенству р0<<р2, в фазах покоя силовые гидроцилиндры рабочих органов сообщены со сливом, а их устройства возврата, по меньшей мере со стороны противодавления, сообщены с источником давления р0, со стороны задания формы каждая фазная группа рабочих органов сообщена с источниками давления p1, p2 и сливом через преобразователь постоянных давлений в систему фазных пульсирующих, содержащий гидрораспределители на большие расходы и гидрораспределители с плоским золотником или гидрораспределители серводействия, клапанные коробки, каждая из которых содержит клапан последовательного включения и обратный клапан, группу шаговых двигателей, оси которых связаны с осями поворотных гидрораспределителей с плоским золотником или с гидрораспределителями серводействия, последние связаны с фазными магистралями через клапанные коробки, служащие для заполнения гидропривода при холостых ходах от источника с более низким давлением р0, а при деформирующих ходах - от источника с давлением р1; выход каждого гидрораспределителя серводействия по высокому давлению р1 сообщен со входом клапана последовательного включения давлений р0 и р1, а выход гидрораспределителя серводействия по низкому давлению р0 сообщен с обратным клапаном и через него с основным входом клапана последовательного включения давлений р0 и р1 и его сигнальным входом; выход гидрораспределителя серводействия по сливу и выход клапана последовательного включения давлений р0 и р1 сообщены с фазной магистралью, при этом выходы гидрораспределителей с плоским золотником сообщены с гидрораспределителями на большие расходы; при возвратных ходах входы поворотных гидрораспределителей преобразователя давления р0 в фазное пульсирующие давление сообщены с источником давления р0 и сливом в противофазе с выходами, которые соединены с фазными магистралями устройств возврата силовых гидроцилиндров; со стороны противодавления каждая фазная группа рабочих органов сообщена с источниками пульсирующих давлений р2, р0 и сливом на входах и с источником постоянного давления р2 на выходе через преобразователь фазных давлений в давление р2, содержащий гидрораспределители с плоским золотником или гидрораспределители серводействия, клапанные коробки, каждая из которых содержит клапан последовательного включения и обратный клапан, группу шаговых двигателей, оси которых связаны с осями поворотных гидрораспределителей с плоским золотником или с гидрораспределителями серводействия, последние связаны с фазными магистралями через клапанные коробки, служащие для заполнения гидропривода при холостых ходах от источника с давлением р0, а при деформирующих ходах - от источника с давлением р2; выход каждого гидрораспределителя серводействия по давлению р2 сообщен со входом клапана последовательного включения давлений р0 и р2, а выход гидрораспределителя серводействия по давлению р0 сообщен с обратным клапаном и через него с основным входом клапана последовательного включения давлений р0 и р2, его сигнальный вход сообщен с софазной магистралью со стороны задания формы; выход гидрораспределителя серводействия по сливу и выход клапана последовательного включения давлений р0 и р2 сообщены с фазной магистралью противодавления, при этом выходы гидрораспределителей с плоским золотником сообщены с гидрораспределителями на большие расходы, причем каждое устройство регламентации прямых ходов силовых гидроцилиндров содержит винтовые пары, соосные силовым гидроцилиндрам, при этом каждый из винтов соединен с осью шагового двигателя через муфту предельного момента, каждый винт расположен в двух опорах на его концах, при этом опора со стороны силового гидроцилиндра содержит радиальный подшипник, а с другой стороны - галтель, на которой со стороны резьбы винтовой пары имеется упорный подшипник, гайка винтовой пары выполнена с пазами на ее наружной поверхности для размещения в них тяг и расположена между штоком силового гидроцилиндра и подвижным упором, соединенным тягами с корпусом гидроцилиндра, при этом гайка винтовой пары каждого рабочего органа в фазе сообщения силовых гидроцилиндров со сливом смещена от подвижного упора в сторону подвижного корпуса гидроцилиндра, установленного с возможностью задания его перемещения, а в измерительном режиме гайка смещена в противоположную сторону в фазе сообщения силового гидроцилиндра с насосной станцией. Возможны следующие частные случаи выполнения устройства.
При горячей штамповке деформирующий стержень и корпус силового гидроцилиндра закреплены друг с другом посредством буртика на стержне и резьбового соединения с накидной гайкой на корпусе, при этом с обеих сторон буртика расположены термоизолирующие кольца, а торцы стержня и корпуса гидроцилиндра разделены шариком или шариковым сепаратором.
Устройство может содержать преобразователь фазных давлений в постоянное со стороны силовых гидроцилиндров с вынужденным обратным ходом, при формовании сообщен со сливом двумя магистралями, одна из которых содержит гидросопротивление, при этом магистраль с гидросопротивлением, обеспечивающим давление р2, содержит управляемый гидрораспределитель, выходы которого сообщены с двумя ветвями магистрали, одна из которых сообщена с гидромотором моторно-насосной группы, гидросопротивление которой выполнено управляемым по заданному давлению р2 при больших расходах, а выход ее насоса сообщен по давлению p1 с источником давления p1 со стороны задания формы, а вторая ветвь содержит дроссельное устройство, гидросопротивление которого выполнено управляемым по заданному давлению р2 при малых расходах.
В устройстве каждая подгруппа рабочих органов может образовывать однорядный модуль в виде рамки, и состоящий из двух оснований, каждое из которых выполнено в виде одного блока гидродвигателей или сборным, содержащим несколько скрепленных между собой блоков одной фазы, при этом каждый блок модуля содержит многополочную балку, полки которой скреплены стойками и съемными защитными стенками, а на его концах, на стороне, обращенной в сторону камеры формования, смонтированы беззазорные и самоуправляющиеся при сборке крепления для присоединения блоков в плоскости основания камеры формования в двух направлениях и перпендикулярно к ней при закреплении упомянутых стенок по периферии формующей площади, на противоположной стороне концов блока также смонтированы упомянутые крепления для присоединения к блоку других блоков в двух направлениях в плоскости, параллельной основанию камеры формования, на каждой многополочной балке со стороны задания формы силовые гидроцилиндры и винтовые пары с их приводами установлены соосно, а стойки, расположенные между полками, находятся в вершинах зигзага, проведенного через центры осей рабочих органов, оси симметрии упоров и центры направляющих для гаек устройства регламентации прямых ходов силовых гидроцилиндров расположены в обратном порядке на упомянутом зигзаге.
Винтовые пары устройства регламентации прямых ходов силовых гидроцилиндров могут быть установлены с возможностью перемещения по программе, включающей координаты конечной и промежуточной поверхности изделия, и положений при манипуляциях, заданные номерами рабочих органов относительно площади формования и отметками на осях рабочих органов относительно плоскости заготовки, при этом координаты промежуточных поверхностей изделия определены величиной расхода и частотой фазной системы давлений.
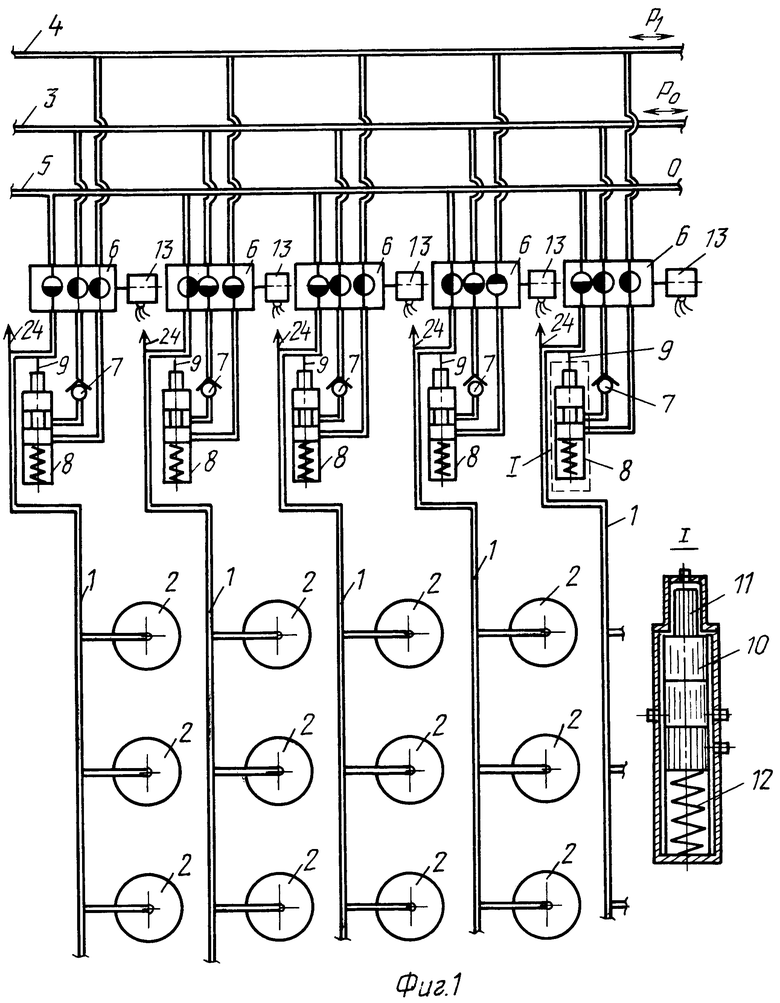
На фиг.1 показана схема гидравлических коммуникаций силовых гидроцилиндров со стороны задания формы.
Для каждой из фазных магистралей 1 силовых гидроцилиндров 2 со стороны задания формы источники давления и слива и соответствующие магистрали постоянного давления 3 и 4, и слива 5 сообщены через гидрораспределитель 6 и два клапана - обратный клапан 7 и клапан последовательного включения 8 двух давлений: более низкого и более высокого. Более низкое давление р0 и более высокое p1 поступают от насосной станции, обеспечивающей требуемые давления р0 и p1 при переменных расходах.
Клапан последовательного включения 8 по сигналу давления из одной гидросистемы (с давлением р0) в другую гидросистему (с давлением p1), в результате чего обе системы сообщаются, выполнен с каналом 9 управляющего сигнала, который сообщен с источником низкого давления р0 (См. Т.М.Башта “Машиностроительная гидравлика”, справочное пособие. - М.: Машиностроение, 1971 г., Клапаны последовательного включения, стр.427).
Типовое исполнение такого клапана включает ступенчатый плунжер 10 с хвостовиком 11, нагружаемый с одного конца тарированной пружиной 12, и с другого - сигнальным давлением. Гидрораспределитель 6 с поворотным золотником и с приводом от шагового двигателя 13, обратный клапан 7 и клапан последовательного включения 8 давлений р0 и p1 в фазе сообщения через гидрораспределитель 6 с источниками давлений р0 и p1 выполняют функцию единого агрегата, управляющего в автоматическом режиме перемещениями силовых гидроцилиндров со стороны задания формы в двух режимах: при низком давлении р0 в холостом режиме и при высоком и p1 - в режиме деформирования.
Кроме того, подобного устройства агрегат выполнен и со стороны противодавления, который управляется через свой гидрораспределитель 14 шаговым двигателем 15, и через сигнальное давление с выхода клапана последовательного включения 8 на стороне задания формы. Если учесть, что шаговые двигатели 13-15 с обеих сторон фазной группы рабочих органов работают синхронно и синфазно, то вся совокупность электропривода с обеих сторон и управляемых приводом агрегатов, связанных и гидравлической сигнальной связью, является единой агрегатированной системой с управлением величиной перемещений рабочих органов шаговым двигателем по программе и самоуправляющейся при заполнении силовых гидроцилиндров от различных источников давления при холостых и деформирующих перемещениях их рабочего хода от клапанов, приводимых изменившимся давлением.
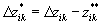
На фиг.2 показана схема гидравлических коммуникаций со стороны противодавления.
Для каждой из фазных магистралей 16 силовых гидроцилиндров 17 со стороны противодавления источники давления и слива и соответствующие магистрали постоянного давления 18 и 19, и слива 20 сообщены через гидрораспределитель 21 и два клапана - обратный клапан 22 и клапан последовательного включения 23 двух давлений: более низкого и более высокого. Более низкое давление р0 и более высокое р2 поступают: р0 - от насосной станции, р2 - образуется на гидросопротивлении в системе слива.
Клапан последовательного включения 23 по сигналу давления из одной гидросистемы (фазной системы со стороны задания формы) в другую гидросистему (с давлением р2), в результате чего система с давлением р0 и система с давлением р2 сообщаются, выполнен с каналом 24 управляющего сигнала, который сообщен с фазной магистралью 1 со стороны задания формы.
