Настоящее изобретение относится к способам изготовления намагничиваемого сердечника с обмоткой для электрической машины, собственно намагничиваемому сердечнику, используемому, в частности, в качестве статора электрической машины, а также к электрической машине с таким сердечником.
Из выложенной заявки JP 9-103052 известен способ изготовления намагничиваемого сердечника с обмоткой для электрической машины, в частности статора электрической машины. В соответствии с известным способом на первой стадии подготавливают сердечник, имеющий в основном форму прямоугольного параллелепипеда с параллельно проходящими с одной его стороны пазами, в эти пазы на следующей стадии укладывают ее пазовыми сторонами обмотку сердечника и после этого на последующей стадии сердечнику вместе с его обмоткой придают форму цилиндрического кольца с обращенными радиально внутрь пазами.
При изготовлении подобного статора вначале холодной штамповкой вырубают отдельные стальные листы (пластины), определенное количество которых затем набирают в пакет, накладывая их один на другой по всей площади их поверхности, с получением сердечника требуемой осевой протяженности. Эти шихтованные стальные листы образуют сердечник статора, имеющий в результате обычные для статора и расположенные с одной стороны параллельно друг другу зубцы и пазы. Затем предварительно уже намотанную обмотку сердечника, выполненную в виде распределенной волновой обмотки и имеющую в основном плоскую форму, укладывают в пазы практически плоского сердечника. Такой имеющий плоскую форму узел, состоящий из сердечника и его обмотки, имеет так называемую выступающую часть обмотки, т.е. у каждой из в целом трех отдельных фаз одна пазовая сторона обмотки оказывается вначале не уложенной в пазы. После этого такой узел, состоящий из сердечника и его обмотки, сгибают в кольцо с получением обычного статора, имеющего форму полого цилиндра. При этом в завершение перед окончательным изготовлением статора выступающие части обмотки необходимо уложить в соответствующие пазы.
При изготовлении сердечника таким способом у него имеется два конца, которые после гибки этого сердечника с его обмоткой в кольцо должны заподлицо прилегать друг к другу. Оба эти конца располагаются на уровне дна одного из пазов сердечника, геометрически дополняя друг друга до полного паза.
Недостаток сердечника, изготовленного этим известным способом, состоит в том, что степень заполнения его пазов несмотря на удобный доступ к ним является не оптимальной.
Предлагаемым изобретением решается задача устранения указанного недостатка при повышении коэффициента заполнения пазов сердечника обмоткой и рационализации технологии изготовления сердечника.
Для решения этой задачи в одном варианте предлагаемого в изобретении способа каждую из пазовых сторон обмотки, укладываемую в один из пазов, перед укладкой в паз обжимают соответствующим инструментом вдавливанием в его профильный паз, при этом пазовые стороны обмотки пластически деформируют, по меньшей мере приближая их контур к контуру, приобретаемому пазом после придания сердечнику формы цилиндрического кольца.
Основная идея изобретения состоит в том, что перед сгибанием в кольцо пакета пластин (стальных листов) расширенные пазы следует заполнять таким образом, чтобы перед сгибанием пакета в кольцо уложенная в пазы обмотка уже по меньшей мере приблизительно соответствовала форме пазов, которую они приобретают после круговой гибки, при этом наиболее целесообразно, чтобы уложенная в пазы обмотка была обжата в определенной степени.
Поэтому в соответствии с предлагаемым в изобретении способом изготовления сердечника для электрической машины предлагается обжимать, т.е. подвергать обработке давлением все пазовые стороны обмотки сердечника до их укладки в соответствующие пазы сердечника соответствующим инструментом вдавливанием в его профильный паз и таким путем подвергать пластической деформации с приданием им определенной формы. Подобная технология является исключительно эффективной, поскольку при изготовлении сердечника таким способом обеспечивается сравнительно высокий коэффициент заполнения его пазов, составляющий 55% и более. В результате предварительно собранному узлу, состоящему из плоского сердечника и его обмотки, при его сгибании в кольцо с приданием ему формы полого цилиндра не приходится воспринимать работу деформации, приводящую к недопустимой деформации сердечника.
В частных вариантах осуществления способа предлагается изготавливать сердечник таким образом, чтобы на его стыкуемых друг с другом концах имелось в периферийном направлении по одному неполному зубцу, представляющему собой половину целого зубца, т.е. располагать стыкуемые края пакета пластин не в пределах паза, как это имеет место в известном способе, а в пределах одного зубца, ограничивающего с двух сторон два паза. Следует отметить, что подобный подход несколько усложняет соединение стыкуемых краев, однако вместе с тем при укладке секции обмотки с ее выступающей частью в пазы сердечника эту выступающую часть обмотки перед окончательным сгибанием сердечника, соответственно статора в кольцо необходимо сначала уложить в паз. Если же такой паз уже имеет окончательную форму, то отсутствует опасность попадания указанной пазовой стороны выступающей части обмотки в промежуток между обоими концами сердечника, т.е. между их стыкуемыми краями, и ее защемления между этими концами сердечника. В результате удается простым путем, прежде всего при быстром протекании технологического процесса, надежно предотвратить повреждение этой пазовой стороны обмотки, укладываемой последней в паз. Помимо этого при укладке в паз этой помещаемой в него последней пазовой стороны обмотки исключается сползание с нее расположенной вокруг нее изоляции паза, что по меньшей мере позволяет устранить возникновение сбоев в технологическом процессе. Еще одно преимущество, связанное с выполнением на стыкуемых концах сердечника по неполному зубцу, представляющему собой половину целого зубца, состоит в том, что не прерывается магнитное сопротивление в замкнутой магнитной цепи сердечника статора и благодаря этому снижаются магнитные потери.
При изготовлении обмотки сердечника объем, занимаемый отдельными сторонами секций или петель обмотки, т.е. объем, ограниченный огибающей их кривой, обычно превышает тот объем, который имеет собственно полость паза после сгибания сердечника в кольцо. Если каждую из пазовых сторон обмотки сердечника перед их укладкой в пазы сердечника обжимать вдавливанием в профильный паз соответствующего инструмента, контур которого (профильного паза) соответствует окончательной форме паза сердечника, то в результате пластического деформирования пазовых сторон обмотки занимаемый ими объем будет изменяться до размеров собственно полости паза сердечника после его сгибания, соответственно после сгибания статора в кольцо. Тем самым при сгибании в кольцо статора, т.е. сердечника с его обмоткой, исключается воздействие деформирующих усилий на пазовые стороны обмотки со стороны отдельных зубцов сердечника и связанная с этим возможная деформация самих этих зубцов, что могло бы привести к повреждению сердечника. Если же пазовые стороны обмотки сердечника обжимать вдавливанием в профильный паз, контур которого соответствует форме поперечного сечения пазов сердечника за вычетом по меньшей мере некоторой части толщины изоляционного слоя, уменьшив по периметру профильный паз обжимного инструмента на эту величину, то пазовые стороны обмотки при их запрессовке в пазы будут в любом случае свободно проходить между изоляционными слоями, расположенными на боковых сторонах двух смежных зубцов. В результате пазовые стороны обмотки, соответственно обмотка сердечника будут надежно удерживаться с небольшой амортизацией в их положении, что будет приводить к гашению возможной вибрации этих пазовых сторон обмотки и предотвращению сдирания лакового или эмалевого слоя с проводов секций обмотки и в конечном итоге к исключению возможного короткого замыкания. При этом исключить повреждение изоляционного слоя можно прежде всего при учете всей его толщины за счет уменьшения по периметру размеров профильного паза обжимного инструмента на всю толщину этого изоляционного слоя по сравнению с размерами пазов сердечника.
Обмотку сердечника можно наматывать по меньшей мере с одной выступающей частью. Такая намотка обеспечивает практически симметричную конфигурацию обеих лобовых частей обмотки с обеих сторон сердечника статора. В этом случае у лобовых частей обмотки прежде всего в месте стыка отсутствует углубление примерно клиновидной формы, которое представляет собой сквозное отверстие и которое при прохождении сквозь него потока воздуха могло бы приводить к повышению уровня создаваемого электрической машиной шума. Помимо этого благодаря симметричной конфигурации лобовых частей обмотки, что обеспечивается за счет наличия у последней выступающей части, сопротивление изгибу узла, состоящего из сердечника и его обмотки, по длине, соответственно по периметру статора остается практически постоянным. Благодаря этому круглость такого согнутого в цилиндрическое кольцо узла, состоящего из сердечника и его обмотки, очень близка к идеальной.
Если обмотка сердечника имеет по меньшей мере одну выступающую пазовую сторону, а расстояние от этой выступающей пазовой стороны до соседней с ней невыступающей пазовой стороны обмотки больше расстояния между двумя соседними пазами, то значительно упрощается, соответственно облегчается укладка выступающей пазовой стороны обмотки перед завершением сгибания в кольцо сердечника в первый паз, при этом исключается возникновение растягивающих нагрузок между указанной выступающей пазовой стороной обмотки и ее последней, находящейся в последнем пазу пазовой стороной. Если при обжатии пазовых сторон обмотки с приданием им формы паза указанную по меньшей мере одну выступающую пазовую сторону необратимо выводить при обжатии из плоскости, определяемой невыступающими сторонами обмотки, то при сгибании сердечника в кольцо и окончательной укладке выступающих секций обмотки в паз исключается столкновение этих пазовых сторон обмотки с концом сердечника и их возможное повреждение.
