(5) СПОСОБ УКЛАДКИ КОРОТКОЗАМКНУТЫХ ВИТКОВ В МАГНИТОПРОВОД ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки короткозамкнутых витков в пазы магнитопровода электрических машин | 1983 |
|
SU1169089A2 |
| Устройство для укладки короткозамкнутых витков в пазы магнитопровода электрических машин | 1980 |
|
SU959221A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Способ изготовления статора электрической машины | 2023 |
|
RU2800000C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАМАГНИЧИВАЕМОГО СЕРДЕЧНИКА С ОБМОТКОЙ ДЛЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ), ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ НАМАГНИЧИВАЕМЫЙ СЕРДЕЧНИК С ОБМОТКОЙ, А ТАКЖЕ ЭЛЕКТРИЧЕСКАЯ МАШИНА С ИЗГОТОВЛЕННЫМ ЭТИМ СПОСОБОМ СЕРДЕЧНИКОМ С ОБМОТКОЙ | 2001 |
|
RU2267215C2 |
| Статор электрической машины | 1982 |
|
SU1270835A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| АСИНХРОННЫЙ ТРЕХФАЗНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2018 |
|
RU2759161C2 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |

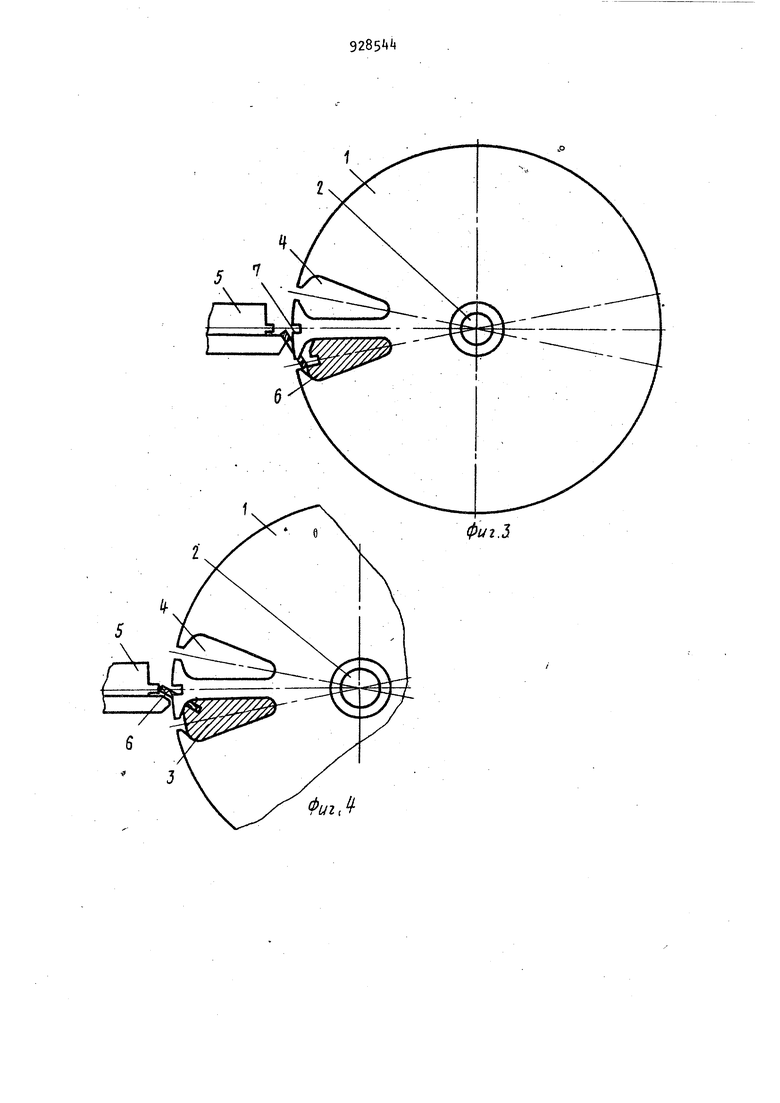
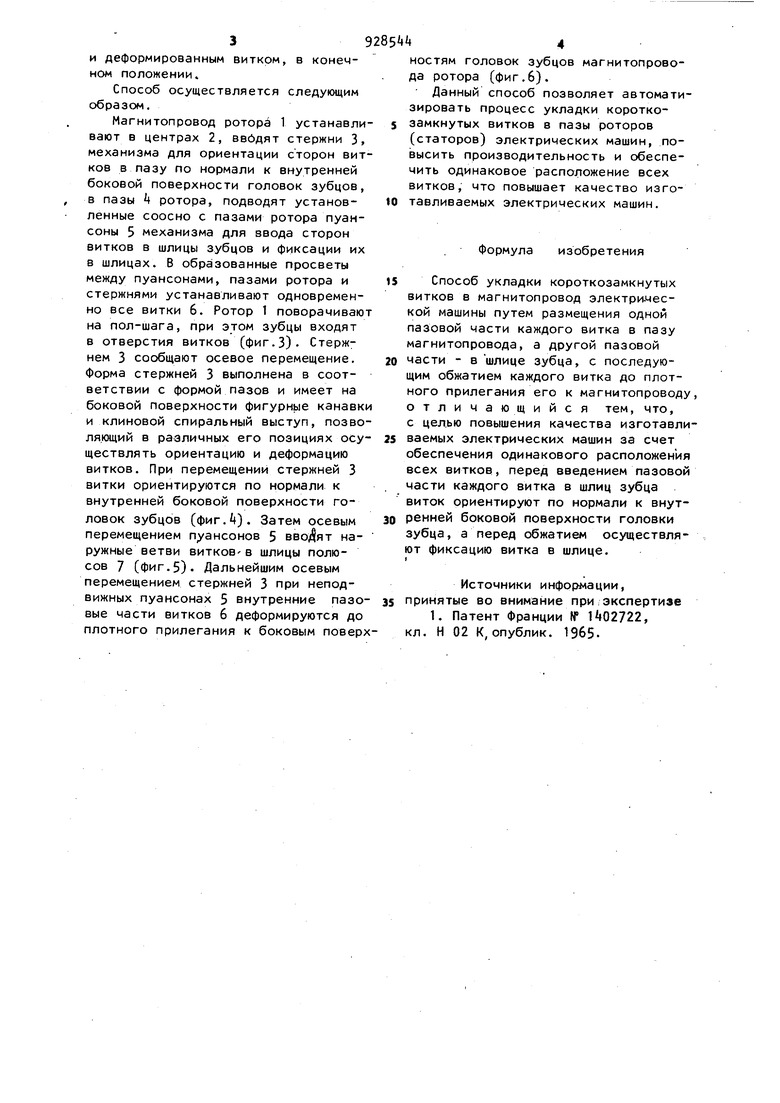
Изобретение относится к технологии изготовления электрических машин и может быть использовано в эле тротехнической промышленности. Известен двигатель со вспомогательной фазой ,в котором короткозамкнутый виток укладывают, размещая одной пазовой частью каждого витка в пазу магнитопровода, а другой пазовой частью в шлице зуба с последующим обжатием каждого витка до плотного прилегания его к магнитопроводу 1. Однако известное техническое решение не обеспечивает одинаковое по ложение наружных ветвей витков.при последующем их введении в шлицы и. фиксацию их в шлицах, что не позволяет получить одинаковую-требуему форму и положение относительно полю сов ротора при последующей деформации -внутренних ветвей до их плотног поилегания к боковым поверхностям ПОЛЮСОВ, что снижает качество изготавливаемых электрических машин. Цель изобретения - повышение качества изготавливаемых электрических машин за счет одинакового расположения всех витков. . Поставленная цель достигается тем, что перед введением пазовой части каждого витка в шлиц зубца виток ориентируют по нормали к внутренней боковой поверхности головки зубца, аперед обжатием осуществляют фиксацию витка в шлице. На фиг. 1 изображен ротор с технологической оснасткой в исходном положении, вид в плане; на фиг. 2 разрез А-А на фиг.1; на фиг. 3 ротор, повернутый на пол-шага; на фиг. - то же с заведенным витком, сориентированным по нормали к боког вой поверхности головки зубца; на фиг. 5 - то же с витком, наружная пазовая часть которого введена в шлиц; на фиг. 6 - то же с уложенным