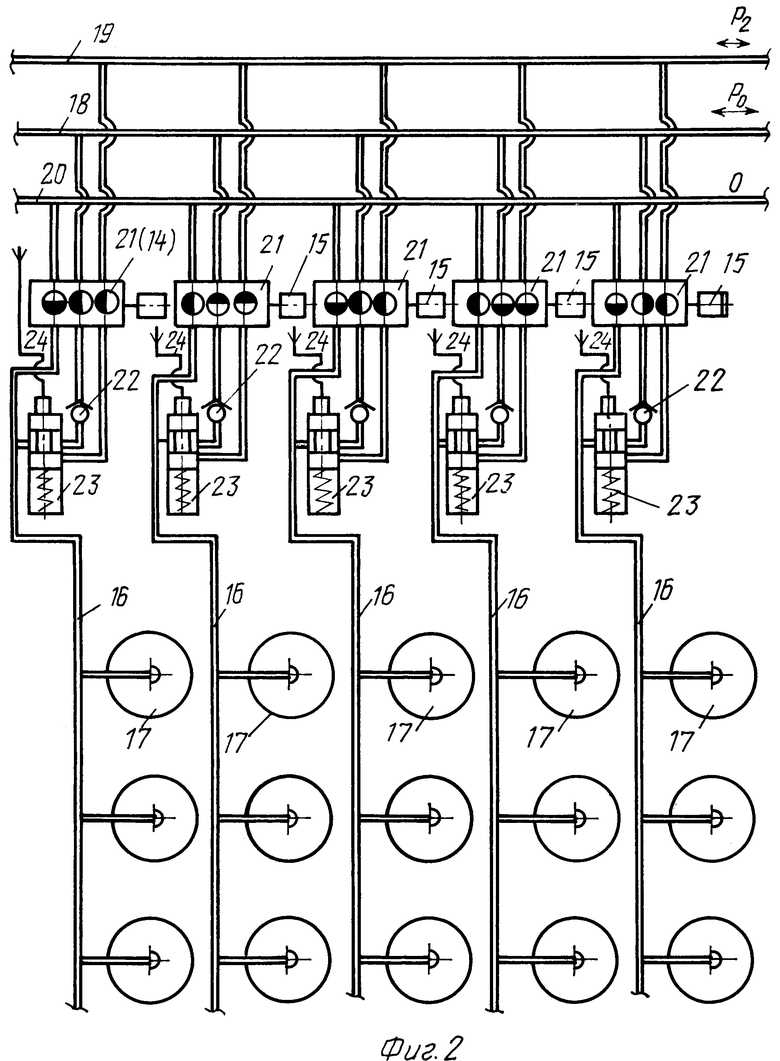
На фиг.3 показан клапан последовательного включения.
Клапан содержит корпус 25, в котором расположен ступенчатый плунжер 10, имеющий хвостовик 11, две разделительные галтели 26 и 27 и между галтелями шейку 28.
Внутренняя полость корпуса 25 разделена ступенчатым плунжером 10 на пять полостей. В крайних полостях располагаются: со стороны крайней разделительной галтели 27 - тарированная пружина 12, со стороны хвостовика 11 - полость сигнального давления, соседняя с ней - полость первой разделительной галтели 26, сообщена с атмосферой, далее - полость низкого давления р0, в которой располагается шейка 28, причем при всех возможных перемещениях плунжера 10 полость разделительными галтелями не перекрывается, а может быть только сообщена с соседней полостью высокого давления, затем - полость высокого давления, попеременно отсекаемая и сообщаемая с полостью низкого давления, и крайняя - полость пружины 12, сообщенная с атмосферой. Клапан содержит два входа 29 и 30 и один выход 31, а также вход 32 для сигнального давления.
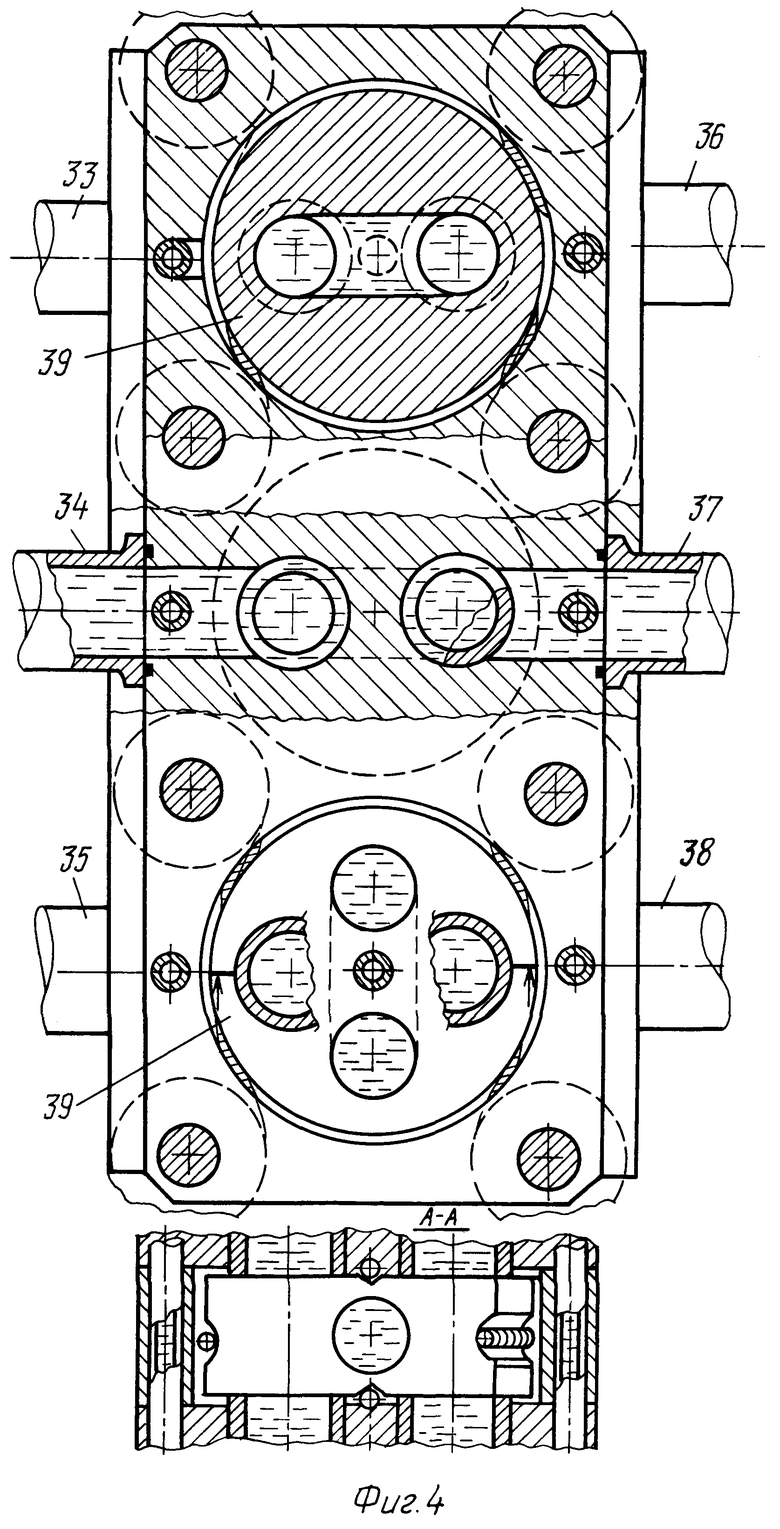
На фиг.4 показан гидрораспределитель.
Гидрораспределитель выполнен двухпозиционным и содержит на корпусе три входа: 33, 34 и 35, и три выхода: 36, 37 и 38, а также привод от шагового двигателя. Входы и выходы по высокому и низкому давлению поворотным золотником 39 одновременно открыты, при открытом входе и выходе по сливу, либо одновременно закрыты при открытом входе и выходе по сливу.
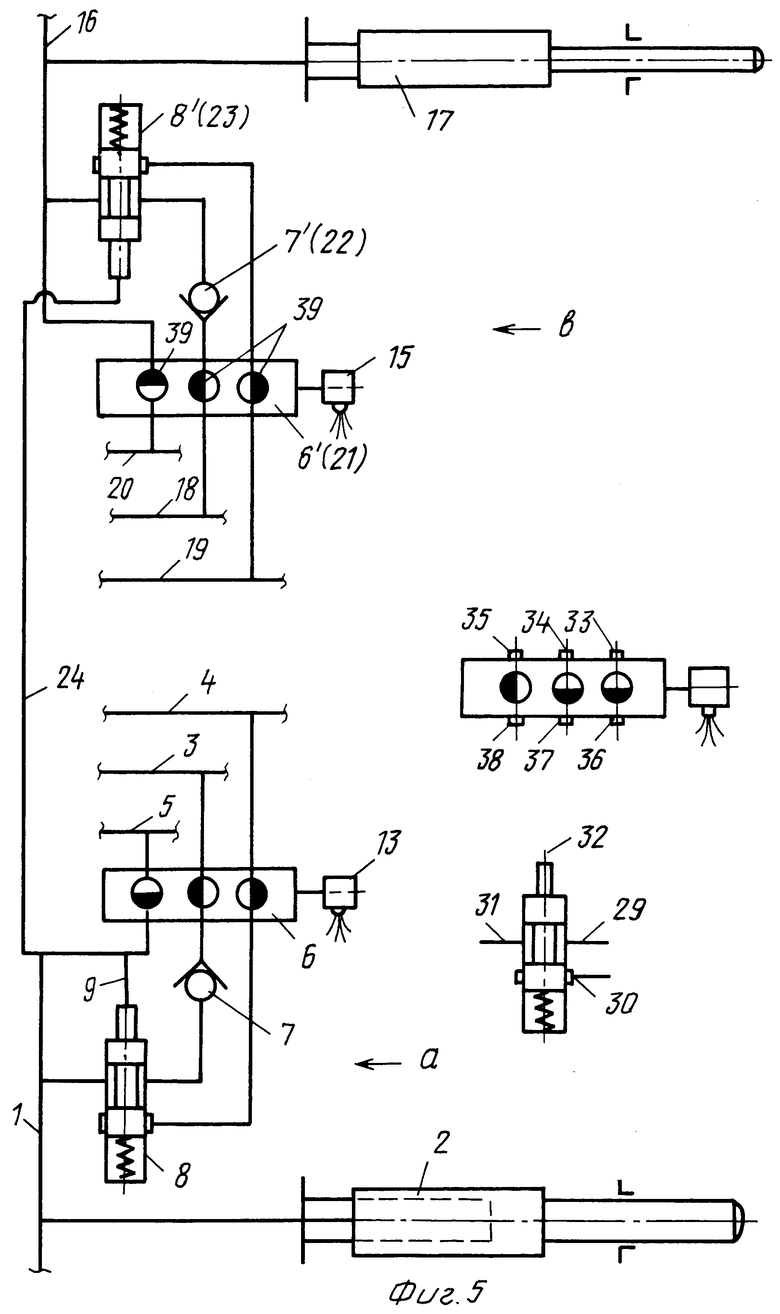
На фиг.5 показана комбинация двухпозиционного гидрораспределителя, обратного клапана и клапана последовательного включения.
Комбинация позволяет последовательно использовать сначала источник с низким давлением р0, а затем и с более высоким p1 или р2, в зависимости от того, где она расположена, со стороны задания формы или со стороны противодавления, сообразуясь при этом в пределах фазного хода с перемещением без нагрузки и с перемещением деформирования.
Со стороны задания формы (см. а) на фиг.5) гидрораспределитель 6 с поворотным золотником 39 содержит три входных канала и три выходных. Входные каналы гидрораспределителя 6 сообщены, соответственно, один 35 со сливом, второй 34 с источником низкого давления р0, и третий 33 с источником более высокого давления p1.
Первый выходной канал 38 присоединен непосредственно к фазной магистрали 1. Два других выходных канала 37 и 36, одновременно сообщаемых с источниками давлений р0 и p1 при закрытом сливе, или одновременно закрытых поворотным золотником 39 при открытом сливе, сообщены соответственно второй 37 по низкому давлению р0 с обратным клапаном 7 и через него с первым входом 29 клапана последовательного включения 8 и его каналом 9 для подачи сигнального давления, управляющего перемещениями его ступенчатого плунжерного золотника 10; третий выход 38 поворотного распределителя 6 сообщен со вторым входом 30 клапана последовательного включения 8, через который он сообщается с источником давления p1. Общий выход 31 клапана последовательного включения 8 сначала более низкого давления р0, а затем более высокого p1 сообщен с фазной магистралью 1.
Для фазных магистралей 16 силовых гидроцилиндров 17 со стороны противодавления (см. в) на фиг.5) каждый гидрораспределитель 6' с поворотным золотником 39 также содержит три входных канала и три выходных. Входные каналы гидрораспределителя 6' сообщены соответственно один 35 со сливом, второй 34 с источником низкого давления р0 и третий 33 с источником более высокого давления р2. Первый выходной канал 38, сообщаемый или отсекаемый от слива, сообщен непосредственно с фазной магистралью 16. Два других канала 37 и 36, отсекающих источники давления р0 и р2 при открытом сливе или сообщающих с ними клапанную коробку (в которой размещены обратный клапан 7' и клапан последовательного включения 8') при закрытом сливе, связаны соответственно второй 37 по низкому давлению р0 через обратный клапан 7', пропускающий жидкость в сторону клапанной коробки с первым входом 29 в клапан последовательного включения 8' сначала низкого давления р0, а второй вход 30 клапана последовательного включения 8' более высокого давления р2 сообщен с третьим выходом 36 из распределителя 6' по более высокому давлению p2 непосредственно. Ступенчатый плунжерный золотник 10' клапана последовательного включения 8' со стороны противодавления управляется выходным давлением клапана последовательного включения давлений 8 на фазной магистрали 1 со стороны задания формы. Выход 31 клапана последовательного включения 8' давлений р0 и р2 сообщен с фазной магистралью 16 со стороны противодавления. Магистрали 1 и 16 одной фазной группы рабочих органов и со стороны задания формы, и со стороны противодавления управляются поворотными переключателями 6 и 6', синхронно вращающимися шаговыми двигателями 13 и 15, настроенными на софазное открытие и закрытие каналов 33, 34, 35 и 36, 37, 38 плоскими золотниками 39.
Фазные магистрали и их агрегаты управления потоками жидкости со стороны задания формы и со стороны противодавления подключены к различным источникам более высокого давления p1 и р2, удовлетворяющих соотношениям:
р1>p2 и (р1-p2)<р2,
а также отличаются управлением клапанами 8 и 8' последовательного включения давлений р0 и соответственно p1 или р2.