Преимущество выполнения обмотки сердечника в виде двухслойной петлевой обмотки состоит в том, что каждая петля обмотки фазы образована, с одной стороны, проводами, проходящими по внутреннему периметру и тем самым в зоне головок зубцов, а с другой стороны, проводами, расположенными у дна паза. Поскольку лобовые части обмотки обычно более эффективно охлаждаются со стороны внутреннего периметра, чем со стороны наружного периметра, в конечном итоге обеспечивается равномерное охлаждение петли, а тем самым и всей обмотки фазы. В результате равномерно охлаждается не только обмотка одной фазы, но и вся обмотка сердечника. Обмотка каждой отдельной фазы может быть при этом рассчитана на одну и ту же нагрузку.
При выполнении обмотки сердечника в виде простой однослойной петлевой обмотки у такой обмотки отсутствуют выступающие пазовые стороны, и поэтому при сгибании в кольцо узла, состоящего из сердечника и его обмотки, в соответствующие пазы не приходится вставлять никакие выступающие пазовые стороны обмотки, благодаря чему при отсутствии у обмотки подобных выступающих пазовых сторон упрощается весь процесс сгибания этого узла в цилиндрическое кольцо.
В следующем варианте осуществления изобретения предлагается перед укладкой обмотки в пазы предварительно изгибать до определенной степени подготовленный сердечник по его спинке, т.е. по не имеющей пазов стороне, таким образом, чтобы расширить открытые участки пазов для укладки в них пазовых сторон обмотки. Такая предварительная гибка сердечника в сторону, противоположную направлению его последующего сгибания в кольцо, позволяет при наличии пазов с очень малыми открытыми участками (проходными сечениями) укладывать в такие пазы еще плоского сердечника обмотку, пазовые стороны которой шире открытых участков паза. В результате