и деформированным витком, в конечном положении.
Способ осуществляется следующим образом.
Магнитопровод ротора 1 устанавливают в центрах 2, ввбдят стержни 3, механизма для ориентации сторон витков в пазу по нормали к внутренней боковой поверхности головок зубцов, в пазы 4 ротора, подводят установленные соосно с пазами ротора пуансоны 5 механизма для ввода сторон витков в шлицы зубцов и Фиксации их в шлицах. В образованные просветы между пуансонами, пазами ротора и стержнями устанавливают одновременно все витки 6. Ротор 1 поворачивают на пол-шага, при этом зубцы входят в отверстия витков (фиг.3). Стержнем 3 сообщают осевое перемещение. Форма стержней 3 выполнена в соответствии с формой пазов и имеет на боковой поверхности фигурные канавки и клиновой спиральный выступ, позволяющий в различных его позициях осуществлять ориентацию и деформацию витков. При перемещений стержней 3 витки ориентируются по нормали к внутренней боковой поверхности головок зубцов (фиг.). Затем осевым перемещением пуансонов 5 вводят наружные ветви ВИТКОВв шлицы полюсов 7 (фиг.5). Дальнейшим осевым перемещением стержней 3 при неподвижных пуансонах 5 внутренние пазовые части витков 6 деформируются до плотного прилегания к боковым поверхностям головок зубцов магнитопровода ротора (фиг.6).
Данный способ позволяет автоматизировать процесс укладки короткозамкнутых витков в пазы роторов (статоров) электрических машин, повысить производительность и обеспечить одинаковое расположение всех витков, что повышает качество изготавливаемых электрических машин.
Формула изобретения
Способ укладки короткозамкнутых витков в Магнитопровод электри-ческой машины путем размещения одной пазовой части каждого витка в пазу магнитопровода, а другой пазовой
части - в шлице зубца, с последующим обжатием каждого витка до плотного прилегания его к магнитопроводу, отличающийся тем, что, с целью повышения качества изготавливаемых электрических машин за счет обеспечения одинакового расположения всех витков, перед введением пазовой части каждого витка в шлиц зубца виток ориентируют по нормали к внутренней боковой поверхности головки зубца, а перед обжатием осуществляют фиксацию витка в шлице.
t
Источники информации, принятые во внимание приiэкспертизе