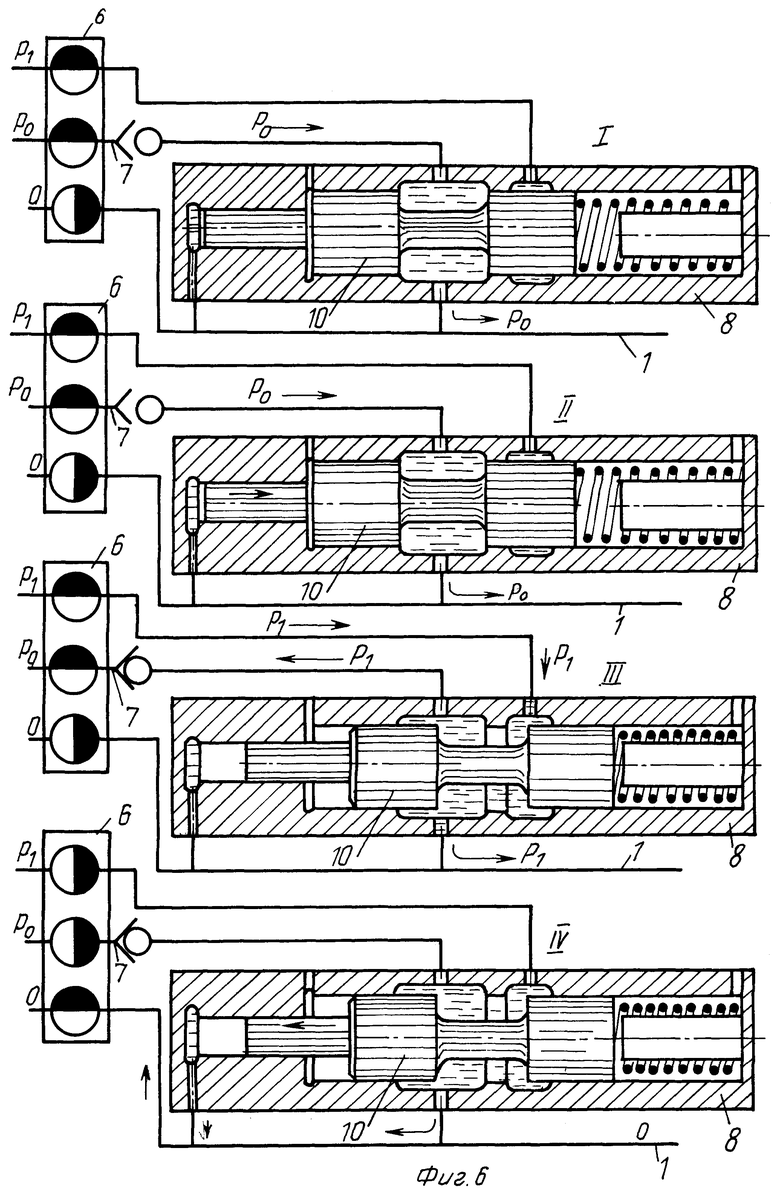
На фиг.6 показаны положения гидроагрегатов, позволяющих использовать в пределах фазного хода давления р0 и p1 с перемещением силовых гидроцилиндров 2 без нагрузки и при деформировании.
В положении I показаны положения подвижных частей агрегатов при заполнении гидроцилиндров 2 жидкостью с давлением р0.
В положении II - в момент окончания заполнения.
В положении III - при заполнении гидроцилиндра 2 жидкостью с давлением p1.
В положении IV - возврат плунжера 10 в клапане 8 при сообщении фазной магистрали 1 со сливом.
Поворотные гидрораспределители 6 и 6' с плоскими золотниками 39 для поочередного сообщения фазных магистралей 1 со стороны задания формы с источниками р0 и р1 и сливом, а со стороны противодавления соответственно магистралей 16 с источниками давления р0 и р2 и сливом, могут быть применены только для устройства формования, специализированного на небольшие размеры изделий.
При увеличенных площадях формования и максимальных ходах рабочих органов порядка 1 м и более проходные сечения магистралей постоянного давления и фазных магистралей существенно увеличиваются, и моменты шаговых двигателей становятся недостаточными для срабатывания поворотных гидрораспределителей.
Более приемлемой в этом случае является схема гидрораспределителей, включающих сервопривод, а поворотные гидрораспределители с плоским золотником выполняют однопозиционными для поочередного сообщения выходов с источником давления р0 и сливом. Чередующиеся давления р0 и слив являются сигнальными давлениями для сервопривода гидрораспределителей на большие сечения, выполненных двухпозиционными, на слив и давления р0 и p1 или р0 и р2.
Поочередное заполнение силовых гидроцилиндров 2 и 17 от источника с низким давлением р0 и более высокими давлениями p1 и р2 дополняется принудительным отводом силовых гидроцилиндров 17 в фазах сообщения со сливом.
Заметим, что отвод стержней рабочих органов от заготовки в фазах покоя позволяет получить новые технологические возможности, не имеющие места при ином выполнении коммуникаций возвращающих гидроцилиндров 40 со стороны противодавления. Во-первых, существенно уменьшается теплоотвод от заготовки при ее формовании. Это связано с тем, что стержни рабочих органов после силового воздействия по его прекращении отводятся от заготовки. Во-вторых, могут быть увеличены предельные углы между стержнями и поверхностью заготовки. Это связано с тем, что затрудняется вероятный изгиб стержней из-за кратковременности контакта заготовки и стержня и возврат его в исходное положение силами упругости. И, в-третьих, появляется новый эффект, заключающийся в том, что заготовкой можно манипулировать, поворачивая ее области в положение, когда стержни и поверхность заготовки расположены в пределах конуса трения и скольжение стержней относительно заготовки становится невозможным, что позволяет, деформируя заготовку по частям, получать изделия с более крутыми поверхностями наибольшего ската. Смещение заготовки от ее требуемого положения при манипуляциях ею во время формовки затруднено из-за большого числа контактирующих стержней.
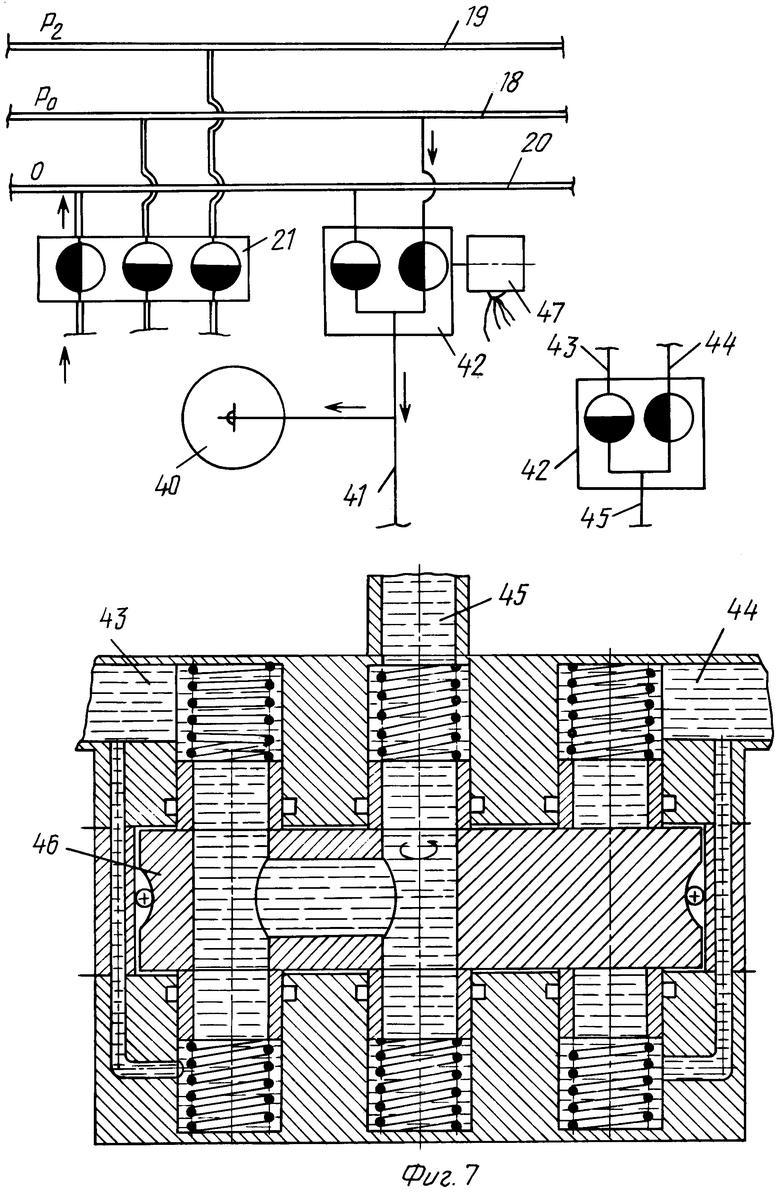
На фиг.7 показана схема гидравлических коммуникаций гидроцилиндров возврата со стороны противодавления.
Для фазных магистралей 41 гидроцилиндров возврата 40 каждый поворотный гидрораспределитель 42 выполнен однопозиционным. Это позволяет поочередно сообщать с ними магистраль 18 низкого давления р0 и слив. Гидрораспределитель 42 содержит два входа 43 и 44 и один выход 45. Один вход 43 сообщен со сливом, второй 44 с источником давления р0. Выход 45 сообщен с фазной магистралью 41 гидроцилиндров возврата 40. Гидрораспределитель 42 содержит плоский поворотный золотник 46 и приводится от шагового двигателя 47.
Со стороны задания формы гидроцилиндры возврата 40 в большинстве режимов формования сообщены со сливом, однако могут работать и софазно с гидроцилиндрами 40 со стороны противодавления. Во всех режимах формования со стороны противодавления гидроцилиндры возврата 40 сообщены в противофазе по отношению к силовым гидроцилиндрам 17, с которыми они составляют функциональные пары. Термин “в противофазе” понимается в том смысле, что если силовой гидроцилиндр 17 сообщен со сливом, то в это же время парный ему гидроцилиндр возврата 40 сообщен с источником давления, и наоборот.
Особенностью поворотных гидрораспределителей 42 является их разное открытие проходных сечений в различных режимах. Для обеспечения малых перемещений при отводе силовых гидроцилиндров 17 расходы через фазные магистрали 41 должны быть малыми, а при переустановке заготовки в новое положение - большими. В последнем случае гидроцилиндры возврата 40 работают софазно со стороны задания формы и со стороны противодавления. Различные расходы достигаются различным открытием проходных сечений гидрораспределителей 42, а это в свою очередь достигается поворотом плоского золотника 46 на различные углы в соответствующих ситуациях. Привод шаговыми двигателями 47 это позволяет.
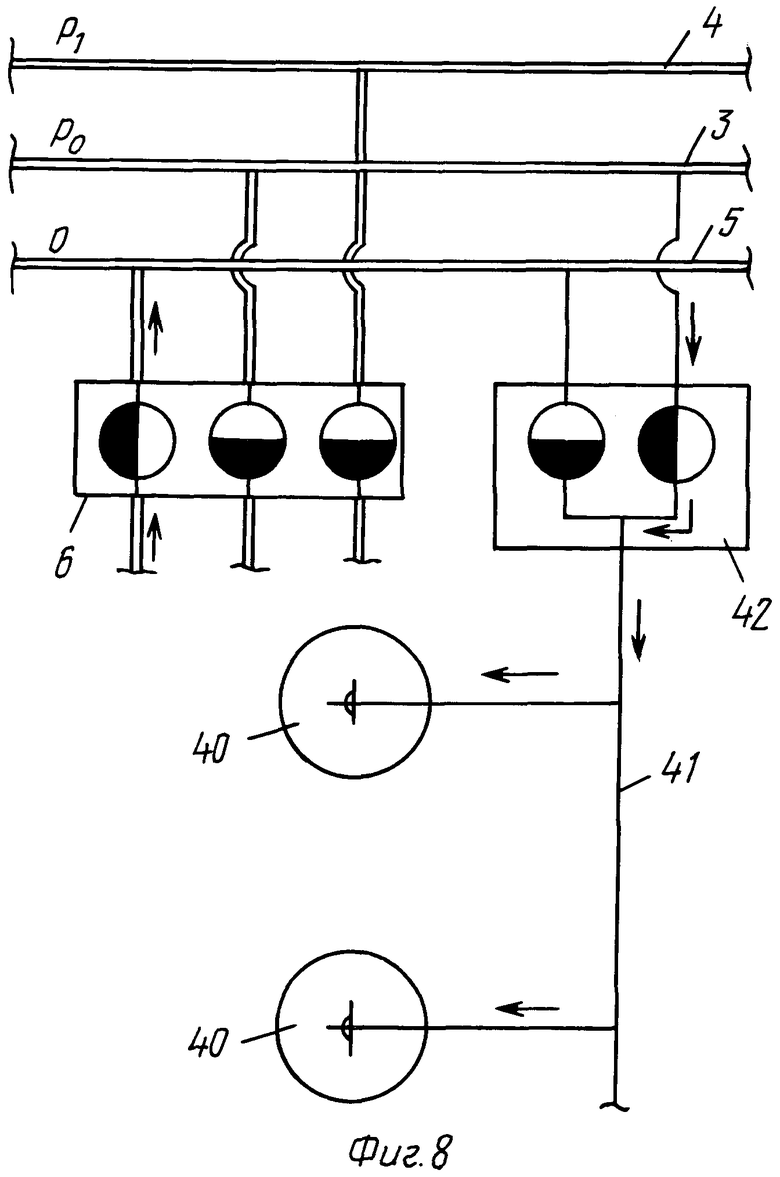
На фиг.8 показана схема гидравлических коммуникаций гидроцилиндров возврата со стороны задания формы.