создается возможность изготавливать зубцы со сравнительно широкими, протяженными головками и тем самым обеспечить эффективное распространение магнитного поля от ротора к сердечнику, что позволяет значительно повысить кпд. Подобная технологическая операция позволяет также использовать для намотки обмотки провода, наименьший размер поперечного сечения которых больше ширины открытого участка паза у еще плоского сердечника статора, а также провода некруглого сечения.
Если выступающую часть обмотки укладывают по меньшей мере в один паз перед завершением сгибания сердечника и лишь затем его сгибают окончательно в цилиндрическое кольцо, то открытый участок паза в этом случае изначально шире, чем у окончательно согнутого в кольцо сердечника, что упрощает укладку в такие пазы выступающей части обмотки.
С целью исключить у согнутого в цилиндрическое кольцо сердечника образование зазора между его состыкованными концами, т.е. исключить их расхождение в разные стороны, обусловленное наличием у него некоторой остаточной упругой деформации после гибки, предлагается соединять эти концы друг с другом неразъемным соединением.
Во втором варианте предлагаемого в изобретении способа каждую из всех пазовых сторон обмотки, укладываемых в один из пазов, после укладки в соответствующий паз подвергают обработке давлением фасонным пуансоном, пластически деформируя все эти пазовые стороны обмотки в целом таким образом, чтобы их внешний контур соответствовал профилю паза у согнутого в кольцо сердечника.
Объектами изобретения является также намагничиваемый сердечник с обмоткой для электрической машины, изготовленный вышеописанным способом, статор электрической машины, представляющий собой такой намагничиваемый сердечник с обмоткой, а также электрическая машина, прежде всего генератор, имеющая статор в виде намагничиваемого сердечника с обмоткой, описанного выше.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на чертежи, на которых показано:
на фиг.1 - блок-схема, иллюстрирующая операции, выполняемые при осуществлении способа изготовления предлагаемого в изобретении сердечника с обмоткой,
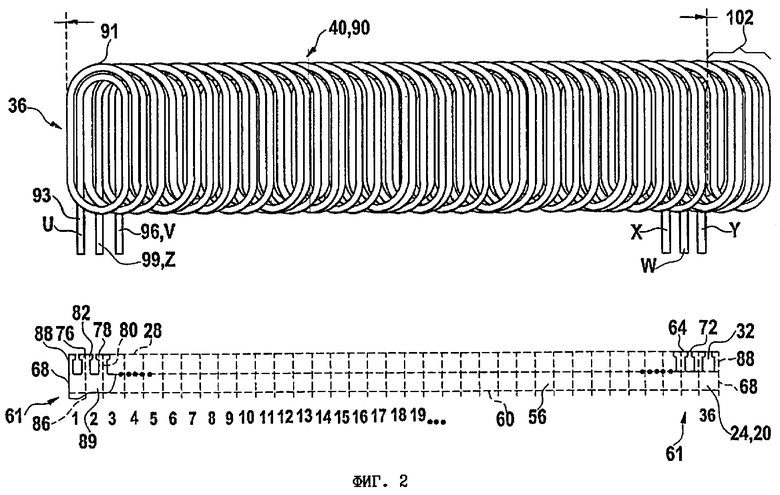
на фиг.2 - вид сбоку сердечника, имеющего форму прямоугольного параллелепипеда, и вид сверху обмотки сердечника с ее выводами с указанием их распределения по пазам сердечника,
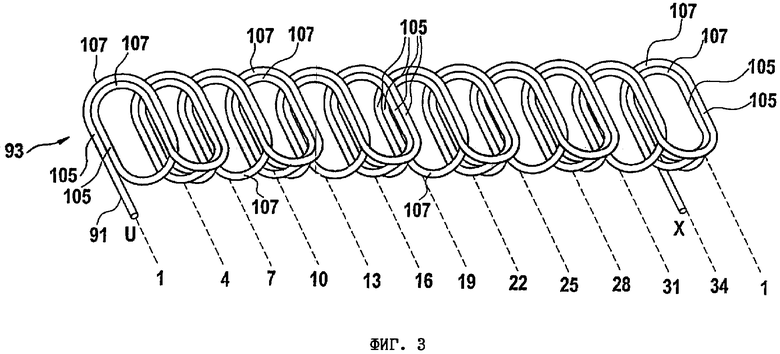
на фиг.3 - пространственное изображение одной фазы двухслойной петлевой обмотки,
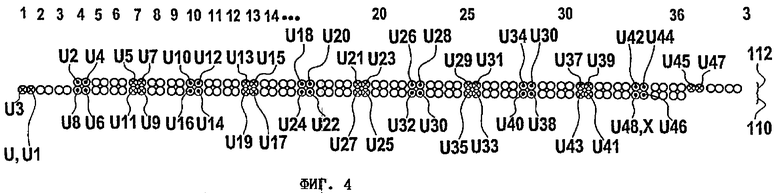
на фиг.4 - схематичное изображение всех трех фаз обмотки сердечника, выполненной в виде двухслойной петлевой обмотки по фиг.3,
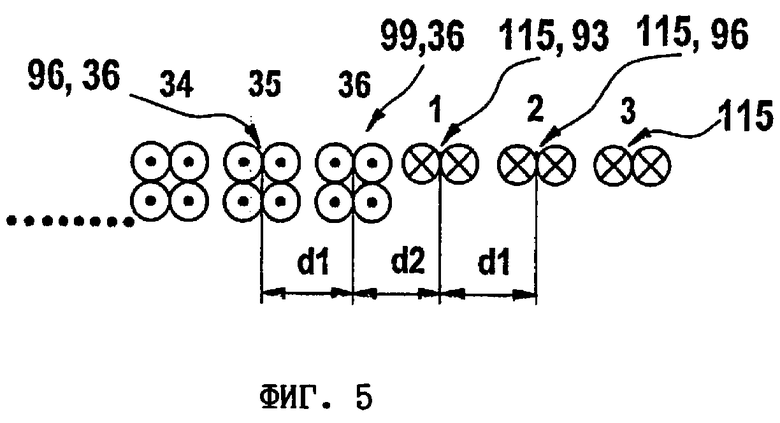
на фиг.5 - увеличенное изображение фрагмента обмотки по фиг.4 на участке ее выступающей части,
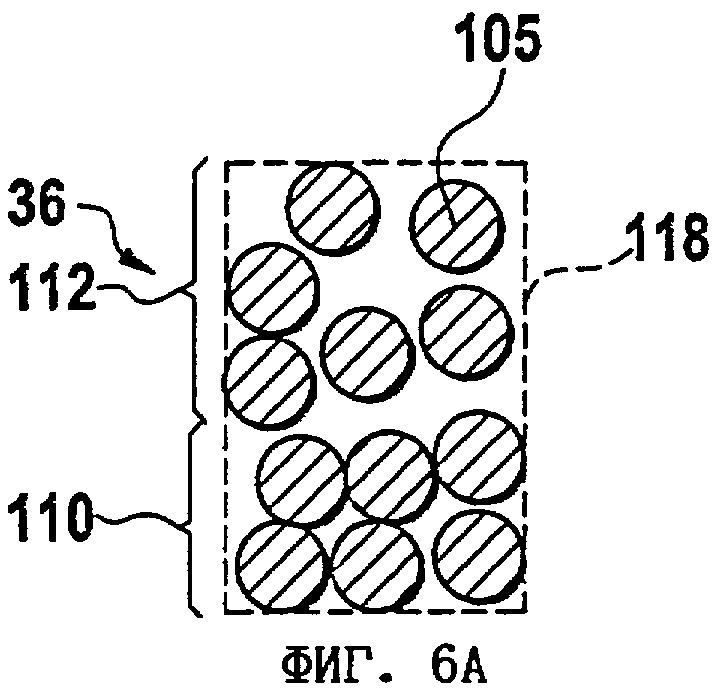
на фиг.6А - поперечное сечение пазовой стороны обмотки непосредственно после намотки,
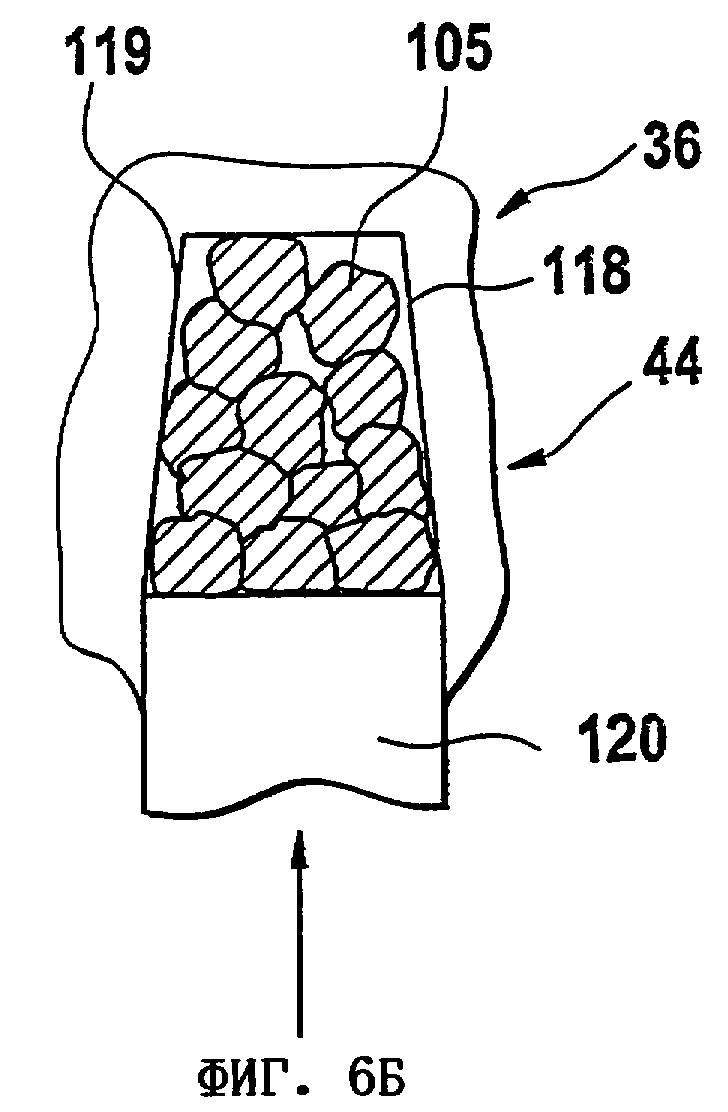
на фиг.6Б - пазовая сторона обмотки по фиг.6А в обжимном инструменте после обжатия,
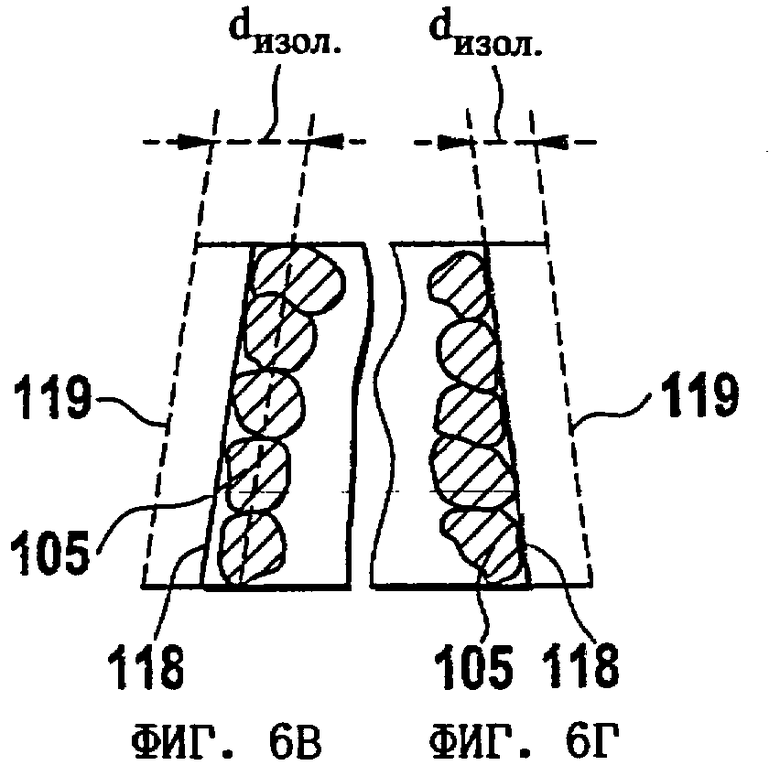
на фиг.6В и 6Г - детальное изображение контура стороны петли обмотки после обжатия,
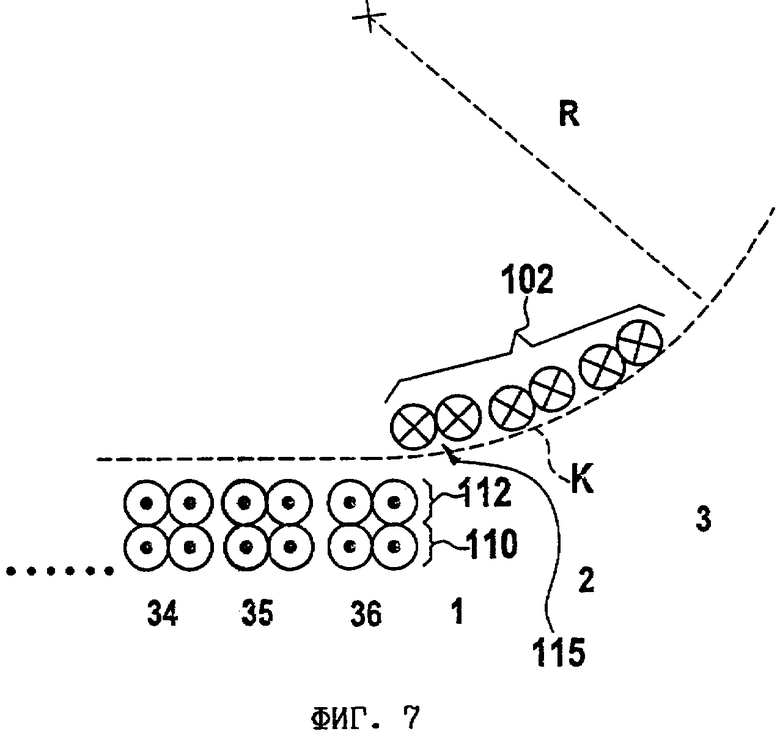
на фиг.7 - выступающая часть обмотки и ее положение относительно не выступающих ближайших пазовых сторон обмотки,
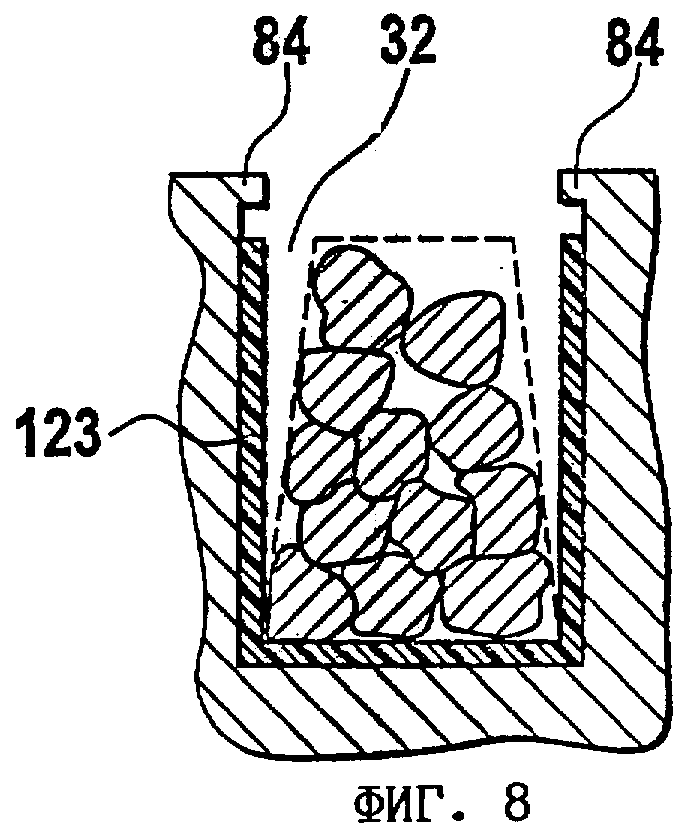
на фиг.8 - поперечное сечение паза с уложенной в него пазовой стороной обмотки перед сгибанием сердечника в кольцо,
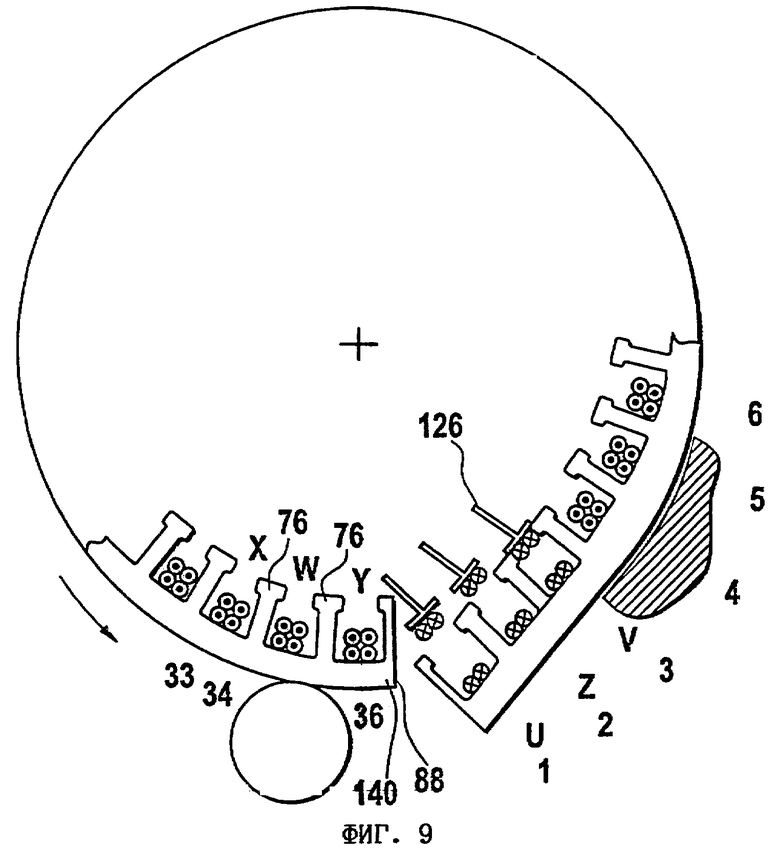
на фиг.9 - фрагмент практически полностью согнутого в кольцо сердечника со вспомогательным приспособлением для заталкивания выступающих частей секций обмотки в пазы с номерами 1-3,