По своей структуре она идентична схеме на фиг.7, однако включается на софазную работу только в режиме переустановки формуемой заготовки в новое положение, а в остальных режимах гидроцилиндры возврата сообщены со сливом.
На многополочной секции основания штыревой оснастки между полками, одной - граничащей с камерой формования и другой - на которой закреплены гидроцилиндры 2, в качестве стоек используются гидроцилиндры возврата 40.
Для уменьшения трудоемкости изготовления и гидроцилиндры 2, и гидроцилиндры 40 выполнены односторонними.
Гидравлические двигатели этого вида способны осуществлять обратный ход принудительно, поэтому для осуществления обратных ходов снабжены устройствами возврата. В качестве устройства возврата гидроцилиндра 2 применен гидроцилиндр 40 с неподвижным ступенчатым вытеснителем и подвижным корпусом, который также способен осуществлять только односторонний ход. Функция прямого и обратного ходов осуществлена применением двух гидроцилиндров 2 и 40 с противоположным направлением односторонних ходов. Неподвижная часть гидроцилиндра возврата 40 имеет двойное назначение и используется в качестве неподвижного элемента (стойки) основания. Двойное применение устройства возврата является конструктивным преимуществом предложенного решения.
В одном из вариантов многополочной секции основания ступенчатые вытеснители гидроцилиндров возврата 40 расположены рядом с подвижными корпусами силовых гидроцилиндров 2.
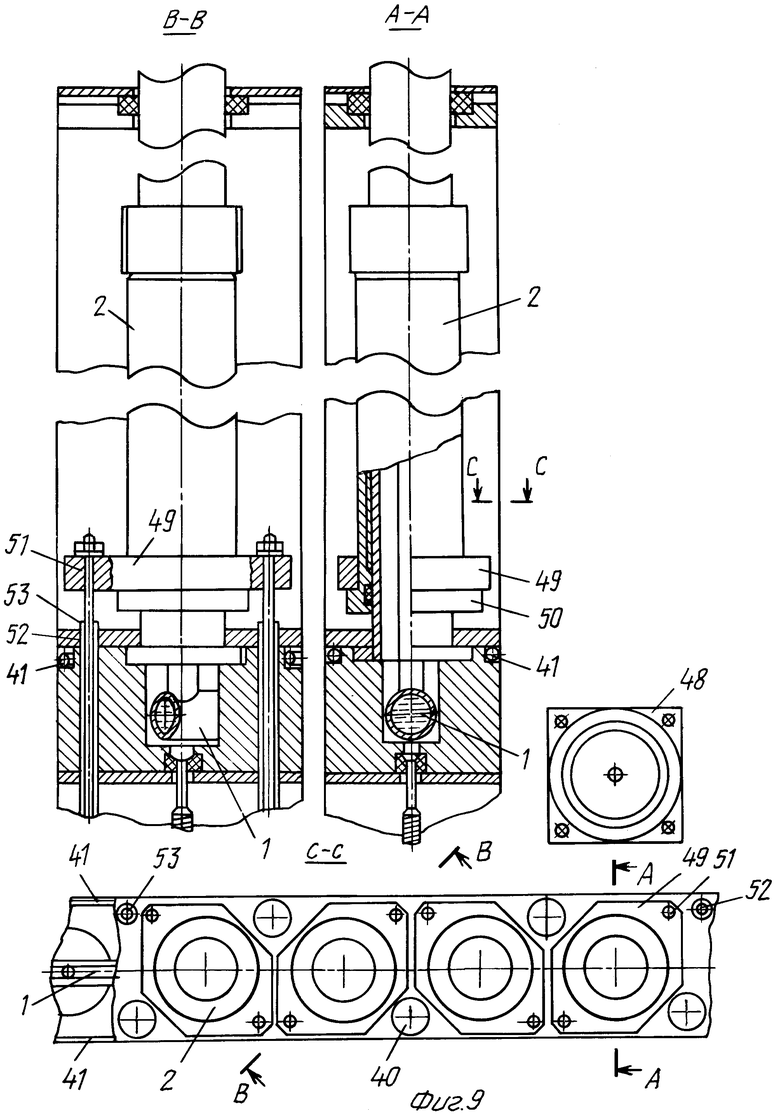
В предлагаемом устройстве формования проекция рабочего органа в плане размещена в пределах поперечного сечения шагового двигателя 48. Достигается это соосным расположением устройства регламентации и остальной части рабочего органа, а также расположением стоек между полками в вершинах зигзага, проведенного через центры осей рабочих органов. Это позволило зигзагообразно в обратном порядке расположить и плоские детали (подвижные упоры 49) между стойками, а также обеспечить доступность к механизмам регламентации и другим устройствам и деталям рабочих органов.
На фиг.9 показана полка секции основания штыревой оснастки. На полке закреплены силовые гидроцилиндры 2 и возвратные гидроцилиндры 40, используемые здесь в качестве стоек между полками. На подвижных корпусах гидроцилиндров 2 снаружи в области их уплотнений, охватывающих неподвижные штоки, выполнены буртики 50, на которые опираются упоры 49, содержащие сквозные отверстия 51, соосные с отверстиями 52 в полке основания. Полка секции основания штыревой оснастки, на которой закреплены силовые гидроцилиндры 2, наиболее толстая среди полок секции. Полка наиболее нагружена рабочими органами, в ней расположена фазная магистраль 1 силовых гидроцилиндров 2 и фазные магистрали 41 возвратных гидроцилиндров 40. Сквозные отверстия 51 используются в качестве неподвижных направляющих устройства регламентации, выполнены комбинированными, и их центры симметричны относительно центра штока гидроцилиндра 2. В отверстиях 52 вставлены фторопластовые трубки 53, являющиеся продолжением отверстий за пределами полки, чтобы иметь по возможности больший базовый размер для исключения перекосов и связанных с ними ошибок регламентации.
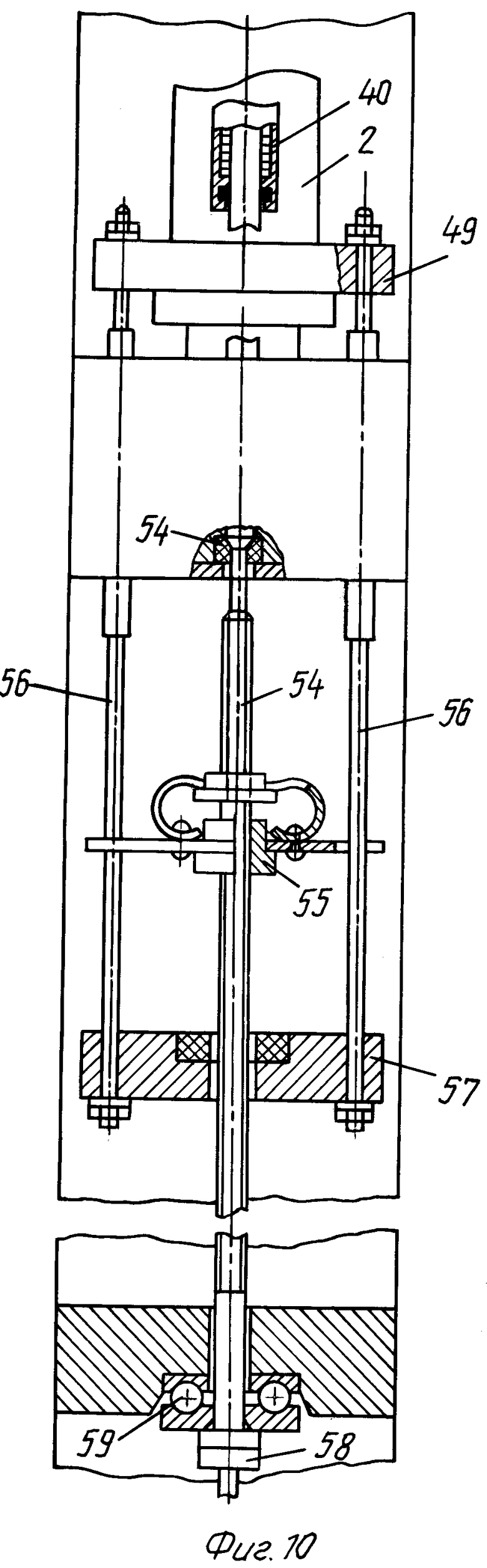
Особенностью устройства регламентации является применение вращающегося винта 54 и осеподвижной гайки 55, которая удерживается от вращения вместе с винтом 54 подвижными направляющими 56, выполняющими дополнительно и силовую функцию удержания упора 57 при его контакте с гайкой 55 для остановки силового гидроцилиндра 2, с подвижным корпусом которого он связан тягами-направляющими 56. Подвижные направляющие 56, упор 49 на корпусе гидроцилиндра 2 и упор 57 скреплены резьбовыми соединениями. Опоры винта 54 расположены на его концах, при этом одна из осей винта содержит галтель 58, на которую со стороны резьбы помещен упорный подшипник 59, опирающийся на основание, который воспринимает нагрузки растяжения, возникающие при удержании остановленной гайкой 55 подвижного упора 57, с которым связан корпус силового гидроцилиндра 2, сообщенный в этой фазе с насосной станцией.
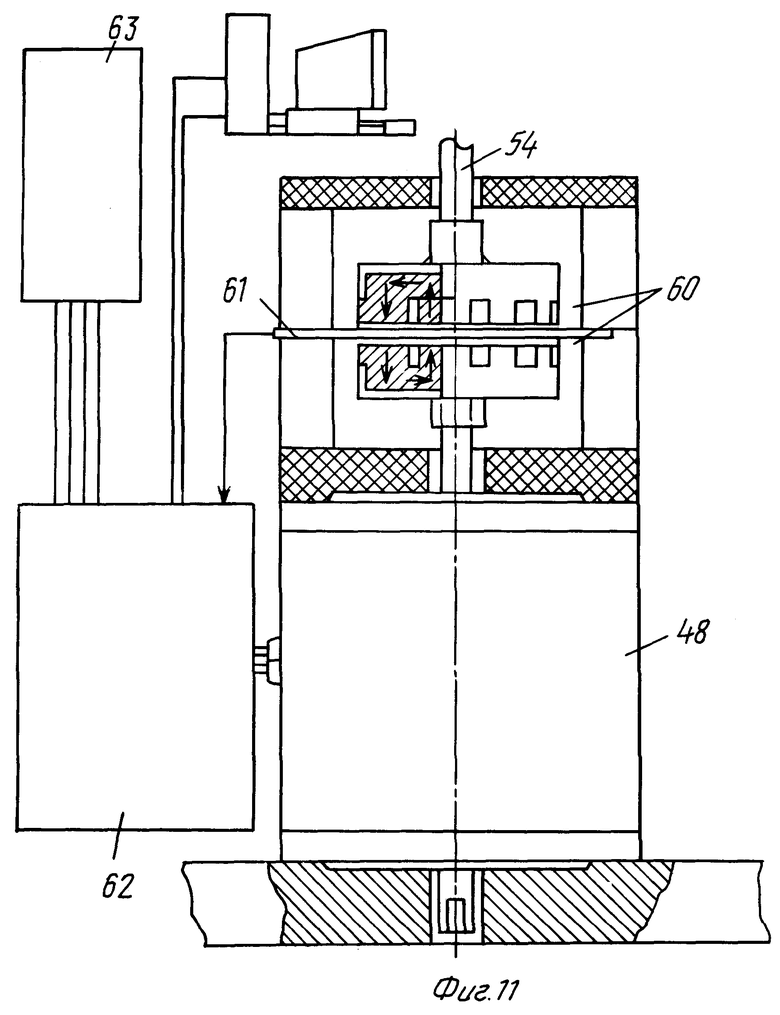
На фиг.10 показаны детали устройства регламентации. Устройство задания программы перемещений гаек 55 выполнено в виде двигательной группы, состоящей из шаговых двигателей 48, оси которых связаны с винтами 54 муфтами предельного момента 60. Каждая муфта 60 снабжена датчиком 61 остановки винта 54 при вращающемся двигателе 48. Каждый шаговый двигатель 48 снабжен управляющим устройством 62, которое связывает его с генератором 63 силовых импульсов, а также с датчиком 61 предельного момента и с компьютером, содержащим программу адресных и управляющих сигналов для переключения обмоток шаговых двигателей 48.
На фиг.11 показано устройство задания программы перемещений гаек. Передача перемещения при его повторении силовым приводом на заготовку осуществляется через металлические промежуточные элементы, нагружаемые осесимметрично приложенными нагрузками, которые вызывают в них растяжение и сжатие с малыми деформациями элементов, при этом возможные люфты конструктивными решениями устранены. Точность повторения силовыми приводами перемещений существенно не отличается от заданных преобразователями углов поворота осей шаговых двигателей 48.