на фиг.10 - вариант выполнения приспособления по фиг.9 для заталкивания выступающих частей секций обмотки в пазы с номерами 1-3,
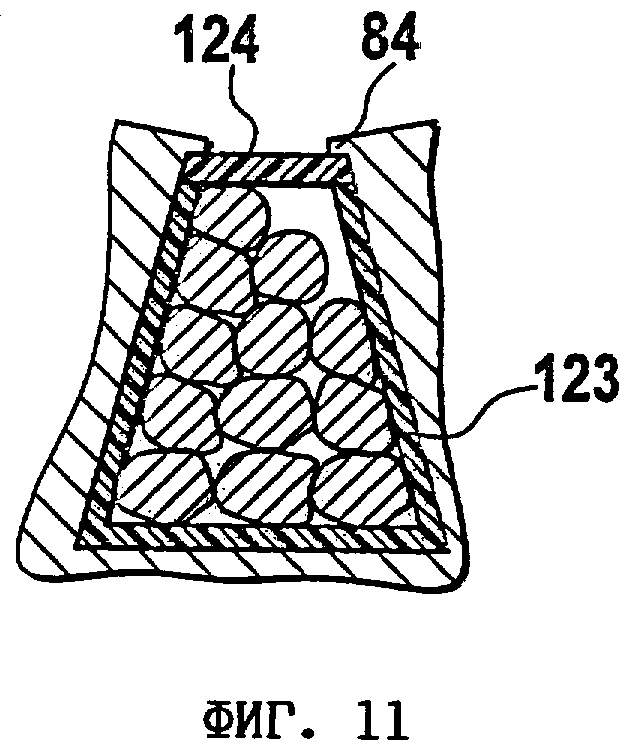
на фиг.11 - поперечное сечение паза после сгибания сердечника в кольцо,
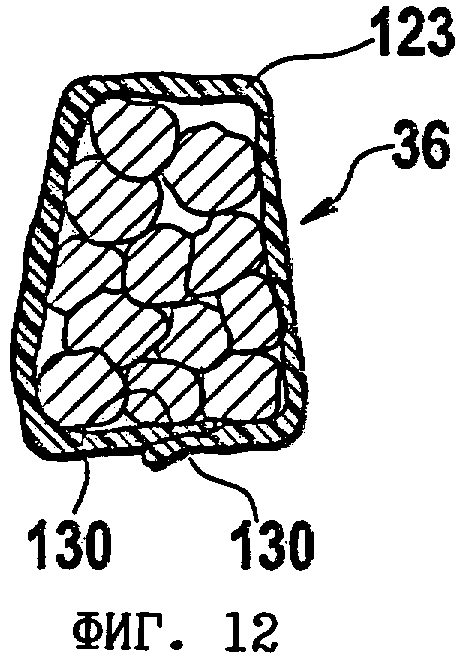
на фиг.12 - другой вариант выполнения изоляции пазовой стороны обмотки,
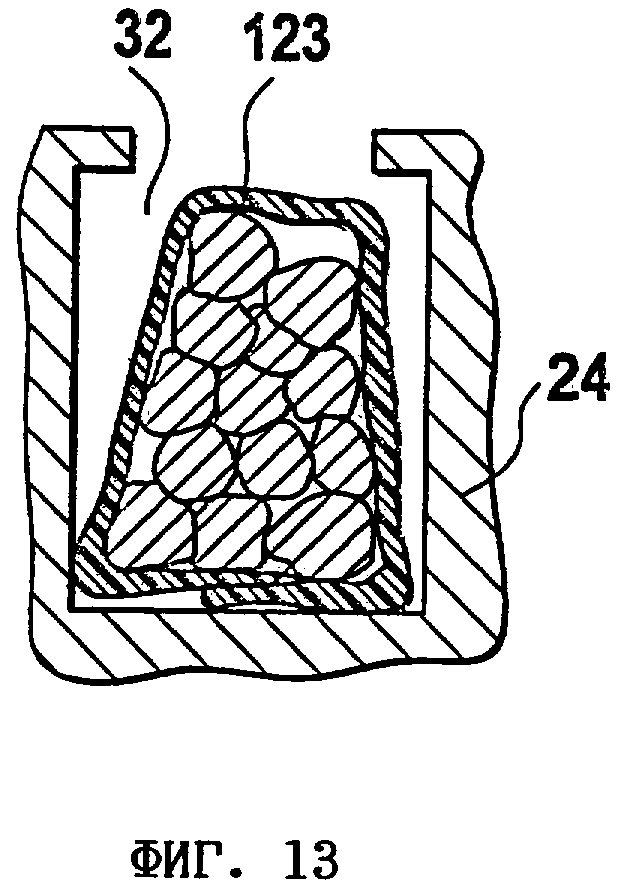
на фиг.13 - фрагмент изолированной согласно фиг.12 пазовой стороны обмотки в пазу,
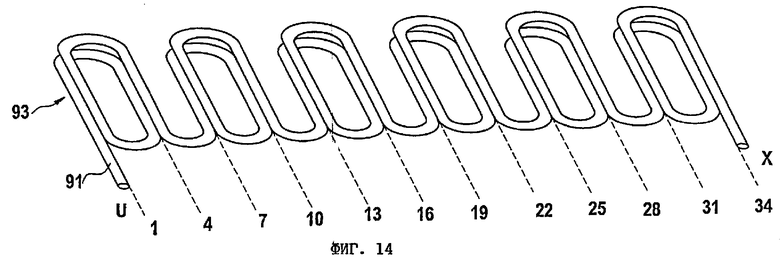
на фиг.14 - пространственное изображение отдельной фазы простой однослойной петлевой обмотки,
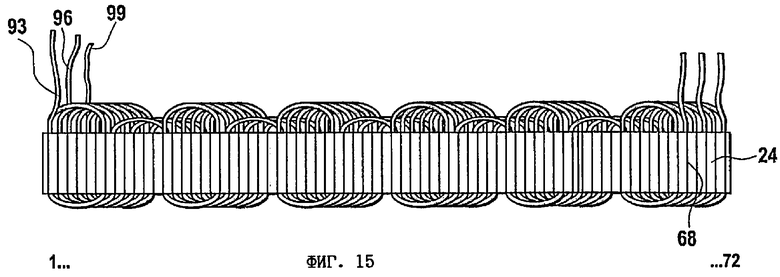
на фиг.15 - обмотка на имеющем форму прямоугольного параллелепипеда сердечнике, выполненная в виде трехфазной однослойной простой петлевой обмотки,
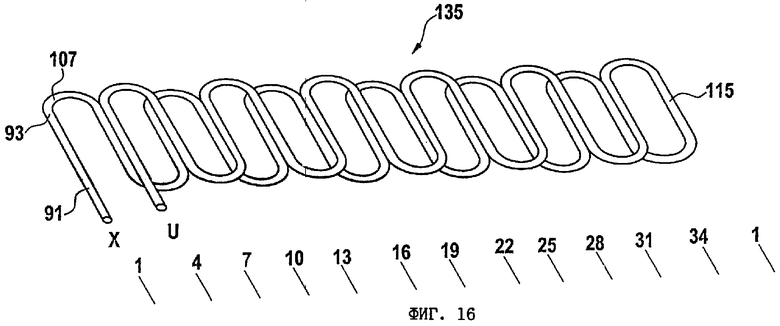
на фиг.16 - упрощенный вариант выполнения распределенной волновой обмотки,
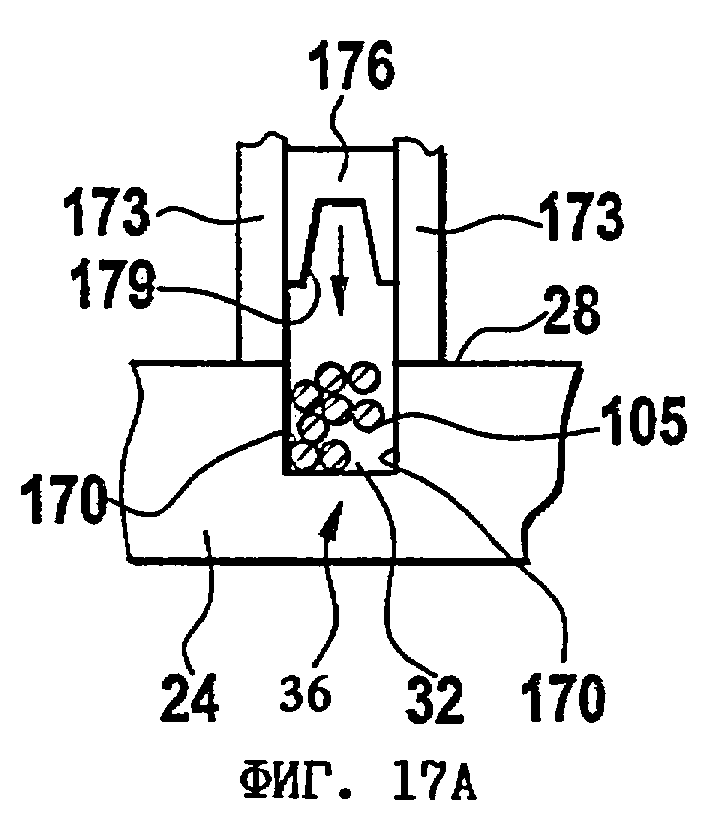
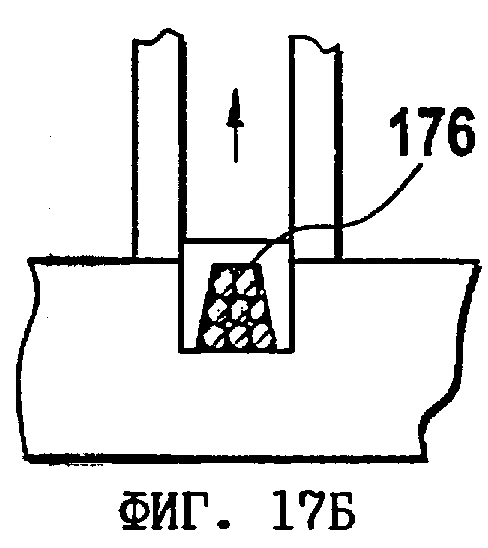
на фиг.17А, 17Б и 17В - изображения, иллюстрирующие другой вариант осуществления предлагаемого в изобретении способа,
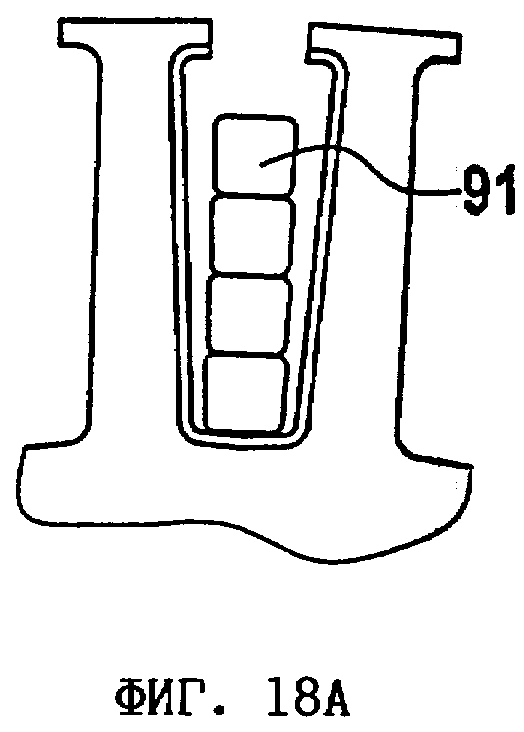
на фиг.18А - фрагмент сердечника с расширенным за счет разгибания пазом и уложенной в него пазовой стороной обмотки,
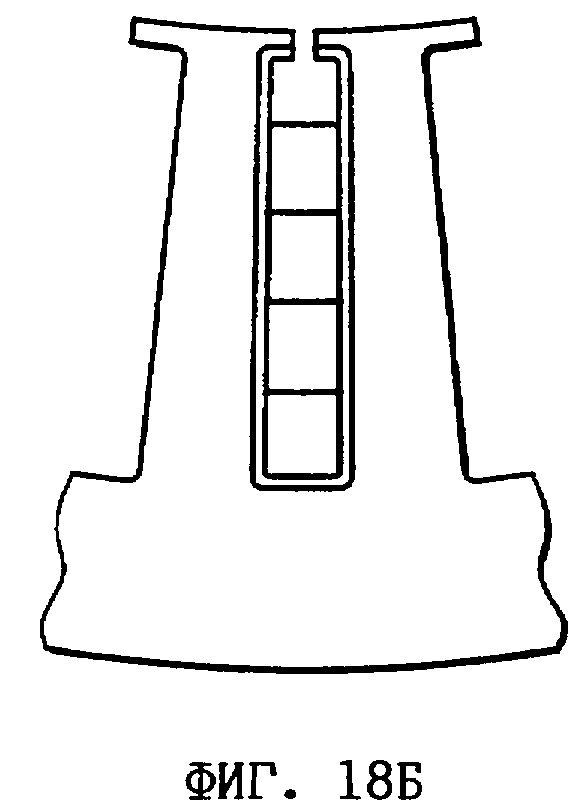
на фиг.18Б - фрагмент паза по фиг.17А после сгибания сердечника в кольцо,
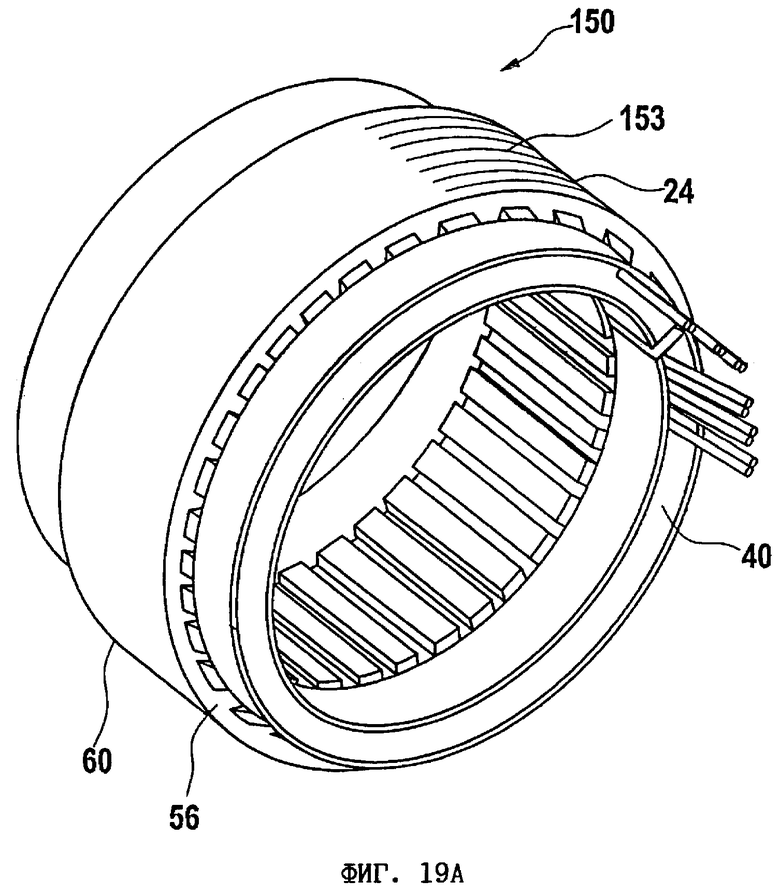
на фиг.19А - сердечник с обмоткой в окончательно изготовленном виде,
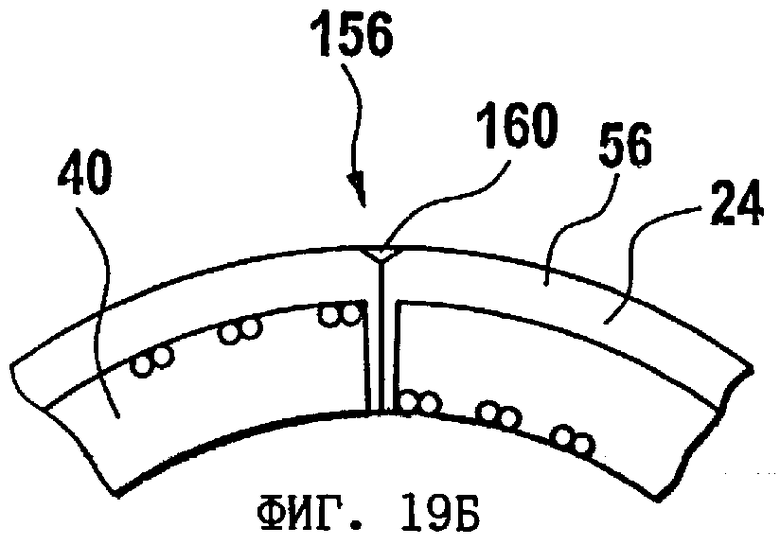
на фиг.19Б - фрагмент сердечника с обмоткой на участке стыка его концов и
на фиг.20 - электрическая машина с предлагаемым в изобретении сердечником с обмоткой.
На фиг.1 представлена блок-схема, иллюстрирующая основные операции, соответственно стадии предлагаемого в изобретении способа. На стадии S1 подготавливают имеющий в основном форму прямоугольного параллелепипеда 20 намагничиваемый в результате электромагнитного возбуждения сердечник 24 (см. также фиг.2). Этот сердечник 24 имеет параллельно проходящие с одной стороны 28 пазы 32.
Обмотка 40 сердечника, выполненная из обмоточного провода, имеет участки 105, располагаемые впоследствии в пазах 32. Эти располагаемые в пазах 32 и объединяемые в одну группу участки 105 обмотки называются пазовыми сторонами 36 обмотки. На стадии S2 имеющую пазовые стороны 36 обмотку 40 сердечника обжимают обжимным инструментом 44 (фиг.6Б), изменяя форму пазовых сторон 36 обмотки и согласуя их таким путем с контуром паза 32. На последующей стадии S3 обжатую обмотку 40 сердечника закладывают ее пазовыми сторонами 36 в пазы 32 сердечника 24 (см. также фиг.8). На стадии S4 сердечнику 24 вместе с его обмоткой 40 придают форму цилиндрического кольца 52 с обращенными радиально внутрь пазами 32.
На фиг.2 имеющий форму прямоугольного параллелепипеда сердечник 24 показан в виде сбоку. Сердечник 24 имеет форму прямоугольного параллелепипеда 20 с обращенными в противоположные стороны торцами 56. Торцы 56 соединены друг с другом задней поверхностью 60 и пазовой поверхностью 64. Оба торца 56, задняя поверхность 60, а также пазовая поверхность 64 определяют прямоугольную форму поперечного сечения сердечника, при этом сердечник 24 имеет два конца 61 с соответствующими торцами 68. Сердечник 24 имеет в целом тридцать шесть пазов 32, которые расположены взаимно параллельно в одной общей плоскости. Все пазы 32 открыты с одной и той же стороны и оканчиваются открытыми участками 72, которые все расположены в плоскости 64. Пазы 32 ограничены зубцами 76 с параллельными боковыми сторонами. Каждый зубец 76 имеет оканчивающуюся в плоскости 64 головку 78, а также основание или ножку 80. Все ножки 80 зубцов 76 расположены в одной плоскости, проходящей параллельно задней поверхности 60 сердечника. Зубцы 76 за счет придания им в сечении определенного контура, соответственно профиля 82, проходят параллельно торцам 68. Каждая головка 78 зубца имеет по два ребра 84 (см. также фиг.8), которые у согнутого в цилиндрическое кольцо 52 сердечника 24 проходят в окружном направлении последнего. Каждый зубец 76 имеет симметричную форму относительно своей срединной плоскости 86, проходящей параллельно торцам 68. С обоих торцов 68 сердечника 24 предусмотрено по одному неполному зубцу 88, представляющему собой половину от полного зубца, разделенного пополам по его срединной плоскости 86. Между обоими этими неполными зубцами 88 расположены тридцать пять полных зубцов 76, и поэтому у сердечника в целом имеется тридцать шесть пазов 32, при этом у согнутого в кольцо сердечника 24 имеется тридцать шесть зубцов 76, один из которых образован двумя неполными зубцами 88.
Полные зубцы 76 и неполные зубцы 88 соединены их ножками 80 со спинкой 89 сердечника, образуя с ней цельную деталь. Спинка сердечника замыкает магнитную цепь, состоящую из всех полных и неполных зубцов 76 и 88.
Над сердечником 24 показана его обмотка 40, которая изображена повернутой относительно этого сердечника 24 на 90° в плоскость чертежа. Показанная на фиг.2 обмотка 40 представляет собой трехфазную двухслойную петлевую обмотку 90. Эта трехфазная петлевая обмотка 90, намотанная из снабженного покрытием, соответственно эмалированного провода 91, имеет первую фазу 93 с выводами U и X, вторую фазу 96 с выводами V и Y, а также третью фазу 99 с выводами W и Z. Вывод U петлевой обмотки 90 сердечника уложен в паз 32 номер 1, вывод Z уложен в паз 32 номер 2, а вывод V уложен в паз 32 номер 3. При укладке выводов U, Z и V, а также выводов X, W и Y обмотки сердечника и всех остальных расположенных между ними пазовых сторон 36 обмотки в пазы с номерами 1-36 у этой обмотки 40 остается так называемая общая выступающая часть 102, которая при укладке обмотки 40 в пазы 32 сердечника 24 первоначально не закладывается в эти пазы.
На фиг.3 показана первая фаза 93 обмотки по фиг.1, имеющая в принципе то же исполнение, что и вся обмотка в целом. Эта первая фаза 93 обмотки, как и обе другие ее фазы, имеет закладываемые в пазы участки 105 провода и соединяющие их соединительные участки 107 провода. Цифры 1-34, приведенные под изображением первой фазы 93 обмотки, относятся к номерам тех пазов из всех пазов с номерами с 1 по 34, соответственно 1, в которые помещаются, соответственно укладываются указанные участки 105.
На фиг.4 в поперечном сечении изображены все три фазы 93, 96 и 99 обмотки по фиг.2, при этом, однако, лишь в качестве примера соответствующие обозначения приведены только для первой фазы 93. Обе другие фазы 96 и 99 обмотки изготавливают аналогичным образом. Номера 1-36, соответственно 3 относятся к номерам пазов. Начиная с паза 32 номер 1, на первой стадии укладываемый в паз и обозначенный через U1 участок 105 провода располагают, начиная с вывода U фазы обмотки, в положении, которое соответствует этому пазу 32 номер 1. К этому обозначенному через U1 и уложенному в паз участку 105 примыкает не показанный на чертеже соединительный участок 107 провода, доходящий до паза 32 номер 4. Далее в обмотке следует обозначенный через U2 уложенный в паз участок 105 провода. К этому обозначенному через U2 уложенному в паз участку 105 примыкает следующий соединительный участок 107 провода, переходящий в обмотке в следующий обозначенный через U3 участок 105 провода, который вновь уложен в паз 32 с номером 1. В следующем витке обмотки последующий соединительный участок 107 провода переходит в обозначенный через U4 участок 105, уложенный в паз 32 номер 4, откуда провод, как показано на фиг.4, через следующий соединительный участок 107 переходит в обозначенный через U5 участок 105, уложенный в паз 32 с номером 7, и затем с попеременным чередованием соединительных участков 107 и уложенных в пазы участков 105 постепенно проходит, как показано на чертеже, до самого последнего паза 32 с номером 34, из которого обозначенный через U48 и уложенный в этот паз участок 105 провода в конечном итоге вновь выведен наружу в виде вывода Х первой фазы 93 обмотки. На чертеже видно, что за пазом 32 номер 36 расположены два выходящих за него и обозначенных через U45 и U47 участка 105 провода, которые в свою очередь укладываются в последующем в паз 32 номер 1 и, таким образом, накладываются на уложенные в этот паз участки 105 провода, обозначенные через U3 и U1. На фиг.4 показано, что отдельные уложенные в паз участки 105 провода располагаются и в первом слое 110, и во втором слое 112 обмотки. По рассмотренной выше схеме располагаются витки всех трех фаз 93, 96 и 99 обмотки. Первый слой 110 впоследствии оказывается расположен внутри пазов 32, а второй слой 112 располагается в зоне их открытых участков 72. Несмотря на то, что изображение первой фазы 93 обмотки на фиг.3 отличается от ее изображений на фиг.4 и 2 в части расположения отдельных укладываемых в пазы участков 105 провода в отдельных слоях обмотки, последовательность расположения этих участков в слоях обмотки не имеет значения для процесса ее изготовления, а в конечном итоге и не влияет на ее электрическую функцию.
На фиг.5 в увеличенном масштабе изображена часть пазовых сторон 36 обмотки, укладываемых в пазы 32 с номерами 34, 35 и 36, а также отдельные выступающие части 115 трех фаз 93, 96 и 99 обмотки. Расстояние d1 между пазовой стороной 36 второй фазы 96 и пазовой стороной 36 третьей фазы 99 обмотки соответствует расстоянию между двумя пазами 32 сердечника 24, когда он имеет форму прямоугольного параллелепипеда (см. также фиг.2). Расстояние между пазовой стороной 36 третьей фазы 99 обмотки и единственной и первой выступающей частью 115 обмотки первой фазы 93 обозначено через d2. Это расстояние соответствует расстоянию между последней укладываемой в паз сердечника 24 перед его сгибанием в кольцо пазовой стороной 36 обмотки и первой, уже не укладываемой в паз плоского сердечника 24 выступающей частью 115 обмотки. При этом расстояние d2 больше расстояния d1. Расстояние между отдельными выступающими частями 115 указанных трех фаз 93, 96 и 99 обмотки соответствует расстоянию d1.