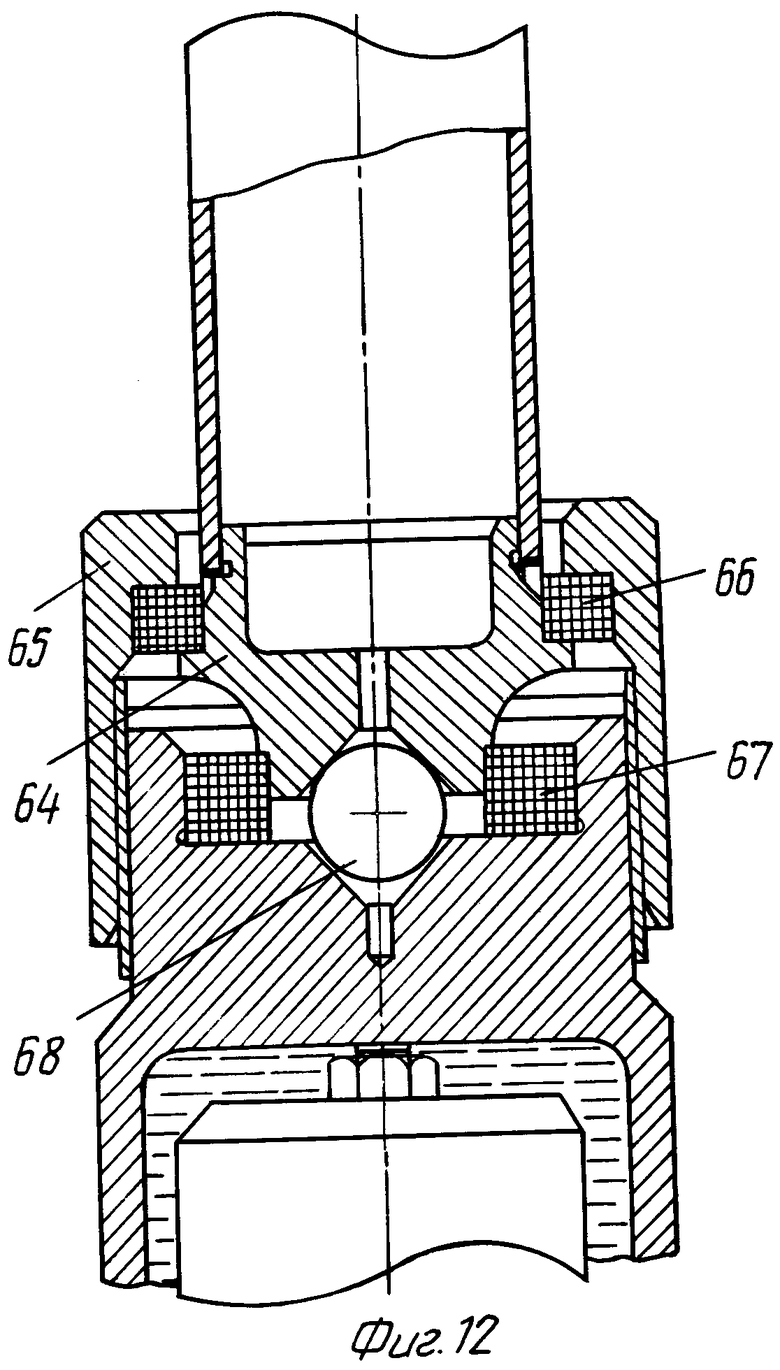
В устройствах для горячей формовки деформирующие стержни и корпуса гидроцилиндров 2 закреплены друг с другом через термоизоляторы. Крепление содержит буртик 64 на стержне и резьбовое соединение с накидной гайкой 65 на корпусе гидроцилиндра 2. Накидная гайка 65 удерживает буртик 64 термоизолирующими кольцами 66 и 67 с обеих сторон буртика 64, а торец стержня и торец корпуса гидроцилиндра 2 отделены шариком 68 или шариковым сепаратором в зависимости от требований по нагрузке. Теплопередача через шарик 68 имеет малую величину из-за малости площадей контактирующих поверхностей.
На фиг.12 показан узел крепления деформирующего стержня и корпуса силового гидроцилиндра.
При горячем формовании возможны ухудшения точности за счет различной температуры отдельных стержней и областей заготовки, но и в этом случае передаваемые перемещения изменяются несущественно.
Механической коммуникацией устройства регламентации является деформирующий стержень, узел крепления стержня и корпуса гидроцилиндра 2, корпус гидроцилиндра 2, подвижный упор 49, буртик 50 на корпус гидроцилиндра 2, тяги 56, подвижный упор 57 и участок винта 54 между подшипником 59 и гайкой 55, удерживающий упор 57.
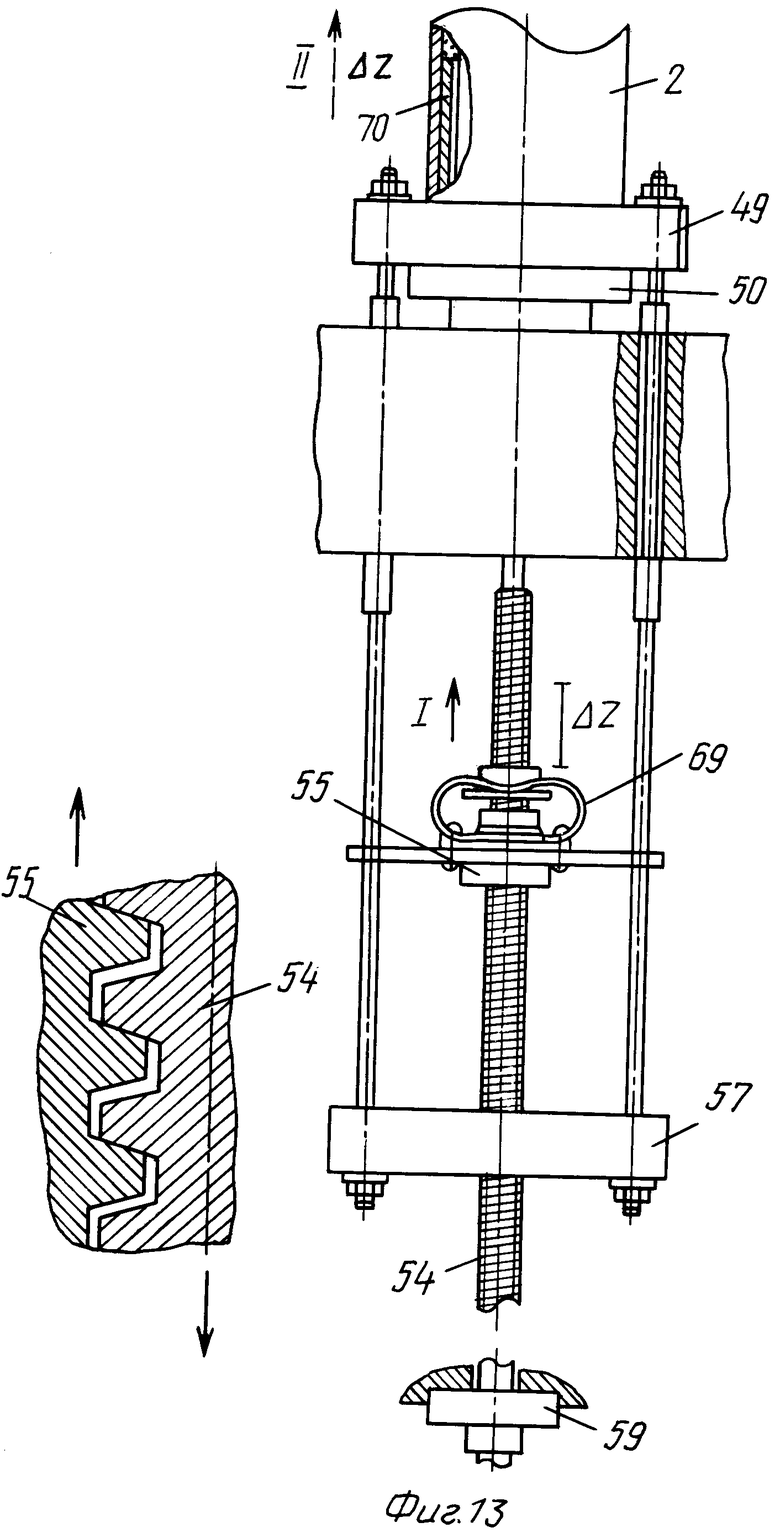
Люфты между резьбами винта 54 и гайки 55 устранены односторонним касанием витков резьбы и при вращении винта 54, и при контакте гайки 55 и упора 57 при останавливании движения корпуса гидроцилиндра 2. Одностороннее касание витков резьбы винта 54 и гайки 55 обеспечено выполнением гайки 55 из двух частей, соединенных пружиной 69. При монтаже гайки 55 на винт 54 пружину расклинивают, а после монтажа расклинивающие элементы убирают. Пружиной 69 обе части гайки притянуты друг к другу, и часть гайки 55, контактирующая с упором 57, касается резьбы винта 54 только с одной стороны во всех режимах работы винтовой пары.
На фиг.13 показано устройство, обеспечивающее одностороннее касание витков резьбы винтовой пары во всех режимах ее работы. На точность регламентации могут влиять ударные явления в гидрокоммуникациях, но и этот фактор устраняется размещением внутри корпусов силовых гидроцилиндров 2 компенсаторов, например, выполненных в виде кольца 70 из материала, объемный модуль сжатия которого меньше объемного модуля жидкостей, применяемых в технической гидравлике. Уменьшение жесткости столба жидкости в фазной коммуникации 1 может быть достигнуто и иной природы компенсаторами, например пружинами и т.п.
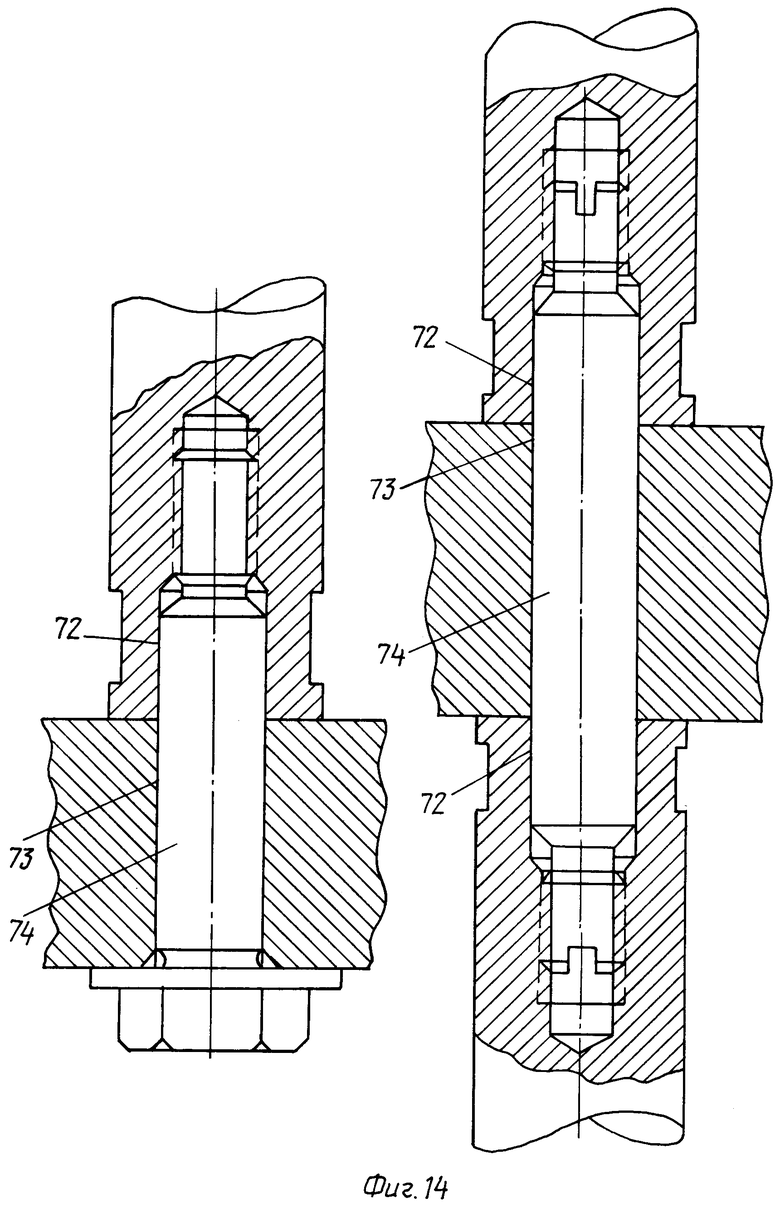
Особую заботу при конструировании многополочных секций 71 вызывает их идентичность. Для достижения этой цели крепление полок и стоек между собой выполнено узлом крепления, включающим калиброванное отверстие 72 в стойке, оканчивающееся резьбой, калиброванное отверстие 73 в полке и резьбовой штифт 74, содержащий калиброванную цилиндрическую часть, и на одном или обоих концах участок резьбы. Стойки между полками в этом случае допускают выполнение равной высоты, например, шлифованием торцев всего пакета стоек, а полки допускают равнотолщинное выполнение.
На фиг.14 показано крепление полок многополочной секции.
Здесь а) крепление крайних полок болтами с цилиндрической калиброванной частью; в) крепление полок стойками с двух сторон полки.
В не меньшей степени на точность работы устройства формования влияет и закрепление секций 71 между собой, а также закрепление стенок 75 по периферии формующей площади.
Возможны два варианта соединения секций и стенок.
Один - соединение непосредственное, второе - соединение с каркасом. Более отработанным является соединение секций с каркасом, допускающее замену секций, не разбирая всей их совокупности.
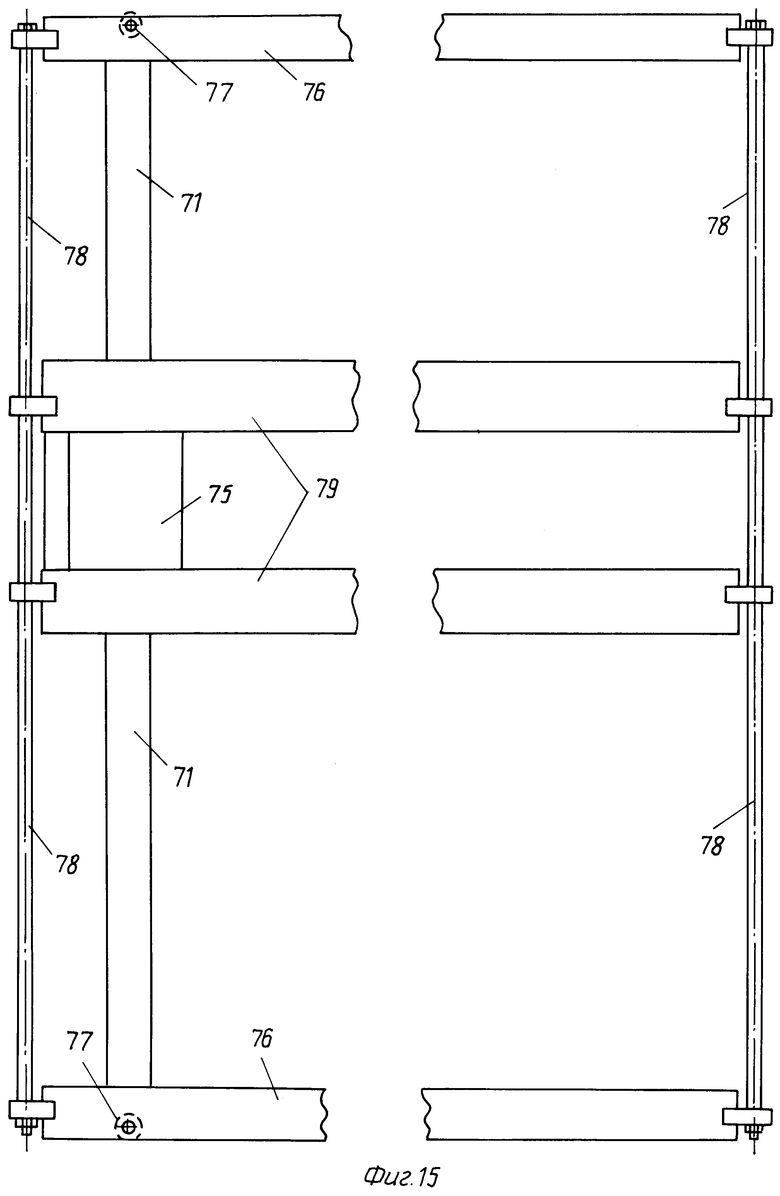
На фиг.15 показан каркас из полос и стержней и расположение на нем секций и стенок.
Каркас выполнен в соответствии со структурой штыревой оснастки и соответствует двум основаниям и камере формования между ними. Снаружи оснований расположены отстоящие полосы 76, соединенные стержнями 77 между собой, в направлении, перпендикулярном к поверхности полосы 76. На концах полос закреплены стержни 78, расположенные в плоскости полос.
В области камеры формования расположены более широкие полосы 79, один край которых используется для закрепления многополочных секций 71, а другой - для закрепления стенок 75.
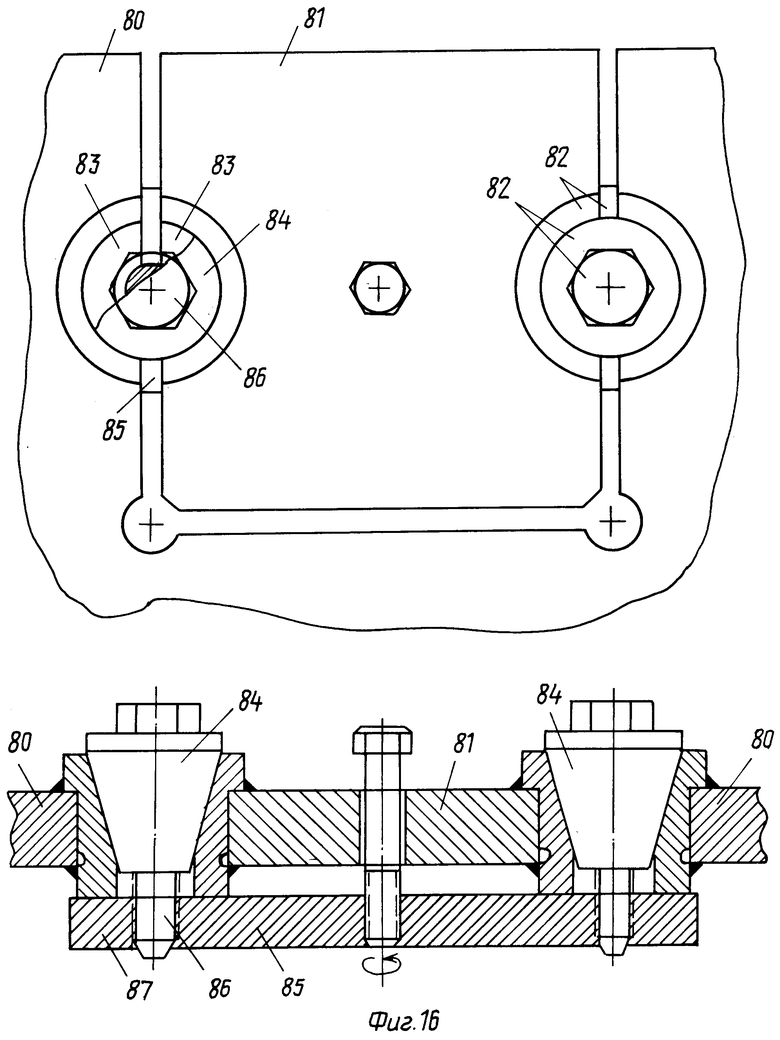
Узлы крепления секций 71 на полосах 76 и 79 и стенок 75 на полосах 79 выполнены в соответствии авт. свид. СССР №1696762, кл. F 16 B 5/00 и содержат разъемные соединения из охватывающей 80 и охватываемой 81 листовых частей, при этом по двум противоположным сторонам охватываемой части 81 в зазоре помещены позиционирующие замки 82, каждый из которых содержит гнездо 83, расположенное в соседних кромках, охватывающей 80 и охватываемой 81 частей.
Гнездо 83 выполнено в виде круговой конической поверхности, обращенной большим основанием к наружной поверхности деталей 80 и 81. Геометрическая ось гнезда 83 перпендикулярна к плоскости листовых деталей 80 и 81. запор позиционирующего замка 82 состоит из втулки 84 и шайбы 85 и резьбового соединения.
Втулка 84 имеет наружную коническую поверхность, сопряженную с поверхностью гнезда 83. Во втулке 84 и в шайбе 85 выполнены сквозные осевые отверстия под болт 86, которым при помощи гайки 87 осуществляют позиционирование деталей 80 и 81 и их скрепление путем стягивания втулки 84 и шайбы 85 до упора конических поверхностей гнезда 83 и втулки 84.
Разъемное соединение показано на фиг.16 и выполнено по способу в соответствии с авт. свид. СССР №1532729, кл. F 16 B 5/00.
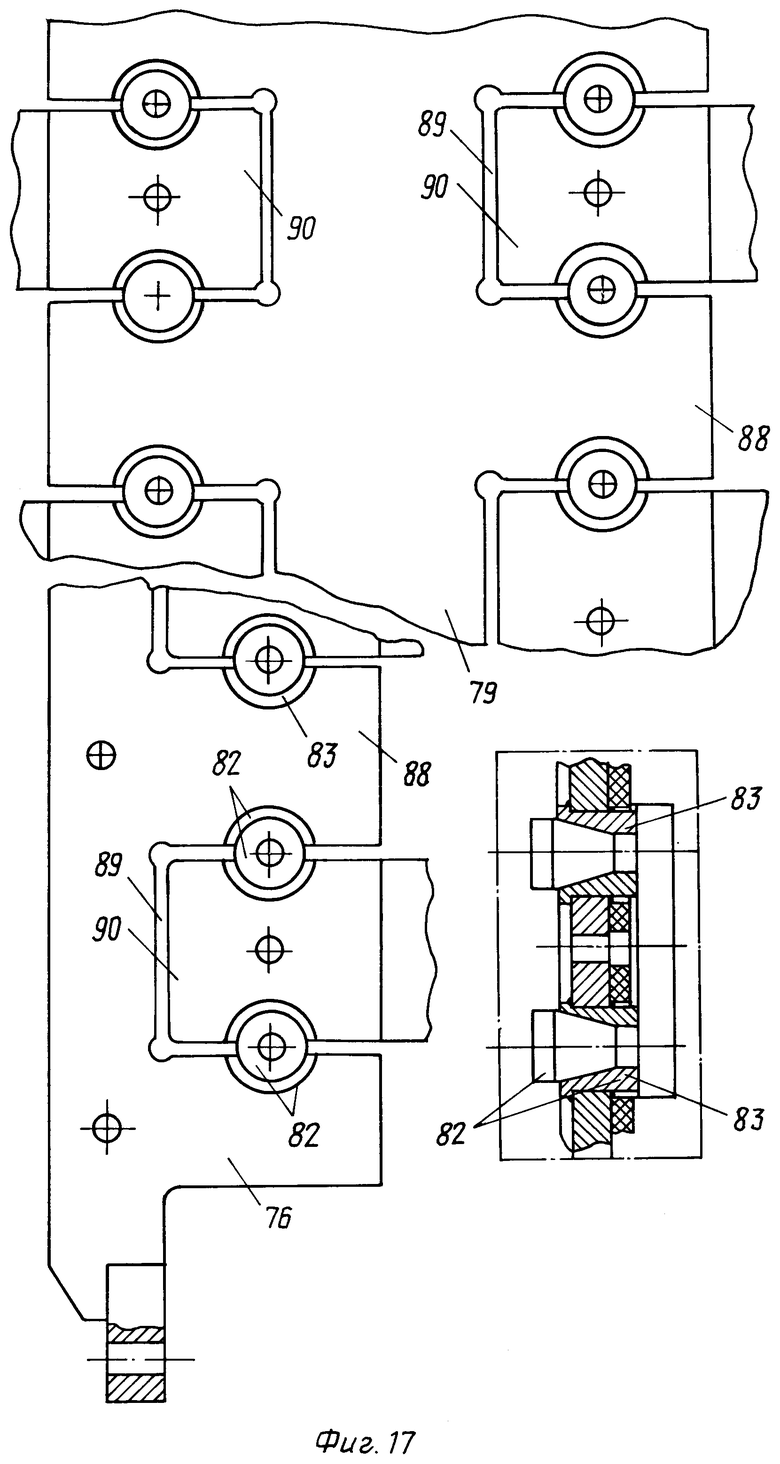
Применительно к штыревой оснастке с каркасным выполнением и модульным заполнением каркаса многополочными секциями 71 и съемными стенками 75, на полосах 76 по одной их стороне, а на полосах 79 - по двум сторонам выполнены выступы 88 и впадины 89, в которых могут размещаться листовые детали 90, закрепленные на торцах многополочных секций 71 и на краях стенок 75.
Листовые детали 90 выступают за габариты секций 71, с тем чтобы обеспечить их установку и выемку из каркаса, не разбирая замков 82 на других секциях.
На кромках выступов 88 и деталей 90, по обе стороны каждой из деталей 90, расположены позиционирующие замки 82.
На фиг.17 показаны полосы 76 и 79 с деталями 90 и замками 82 по обе стороны каждой из деталей 90. Гнезда 83 на кромках деталей 88 и 90 закреплены сваркой с двух сторон листовых деталей и для исключения коробления и иных нежелательных явлений, сопутствующих сварке, снабжены развязками в виде глухих отверстий (засверловок) на концах сварного шва, выполненных на глубину, большую катета шва в 1,5-2 раза.
В силовом отношении основания являются балками, а секционированные стенки на их концах - стяжками. Усилия распора балок рабочими органами при формовании замыкаются на стяжки, а сами балки испытывают изгиб.
В направлении, поперечном к поверхностям однорядных модулей, силовая схема также является замкнутой и представляет собой открытую с концов полую коробку, основаниями которой являются скрепленные в обоих направлениях блоки цилиндров, а стенками соответственно стенки камеры формования.
Блоки цилиндров с механической регламентацией скреплены в обоих направлениях в два этажа, и крепления 82 располагаются в двух параллельных отстоящих плоскостях. Блоки без регламентации скреплены аналогично.
Коробчатая система воспринимает реакции формуемой заготовки, возникающие в поперечном к плоскостям модулей направлении.
По сравнению с известными устройствами формования предлагаемое устройство имеет замкнутую силовую схему, что позволяет обойтись без основания, нагруженного усилиями формовки.
К преимуществам предлагаемого устройства по сравнению с известными относится и возможность образования формующей площади под заданное изделие.
К преимуществам предлагаемого устройства следует отнести и двойное использование блоков гидропривода: по прямому назначению и в качестве элементов силовой конструкции для восприятия нагрузок формования. Блоки используются как балки, жесткость которых тем выше, чем больше высота балки. С учетом этого выбор расположения силовых гидроцилиндров 2 и 17 и гидроцилиндров возврата 40 имеет определенное значение при специализации устройства. От устройства возврата 40 требуются незначительные усилия и площадь его рабочего сечения существенно меньше площади рабочего сечения силового двигателя (2,17). Неподвижная часть устройства возврата 40 закрепляется в двух крайних точках и используется в качестве стойки между полками конструкции блока гидропривода.