На фиг.6А в поперечном сечении показана отдельная пазовая сторона 36 обмотки. При этом поперечное сечение такой отдельной пазовой стороны 36 обмотки образуют в первую очередь поперечные сечения отдельных укладываемых в паз участков 105 провода, которые изначально располагаются более или менее неупорядочено в пределах определенной огибающей их поверхности 118. В отличие от фиг.3, 4 и 5 в данном случае обмотка имеет большее количество петель, соответственно витков. Как уже упоминалось выше при описании фиг.1, форму пазовых сторон 36 обмотки перед ее укладкой в пазы 32 сердечника 24 изменяют в обжимном инструменте таким образом, чтобы огибающая поверхность 118 принимала в конечном итоге форму профильного паза 119 обжимного инструмента 44 (см. также фиг.6Б). Для этого пазовую сторону 36 обмотки вначале свободно закладывают в профильный паз 119 обжимного инструмента 44, что обозначено на фиг.6Б соответствующей стрелкой. Затем пуансоном 120 пазовую сторону 36 обмотки вдавливают в профильный паз 119, пластически деформируя при этом пазовую сторону 36 обмотки таким образом, что она необратимо принимает форму профильного паза 119, ограниченную внешней по отношению к пазовой стороне обмотки огибающей поверхностью 118. Профильный паз 119 обжимного инструмента 44 можно выполнить такой формы, чтобы она соответствовала форме поперечного сечения пазов 32 после гибки сердечника. В одном из вариантов профильному пазу 119 можно придать в поперечном сечении форму, которая по размерам соответствует форме поперечного сечения пазов 32 за вычетом по меньшей мере некоторой части толщины dизол. образующего изоляционный слой 123 материала (см. также фиг.6В и 6Г, а также фиг.8).
Если при намотке обмотки 40 сердечника образуется, как показано на фиг.4, общая выступающая часть 102, то эта общая выступающая часть 102 расположена на уровне второго слоя 112. При обжатии обмотки 40 сердечника в обжимном инструменте 44 ее общая выступающая часть 102 одновременно приподнимается или выводится из плоскости, образованной вторым слоем 112. Отдельные выступающие части 115 обмотки имеют нижние стороны, которые в последующем оказываются обращены к ее первому слою 110. При обжатии в обжимном инструменте 44 эти нижние стороны отдельных выступающих частей 115 обмотки приподнимаются над вторым слоем 112 и в результате располагаются вдоль некоторой кривой К, которая лежит в пределах последующего диаметра имеющего впоследствии круглую форму сердечника 24.
После обжатия и изменения формы пазовых сторон 36 обмотки 40 последнюю укладывают ее пазовыми сторонами 36 в облицованные слоем 123 изоляционного материала пазы 32, как это показано на фиг.8.
Предварительно собранный узел, состоящий из сердечника 24, изоляционного материала 123 и обмотки 44, на следующей стадии S4 придают форму цилиндрического кольца 52 с обращенными, т.е. открытыми, радиально внутрь пазами 32. При этом гибку начинают с неполного зубца 88, граничащего с пазом 32 номер 36. Этот неполный зубец 88 сгибают в соответствующем приспособлении в сторону ближайшего к нему зубца 76, расположенного между пазами 32 номер 35 и 36, в результате чего головки 78 этих зубцов сближаются, а открытые участки 72 пазов уменьшаются. При этом одновременно сгибают соответствующий участок 140 спинки сердечника между неполным зубцом 88 и зубцом 76, расположенным между пазами 32 с номерами 35 и 36, таким образом, что угол между зубцом 76 и указанным участком 140 спинки уменьшается, что также относится и к неполному зубцу 88. Этот процесс пластического деформирования продолжают до тех пор, пока в конечном итоге зубец 76, расположенный между пазами 32 с номерами 3 и 4, не будет загнут в сторону зубца 76, расположенного между пазами 32 с номерами 2 и 3.
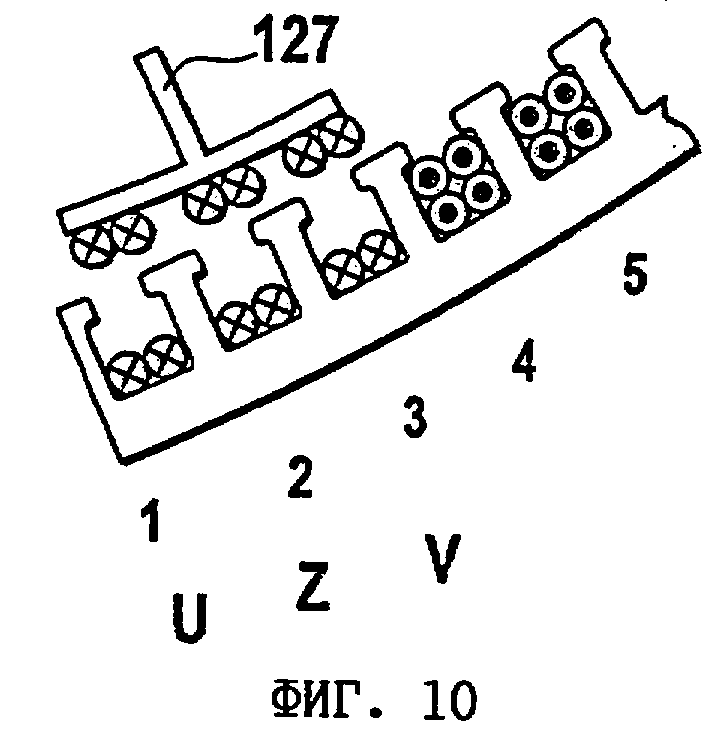
Однако перед завершением сгибания сердечника 24 в кольцо необходимо сначала уложить три выступающие части 115 трех фаз 93, 96 и 99 обмотки в пазы 32 с номерами 3, 2 и 1. С этой целью каждую из отдельных выступающих частей 115 обмотки укладывают, соответственно заталкивают соответствующим пуансоном 126 в пазы 32 с номерами 3, 2 и 1. Согласно одному из вариантов эту операцию по укладке выступающих частей 115 обмотки в пазы можно осуществлять и с помощью одного единственного пуансона 127 (см. также фиг.10).
Вместо облицовки паза 32 изоляционным слоем 123 перед укладкой в него обжатой пазовой стороны 36 обмотки и последующим закрытием паза соответствующей пленкой 124 (см. также фиг.11) в одном из вариантов предлагается также оснащать закрывающими пазы пленками 124 пуансоны 126 и 127, что позволяет вставлять эти пленки 124 в пазы 32 одновременно с выступающими частями 115 обмотки. Эти пленки в последующем также надежно фиксируются в пазах 32 под ребрами 84 зубцов за счет сужения открытых участков 72 пазов при сгибании сердечника 24 в кольцо. Согласно другому варианту предлагается использовать также состоящую из двух частей изоляцию паза, образованную изоляционным слоем 123 и закрывающей паз пленки 124. При этом уже обжатую обмотку 40 сердечника, соответственно ее пазовые стороны 36 перед укладкой в пазы сердечника 24 заключают с боков в при необходимости приклеиваемый изоляционный слой 123, который в последующем располагается внутри паза. В этом случае закрывающую паз пленку 124, как и ранее, вставляют в пазы 32 вместе с выступающими частями 115 обмотки с помощью пуансонов 126 и 127, оснащенных подобными пленками 124. В следующем варианте предлагается заключать (оборачивать) обжатые пазовые стороны 36 обмотки перед их укладкой в паз 32 в цельный изоляционный слой 123, как это показано на фиг.12. В показанном на этом чертеже варианте изоляционный слой 123 обернут вокруг пазовой стороны 36 обмотки таким образом, что оба его конца 130 внахлестку наложены один на другой, а обе смежные, обращенные друг к другу поверхности этих концов склеены одна с другой. В этом варианте всю обмотку 40 сердечника укладывают в пазы 32 сердечника 24 лишь после обертывания ее пазовых сторон 36 изоляционным слоем 123, как это показано на фиг.13.
На фиг.14 представлено пространственное изображение простой петлевой обмотки. Эта петлевая обмотка в свою очередь представляет собой первую фазу 93 обмотки 40 сердечника. Как и у рассмотренной выше двухслойной петлевой обмотки, показанной на фиг.3, соответственно на фиг.4, намотку подобной простой петлевой обмотки начинают с паза 32 номер 1, и поэтому первый виток укладывают в пазы 32 с номерами 1 и 4 и затем с шагом в три паза наматывают остальные секции обмотки. Первая фаза 93 обмотки заканчивается выводом X, выходящим из паза 32 номер 34. Соответствующим образом выполненную вторую фазу 96 обмотки наматывают для формирования обмотки 40 сердечника поверх первой фазы 93, начиная с паза 32 номер 2 до паза 32 номер 35. Аналогичным образом наматывают и третью фазу 99 обмотки, начиная с паза номер 3 и до паза номер 36. У полученной в результате обмотки 40 подобного типа отсутствует общая выступающая часть 102. На фиг.15 показан сердечник 24 с семьюдесятью двумя пазами. В этом случае первую фазу 93 обмотки наматывают, начиная с паза 32 номер 1, в пазы с номерами 1 и 7, а затем после выполнения определенного числа витков наматывают в пазы 2 и 8. После намотки этой второй секции обмотки следует соединяющий отдельные секции участок провода, который далее наматывается в пазы 13 и 19 с получением следующей секции обмотки, соответственно в пазы 14 и 20 и так далее до тех пор, пока в конечном итоге после намотки в общей сложности восьми последующих секций фазы 93 ее провод вновь не будет выведен из сердечника 24 из его паза с номером 68. Намотку второй фазы 96 начинают с паза 32 номер 3 и заканчивают пазом номер 70, из которого из сердечника 24 выводят провод этой фазы. Обмотка третьей фазы 99 начинается с паза номер 5 и заканчивается пазом номер 72.