При специализации устройства на сравнительно небольшие размеры изделий жесткость блока на изгиб достаточна, если в блоке силовые гидроцилиндры (2,17) и гидроцилиндры возврата 40 расположены на одной полке по одну ее сторону, т.е. рядом с отстоящими геометрическими осями и непосредственным касанием подвижных корпусов.
При специализации устройства под большие площади изделий и при повышенных нагрузках на каждый из рабочих органов предпочтительно соосное расположение силовых гидроцилиндров (2,17) и гидроцилиндров возврата 40, которые в этом случае связаны тягами и расположены на отстоящих различных полках блока гидропривода. Это позволяет развить блоки по высоте и обойтись без развития по площади их сечений, так как в противном случае существенно увеличивается вес устройства и расход материалов на его изготовление.
В предлагаемом устройстве формования со стороны подвижной матрицы, на стержнях которой может задаваться форма поверхности деформируемой заготовки, повышенное давление p1 в гидросистему поступает от источника давления, насосной станции. Со стороны подвижного пуансона, стержни которой осуществляют противодавление на заготовку и ее удержание при деформировании, повышенное давление р2 получают устройством гидросопротивления в системе слива, хотя возможно использование и самостоятельного источника с давлением р2.
Принцип образования противодавления р2 в предлагаемом устройстве на различных этапах деформирования различен, хотя и сводится к образованию на выходе магистралей постоянного давления со стороны, противоположной заданию формы, соответствующей величины гидравлического сопротивления.
Различие в расходах через сливную магистраль диктует и различия в образовании гидросопротивления.
В числе рабочих органов порядка 103 и большем магистрали постоянного давления нагружают моторно-насосной группой, которая и создает противодавление р2. Однако образование противодавления таким образом достижимо только при сравнительно больших расходах на выходе фазных магистралей силовых гидроцилиндров со стороны противодавления. При выдержке изделия в режиме релаксации перемещения рабочих органов или весьма малы, или отсутствуют, поэтому, начиная с некоторой величины расхода Q(p2,t), моторно-насосная группа, обеспечить нужное гидравлическое сопротивление не в состоянии (в основном из-за перетоков в гидромоторе, а также из-за неустойчивого регулирования скорости при малых расходах), и на выходной магистрали постоянного давления устанавливаются управляющие устройства, отключающие моторно-насосную группу и включающие саморегулирующееся по заданному давлению р2 дроссельное устройство, обеспечивающее малые расходы Q(p2,t)<a, где а - некоторая пороговая величина. Кроме того, последовательно с дроссельным устройством расположена управляемая задвижка с отсутствием перетока для перекрытия магистрали.
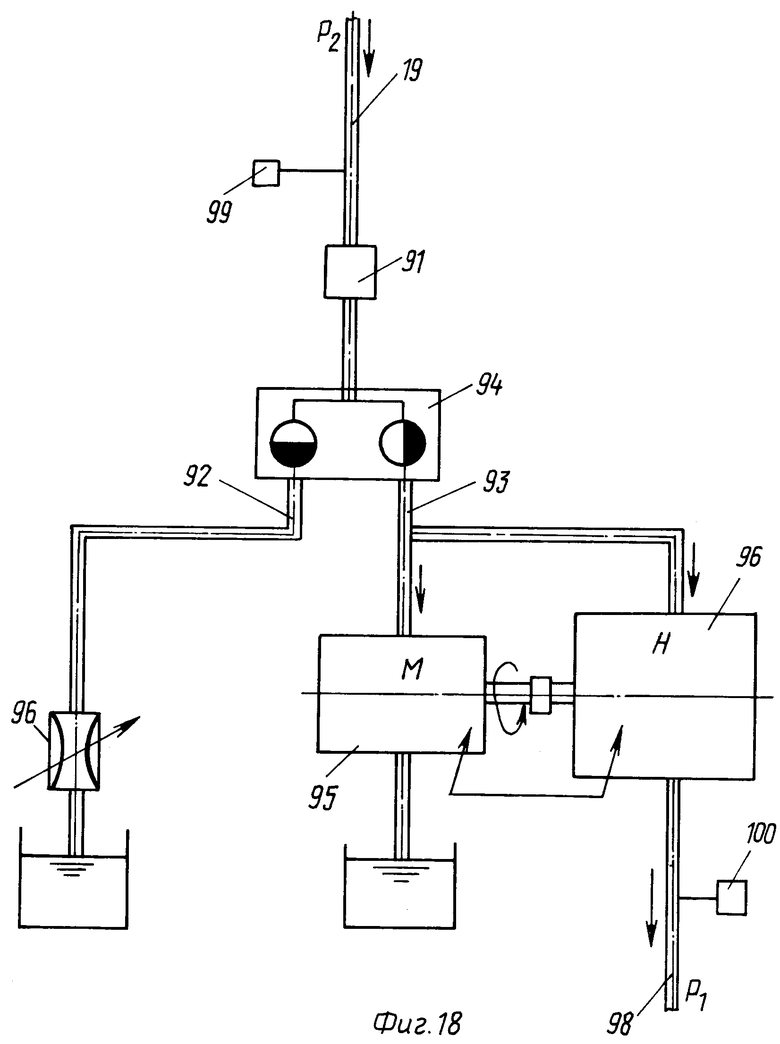
На фиг.18 показана схема образования противодавления моторно-насосной группой и дроссельным устройством поочередно в соответствующих режимах.
Магистраль 19 давления p2 (см. фиг.2) содержит управляемую задвижку 91 и разветвление на две магистрали 92 и 93, объединенные однопозиционным переключателем 94. На магистрали 93 установлен управляемый дроссель 96, сообщенный со сливным баком. Магистраль 94 содержит гидромотор 95 и насос 96, объединенные общим управлением на поддержание в магистрали 93 давления р2, и в выходной магистрали 98 давления p1. Жидкость из магистрали 93 поступает на вход насоса 97 и с его выхода в гидросистему задания формы. Управление приводом задвижки 91 и однопозиционного переключателя 94 от программы компьютера, а собственно привод осуществлен шаговыми двигателями. Управление дросселем 96 выполнено аналогично. Датчики давления 99 и 100 снабжены преобразователями перемещений измерительных элементов давления в электрические сигналы и установлены - датчик 99 для измерения давления р2 в магистрали 19, датчик 100 для измерения давления p1 в магистрали 98.
Преимуществом устройства формования перед известными является разнообразие режимов его работы.
При специализации устройства на изделия большой площади предпочтительным является режим работы с регламентацией перемещений на промежуточных стадиях расходом жидкости и частотой переключения фаз, при этом конечная форма регламентируется одноразово устройствами механической регламентации (см. фиг.9, 10, 11, 12, 13) при помощи шаговых двигателей 48, до начала собственно процесса формования, и временем задания перемещений не лимитируется.
Это позволяет задавать конечную форму изделия отработкой шаговых двигателей 48 по упрощенной схеме и использовать более простые средства управления, чем при задании перемещений шаговыми двигателями 48 в чередующихся фазах сообщения силовых двигателей (2,17) со сливом.
В отличие от машин с постоянным контактом рабочих органов и заготовки и одноразовым заданием формы изделия винтовыми парами [3], где контакт рабочих органов и заготовки длительное время односторонний, только со стороны гидроцилиндров, и развитие гофрообразования, а затем и возможный излом материала при лавинообразном развитии процесса деформирования ничем не ограничен, в предложенном устройстве в таком же режиме заготовка ограничена воздействиями рабочих органов с двух ее сторон.
В этом режиме управление величиной перемещений, регламентирующих промежуточные формы заготовки, осуществляется величиной расхода Q(t) насосной станции. Нагрузка на рабочий орган со стороны силового гидроцилиндра 2, сообщенного с насосной станцией P1=sp1, после контакта его с заготовкой уравновешивается нагрузкой N+P2, где Р2=sр2 - усилие противодавления и N - реакция заготовки. При равных сечениях s вытеснителей силового привода с обеих сторон камеры формования выполняется условие непрерывности потока жидкости, втекающей в рабочие органы и вытекающей из них (в среднем).
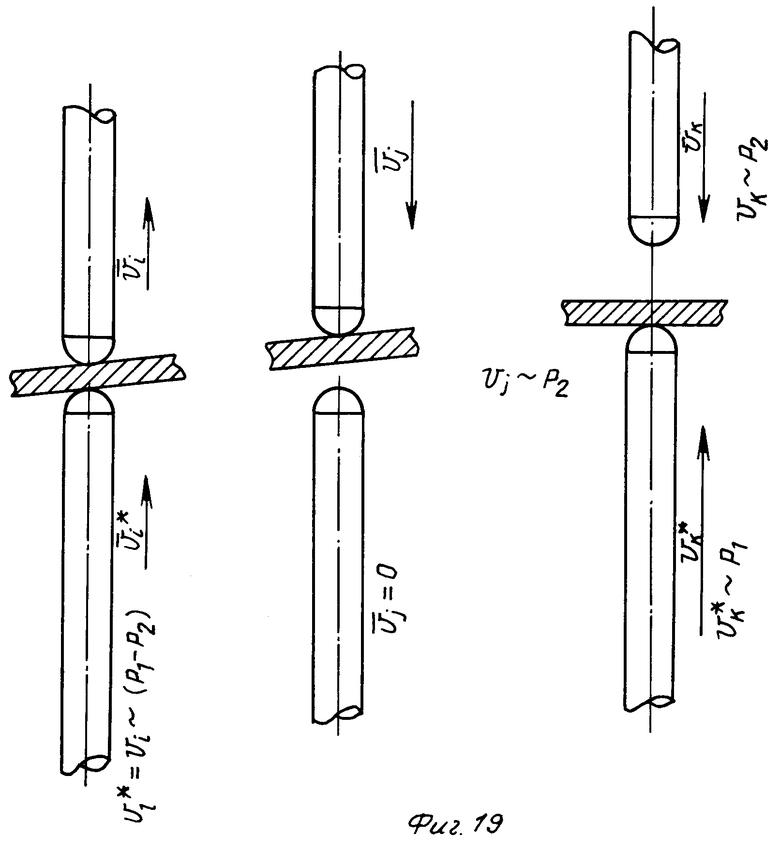
На фиг.19 показаны три области, на которые действуют i-й, j-й и k-й рабочие органы.
Деформирующие стержни i-го органа касаются заготовки с двух ее сторон. Деформирующий стержень j-го органа касается заготовки только со стороны противодавления, второй стержень рабочего органа не касается поверхности заготовки.
Деформирующие стержни k-го органа находятся в ситуации, когда касание только со стороны задания формы и нет касания со стороны противодавления.
Условие равновесия i-й области при двустороннем контакте
(P1-P2)-Ni=0, и, учитывая, что Ni=Ri+miai, где Ri - усилие деформирования области, mi - совокупная масса i-й области и подвижных частей i-го органа, аi - ускорение,
ai=(P1-P2-Ri)/mi.
Ускорения aj и ak можно записать аналогично:
аj=(Р2-Rj)/mj,
ak=(P1-Rk)/mk.
Станция, а также гидросопротивление со стороны противодавления настроены так, что на входе в гидросистему p1>p2, а на выходе p1<2p2, т.е. (p1-p2)<p2.
Этими соотношениями давлений обеспечивается механизм самоустранения зазоров, так как скорости перемещения областей i-й, j-й и k-й пропорциональны ускорениям
Vi=t·ai<Vj=t·aj<Vk=t·ak в соответствии с действующими силами (Р1-Р2), Р2 и Р1, в предположении, что Ri=Rj=Rk и mi=mj=mk. Здесь t - время из промежутка T(p1), где T(p0)+T(p1)=T0 - время наличия давлений в фазной магистрали.
Если случай касания заготовки стержнями рабочего органа с двух сторон типичный для всех режимов деформирования, то последние два - скорее гипотетические и иллюстрируют динамические возможности рабочих органов в этих ситуациях.
Дробность перемещений определяется частотой переключения фазных магистралей и расходом Q(p1,t).
Особенностью такого процесса формования является уменьшение числа перемещающихся рабочих органов по мере их заданной ограничителями конечной остановки в результате исчерпания неотформованной части заготовки. Усилия формования при этом падают, и для формовки оставшегося участка рабочие органы различных фаз включают софазно.
Возможен режим формования, когда величины перемещений Δfi за каждое включение рабочих органов регламентируются механическими устройствами регламентации. В этом случае станция должна поддерживать расход Q(t) переменным в автоматическом режиме при постоянном давлении p1 аналогично с источником, поглощающим вытекающую из гидропривода жидкость, поддерживающим давлением p2 при переменном расходе, в противном случае, при недостатке расхода Q(t) задаваемые перемещения механическими устройствами регламентации не будут повторены рабочими органами. Смешанный режим формовки, когда заданные механическими устройствами регламентации перемещения повторяются рабочими органами не всегда, тоже имеет свои преимущества, например, если заготовка заранее не просчитана с достаточной точностью, или более жестка, чем предполагалось. В этом случае доформовка включением рабочих органов софазно позволяет получить изделие и в этих условиях. При избытке расхода Q(t) перемещения будут совпадать с заданными механическими устройствами, но за более короткие промежутки времени τ*<τ0, τ0 - время подключения фазной магистрали к источнику давления, которое в этом случае будет большим, чем p1, требуемое для деформирования.
Что касается управления механическими устройствами регламентации в режимах задания всех промежуточных форм заготовки с точным или со смешанным повторением перемещений рабочими органами, то шаговые двигатели 48 фазной группы рабочих органов в этом режиме за время τ0 подключения фазной группы к сливу должны отрабатывать одновременно, что при современном уровне техники управления осуществимо с помощью многоканальных систем. Удовлетворительная точность задания координат формы и их силовое повторение контактирующими между собой только металлическими или жесткими элементами из других материалов с малыми коэффициентами теплового расширения позволяет использовать рабочие органы как для формования, в том числе и горячего, так и для измерения фактической формы деформируемой заготовки контактным способом в зоне нагрева.
В программе одного из основных режимов формования промежуточная и конечная поверхности заготовки представлены системами отметок относительно плоскости. Отметки заданы вдоль осей рабочих органов. Каждой поверхности и каждой оси i-го рабочего органа поставлена в соответствие отметка zik, где i - номер рабочего органа, k - номер поверхности на k-ом промежуточном этапе формования. Поверхности заданы аналогично рельефу на географической карте.
Рассматривая все предыдущие координаты, начиная от плоскости, их можно представить как суммы приращений координат между каждой предыдущей поверхностью и последующей

Осуществление программы достигается перемещениями гаек 55 вдоль винтов 54 в сторону от подвижных упоров 57 к силовым гидроцилиндрам 2 в фазах сообщения рабочих органов со сливом, а затем повторением этих перемещений силовыми гидроцилиндрами 2 со стороны задания формы (см. фиг.10, 11).
Измерение фактической формы заготовки для любого интересующего этапа формования вдоль оси i-го рабочего органа осуществляется путем задания вместо приращения Δzik, определяющего отметку поверхности при k-ом этапе формования, некоторой отметки  такой, что Δzik<а. При включении i-го органа на силовое повторение заданного перемещения а деформирующий его стержень со стороны задания формы проходит некоторое фактическое перемещение
такой, что Δzik<а. При включении i-го органа на силовое повторение заданного перемещения а деформирующий его стержень со стороны задания формы проходит некоторое фактическое перемещение  до упора в заготовку. Фактическое положение заготовки вдоль i-ой оси можно измерить отработкой гайки 55 назад, до упора ее в подвижный ограничитель 57. Пройденное гайкой 55 перемещение
до упора в заготовку. Фактическое положение заготовки вдоль i-ой оси можно измерить отработкой гайки 55 назад, до упора ее в подвижный ограничитель 57. Пройденное гайкой 55 перемещение  назад и интересующее приращение координаты фактического положения заготовки равно
назад и интересующее приращение координаты фактического положения заготовки равно

Пройденное гайкой 55 перемещение назад измеряется счетом шагов ϕ0 и соответственно их преобразованным перемещением h0, так что  где n - число шагов до остановки гайки 55 и винта 54, когда муфта предельного момента 60 отключает шаговый двигатель 48 и через ее датчик 61 в измерительную систему подается сигнал обратной связи, указывающий на окончание счета шагов ϕ0, чем и фиксируется величина
где n - число шагов до остановки гайки 55 и винта 54, когда муфта предельного момента 60 отключает шаговый двигатель 48 и через ее датчик 61 в измерительную систему подается сигнал обратной связи, указывающий на окончание счета шагов ϕ0, чем и фиксируется величина 
В иных режимах формования, когда Δzik не заданы механической регламентацией, измерение фактической формы заготовки вдоль оси i-го рабочего органа осуществляют, преимущественно на заключительных этапах формования, отработкой гайки 55 назад от конечной координаты изделия zik на некоторую величину  до ограничения ее перемещения подвижным упором 57 в фазе сообщения i-го органа давлениями p1 и р0. Фактическое положение заготовки вдоль i-й оси при k-ом промежуточном этапе формования
до ограничения ее перемещения подвижным упором 57 в фазе сообщения i-го органа давлениями p1 и р0. Фактическое положение заготовки вдоль i-й оси при k-ом промежуточном этапе формования
Как и в предыдущем случае, окончание счета оборотов гайки 55 назад производится по сигналу обратной связи при остановке винтовой пары увеличившимся моментом при контакте гайки 55 и упора 57.
Взаимодействие заготовки и деформирующих стержней в фазном режиме формования с различных сторон заготовки существенно различаются не только по усилиям, но и по кинематике.
Со стороны задания формы сообщение силовых гидроцилиндров 2 со сливом в соответствующей фазе приводит к их остановке, а поскольку соседние силовые гидроцилиндры 2 других фаз сообщены в это время с источниками давления и осуществляют движение в сторону заготовки, а затем и вместе с ней, то контакт остановленной группы стержней и заготовки прерывается.
Иная ситуация возникает в этом случае со стороны противодавления, если гидроцилиндры возврата, как и в случае со стороны задания формы, также будут сообщены со сливом в течение всего времени режима формования.
Движение областей деформируемой заготовки осуществляется в сторону силовых гидроцилиндров противодавления 17. Их принудительный возврат движущейся заготовкой осуществляется независимо от того, сообщены они с давлением p2 или со сливом.
Сообщение силовых гидроцилиндров 17 и гидроцилиндров возврата 40 со сливом не приводит к разрыву контакта стержней и заготовки, как в случае силовых гидроцилиндров 2 и гидроцилиндров возврата 40 со стороны задания формы.
Такой возврат со стороны противодавления весьма желателен, так как существенно уменьшает теплоотвод от заготовки (прекращается отвод тепла через контактирующие стержни), уменьшает сопротивление перемещениям поверхности относительно стержней, что особенно важно в случае переустановки в новое положение, и, т.о., уменьшает требуемые усилия удержания заготовки в промежуточных позициях переустановки.
Для размыкания контакта стержней и заготовки со стороны противодавления требуется принудительный возврат силовых гидроцилиндров 17, пребывающих в фазе сообщения их со сливом. Это можно осуществить, например, сообщением всех гидроцилиндров возврата 40 силовых гидроцилиндров 17 в различных фазах с источником давления р0. Однако постоянное сообщение гидроцилиндров возврата 40 с источником давления р0 в течение всего режима формования - не лучшее решение в смысле экономного расходования гидравлической энергии и рабочих площадей силовых гидроцилиндров 17 в фазах их сообщения с источником p2.
Наиболее экономным в указанном смысле является выполнение для каждой фазной группы силовых гидроцилиндров противодавления 17 также и фазных коммуникаций 41 для их гидроцилиндров возврата 40, которые включены в противофазе по отношению к фазным магистралям 16 силовых гидроцилиндров 17 (см. в) на фиг.5 и фиг.7).
В предложенном устройстве формования используется дополнительный источник низкого давления р0 по нескольким причинам. Одной из таких надобностей является использование низкого давления р0 в целях экономии гидроэнергии от источника p1, который используется исключительно для деформирования заготовки. Все вспомогательные и подготовительные этапы собственно деформирующих ходов осуществляются от источника с давлением р0. С другой стороны, поэтапное заполнение или опорожнение силовых гидроцилиндров 2 и 17 сначала с давлением р0, а затем с давлением p1 или р2 позволяет более просто осуществить сохранность оборудования в течение длительной эксплуатации.
До касания стержней силовых гидроцилиндров и заготовки как со стороны задания формы, так и со стороны противодавления и после касания функционирование силовых гидроцилиндров (2, 17) существенно отличается. При перемещении силового гидроцилиндра (2, 17) до касания стержня и заготовки движение осуществляется без затраты энергии (вернее с преодолением трения холостого хода силового гидроцилиндра), и только после касания заготовки и деформирующего стержня, вернее, после касания всех движущихся вхолостую стержней со стороны задания формы, требуется затрата гидравлической энергии на перемещение областей заготовки при ее деформировании.
Процесс деформирования невозможен без создания противодавления, поэтому после касания всех движущихся вхолостую стержней со стороны противодавления гидроцилиндры 17, осуществляющие под нагрузкой обратные ходы синхронно, должны быть подключены к гидросопротивлению, создающему противодавление р2. Синхронизация гидроцилиндров 2 и 17 как при заполнении давлениями р0, так и при ходах деформирования с давлениями соответственно p1 и р2 осуществлена синхронной работой гидроагрегатов и их приводов.
Со стороны задания формы магистраль 1 фазной группы движущихся силовых гидроцилиндров 2 при холостом ходе подключена к источникам давления р0 и p1 на выходах с поворотного гидрораспределителя 6, но при этом источник давления p1 отключен от магистрали 1 клапаном последовательного включения 8. Течение жидкости осуществляется в магистраль только от источника низкого давления р0 через обратный клапан 7 и клапан последовательного включения давлений 8. Течение продолжается до исчерпания суммарного объема при движении деформирующих стержней до касания их и заготовки.
На фиг.6 в положении I показаны положения подвижных частей агрегатов при заполнении гидроцилиндров 2 жидкостью с давлением р0. См. также фиг.1.
Если Δf а суммарный объем V*=L*s.
а суммарный объем V*=L*s.
После исчерпания заполняемого объема V* давление р0 возрастает в силу остановки жидкости и ее инерционности, и клапан последовательного включения 8 срабатывает на открытие канала с давлением p1. Более высоким давлением p1 обратный клапан 7 запирается, отсекая источник с давлением р0, и жидкость с давлением p1 заполняет силовые гидроцилиндры 2 фазной группы, вынуждая их к движению после касания стержней и заготовки до окончания фазы деформирования.
На фиг.6 в положении II показаны положения подвижных частей гидроагрегатов в момент окончания заполнения жидкостью с давлением р0. В частности, повышение давления р0 вызывает усилие на хвостовик 11 плунжера 10 в сторону тарированной пружины 12 (см. фиг.3). Разделительная галтель 27 смещается в сторону пружины и открывает доступ жидкости с давлением p1 в полость низкого давления, что сказывается на усилии со стороны хвостовика, и разделительная галтель 27 смещается в сторону пружины 12, еще больше ее сжимая. Повышенное давление закрывает обратный клапан 7, и в фазную магистраль 1 через общий выход клапана последовательного включения поступает жидкость от источника с давлением p1 (см. положение III на фиг.6).
Если Δf а суммарный объем при деформировании до окончания фазы V**=L** s, и суммарная энергия преодоления противодавления и деформирования E**=V**p1.
а суммарный объем при деформировании до окончания фазы V**=L** s, и суммарная энергия преодоления противодавления и деформирования E**=V**p1.
После окончания фазы деформирования магистраль 1 фазной группы гидропереключателем 6 отсекается от источников давления р0 и p1 и сообщается со сливом.
На фиг.6 этот момент изображен в положении IV. Пружиной 12 плунжер 10 возвращается в исходное положение, разделительная галтель 27 закрывает сообщение полостей низкого р0 и высокого давлений p1, и система гидроагрегатов опять готова к повторению цикла по очередности давлений р0 и p1. Со стороны противодавления гидрораспределитель 21 работает синхронно, и те же самые процессы происходят с обратным клапаном 22, и клапаны последовательного включения 23 за исключением наличия канала 24 управляющего сигнала, который сообщен с магистралью 1 на стороне задания формы (см. фиг.2).
При использовании гидрораспределителей, включающих сервопривод, принципиально происходят в гидросистеме те же последовательности срабатывания гидроагрегатов, увеличиваются только проходные сечения коммуникаций и гидроагрегатов.
Предлагаемое устройство формования позволяет по-иному решить многие вопросы расширения номенклатуры изделий, применяемых в авиации, космической технике и кораблестроении, и является развитием устройства [1].
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ | 2001 |
|
RU2216421C2 |
| ФОРМООБРАЗУЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2275267C2 |
| ГИДРОСИСТЕМА УЗЛА ВПРЫСКА И НАБОРА ДОЗЫ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА (ВАРИАНТЫ) | 2008 |
|
RU2382700C1 |
| ПРИВОД ШАГОВЫХ ПЕРЕМЕЩЕНИЙ | 2001 |
|
RU2208716C2 |
| Траншеезасыпатель | 1988 |
|
SU1578279A2 |
| ПРЕСС ГИДРОИМПУЛЬСНОГО ШАГОВОГО ДЕЙСТВИЯ | 1996 |
|
RU2093296C1 |
| ГИДРОСИСТЕМА УПРАВЛЕНИЯ РАБОЧИМИ ОРГАНАМИ ШПАЛОПОДБИВОЧНОГО УСТРОЙСТВА | 1991 |
|
RU2020196C1 |
| Система управления движением сочлененных тракторов | 1989 |
|
SU1662894A1 |
| Гидросистема навески трактора | 1983 |
|
SU1144637A1 |
| ГИДРАВЛИЧЕСКИЙ ПРИВОД | 1998 |
|
RU2148196C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления изделий двойной кривизны в режиме ползучести. Устройство содержит камеру формования с рабочими органами, образующими однорядные модули, гидроприводы, средства достижения их дифференциальности и регламентирующие устройства. Регламентирующие устройства содержат винтовые пары с шаговыми двигателями, смонтированными в однорядных модулях рабочих органов. Коммуникации гидропривода включают фазные магистрали силовых гидроцилиндров, фазные магистрали гидроцилиндров возврата и магистрали, сообщающие четырехфазную систему с источником давления и слива. Магистрали постоянного давления и фазные магистрали соединены гидрораспределителями и иными агрегатами гидравлических систем. Повышается надежность управления, упрощается программное управление, а также расширяется номенклатура получаемых изделий. 4 з.п. ф-лы, 19 ил.
| Способ формообразования деталей двойной крутизны и устройство для его осуществления | 1983 |
|
SU1147471A1 |
| Способ правки цилиндрических изделий | 1989 |
|
SU1761333A1 |
| УНИВЕРСАЛЬНАЯ АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ФОРМООБРАЗОВАНИЯ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ДЕТАЛЕЙ (УАУ) И СПОСОБ НАСТРОЙКИ ЕЕ ПОВЕРХНОСТИ | 1997 |
|
RU2133163C1 |
| US 4176713 A, 04.12.1979. | |||