На фиг.16 первая фаза 93 обмотки показана в виде распределенной волновой обмотки 135. При этом провод 91, как показано на фиг.16, проходит, начиная с паза 32 номер 1, через свой соединительный участок 107 в паз 4, а из него в свою очередь через следующий соединительный участок 107 переходит в паз номер 7 и так далее до образования первой выступающей части 115 обмотки в положении, соответствующем пазу с номером 1. Отсюда провод наматывается в обратном направлении через пазы 34-4. Обмотку второй фазы 96 наматывают аналогичным образом, начиная с паза номер 2 до этого же паза номер 2 с образованием в этом месте выступающей части 115 обмотки, и затем снова наматывают в обратном направлении до паза номер 5, а третью фазу наматывают, начиная с паза номер 3 и далее вновь до этого же паза 32 номер 3 с образованием в этом месте выступающей части 115 обмотки, и затем наматывают в обратном направлении до паза 32 с номером 6. Сердечник 24 с обмоткой 40, выполненной подобным образом в виде распределенной волновой обмотки 35, равным образом может быть изготовлен предлагаемым в изобретении способом.
В следующем варианте сначала подготавливают сердечник 24. После этого либо наматывают его обмотку 40, укладывая в пазы 32 провод 91, либо в эти пазы 32 укладывают предварительно изготовленную обмотку 40. Обмотка 40 при этом еще не обжата. Затем к обращенной впоследствии радиально внутрь стороне 28 сердечника 24 с каждой стороны паза 32 приставляют по соответствующему направляющему элементу 173 таким образом, чтобы боковая сторона каждого из них располагалась на одной линии с соответствующей боковой стороной 170 паза 32 и расстояние между этими направляющими элементами 173 было постоянным. После этого в промежуток между обоими направляющими элементами 173 вводят направляемый ими фасонный пуансон 176 с определенным внутренним профилем 179, перемещая в направлении пазовой стороны 36 обмотки. При этом отдельные уложенные в паз участки 105 провода пазовой стороны 36 обмотки вдавливаются в ограниченную внутренним профилем 179 полость пуансона и тем самым пластически деформируются таким образом, чтобы в результате подобной обработки давлением поперечные сечения пазовых сторон 36 обмотки соответствовали поперечному сечению паза 32, которое последний приобретает после сгибания сердечника 24 в кольцо (фиг.17Аи 17Б).
В другом варианте можно также последовательно обжимать отдельные уложенные в один из пазов 32 участки 105 провода.
Перед намоткой провода, соответственно укладкой обмотки 40 в зависимости от конкретных условий в пазы можно предварительно поместить изоляционный слой 123.
После деформирования фасонный пуансон 176 вновь отводят из паза 32 и от сердечника отводят направляющие элементы 173 (фиг.17В).
Затем этот сердечник 24 вместе с обмоткой 40 направляют на последующие технологические операции, описанные выше со ссылкой на фиг.9 или 10.
В следующем варианте предлагается использовать провод 91, наибольшее сечение которого больше ширины открытого участка 72 паза, измеренной по периферии сердечника 24, когда последний имеет еще форму прямоугольного параллелепипеда 20. При намотке подобной обмотки с применением бесконечного провода 91, например провода 91 прямоугольного сечения типа провода, который используют для так называемой стержневой обмотки, по технологии, описанной выше для трех других вариантов выполнения обмотки, непосредственная укладка обмотки 40 как таковой в пазы сердечника невозможна. Для решения этой проблемы перед укладкой обмотки 40 в пазы заднюю поверхность 60 сердечника 24 изгибают таким образом, чтобы несколько расширить открытые участки 72 пазов и обеспечить тем самым возможность укладки в них обмотки 40. После укладки обмотки 40 в подобные пазы сердечник 24 вместе с его обмоткой 40 в последующем, как описано выше, также сгибают в кольцо, в результате чего открытые участки 72 пазов сужаются в еще большей степени, как это показано на фиг.18Б. В отличие от обычных стержневых обмоток, в электрической схеме которых часто имеется в два раза большее количество таких сварных или паяных соединений, как пазы 32, в данном случае все затраты на изготовление соединений в электрической схеме ограничены выводами U-Z.
Показанный на фиг.18А и 18Б вариант не ограничен использованием проводов с соответствующими размерами сечений. Более того, этот вариант может использоваться и для изготовления обмоток 40, пазовые стороны 36 которых обжаты таким образом, что они как таковые из-за их измеренной по периферии сердечника ширины не могут пройти через открытый участок 72 паза, и поэтому открытые участки пазов сначала требуется несколько расширить гибкой сердечника 24 по его задней поверхности 60.
С целью повысить способность обжатых пазовых сторон 36 обмотки сохранять приданную им форму можно использовать так называемый спекаемый лак, обеспечивающий фиксацию этих пазовых сторон 36 обмотки. Для этого, например, можно использовать уже покрытый подобным лаком провод 91, лаковый слой которого подвергают нагреву в обжимном инструменте 44, в результате чего этот лак переходит по меньшей мере в вязко-клейкое состояние, благодаря чему провода 91 могут приклеиваться друг к другу, а после охлаждения и отверждения лака оказываются прочно соединены друг с другом, что облегчает их последующую обработку.
Электрически эффективный коэффициент заполнения паза определяют в данном случае как отношение суммы площадей поперечных сечений электрически активной части всех расположенных в пазу 32 участков 105 провода к поперечному сечению паза 32 после сгибания сердечника в кольцо. При осуществлении изобретения подобный электрически эффективный коэффициент заполнения паза составляет не менее 55%. Указанный нижний предел является минимальным значением, необходимым для достижения требуемой электрической эффективности. При этом верхний предел, который еще технически можно достичь, составляет не более 75%. Более высокий коэффициент заполнения паза требует использования при обжиме пазовых сторон 36 обмотки слишком высоких усилий, приводящих к повреждению лакового или эмалевого слоя на проводах 91, что в свою очередь приводит к коротким замыканиям в обмотке 40 сердечника, делающим ее непригодной для дальнейшего использования. С учетом производственных допусков и технических возможностей оптимальным компромиссом является коэффициент заполнения паза, составляющий от 57 до 70%.
На фиг.19А показан статор 150, имеющий состоящий из пластин 153 сердечник 24 с обмоткой 40, выполненной в виде простой петлевой обмотки. На фиг.19Б показан стык 156, образованный в месте соприкосновения двух торцов 68 согнутого в кольцо сердечника 24. Оба конца 61 сердечника 24 неразъемно соединены в месте их стыка 156 сваркой (сварной шов 160), что у согнутого в кольцо сердечника 24 исключает образование зазора между указанными концами (т.е. их расхождение в разные стороны), обусловленное наличием у него некоторой остаточной упругой деформации после гибки.
На фиг.20 условно показана электрическая машина 140 с предлагаемым в изобретении статором 150.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2369952C1 |
| Способ изолирования пазов сердечников статоров электрических машин с всыпными распределенными обмотками | 1982 |
|
SU1129703A1 |
| Способ изготовления статора электрической машины | 2023 |
|
RU2800000C1 |
| Обмотка статора электрической машины и способ ее изготовления | 1982 |
|
SU1080239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С СЕРДЕЧНИКОМ И КОРОТКОЗАМКНУТОЙ ОБМОТКОЙ | 2003 |
|
RU2239932C1 |
| Способ укладки обмоток в пазы магнитопроводов электрических машин и шаблон для его осуществления | 1987 |
|
SU1672544A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА | 2012 |
|
RU2529012C2 |
| Способ изготовления катушки обмотки электрической машины и устройство для его осуществления | 1985 |
|
SU1297173A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ Шкилько изготовления обмотки статора электрической машины | 1989 |
|
SU1791913A1 |

Изобретение относится к способам изготовления намагничиваемого сердечника с обмоткой для электрической машины. Способ изготовления намагничиваемого в результате электромагнитного возбуждения сердечника с обмоткой для электрической машины заключается в том, что на первой стадии подготавливают сердечник, имеющий в основном форму прямоугольного параллелепипеда с параллельно проходящими с одной его стороны пазами, в эти пазы на следующей стадии укладывают ее пазовыми сторонами обмотку сердечника и после этого на последующей стадии сердечнику вместе с его обмоткой придают форму цилиндрического кольца с обращенными радиально внутрь пазами. На дополнительной стадии каждую из всех пазовых сторон обмотки, укладываемых в один из пазов, перед укладкой в паз обжимают соответствующим инструментом вдавливанием в его профильный паз и таким путем подвергают пластической деформации. Технический результат - повышение коэффициента заполнения пазов сердечника обмоткой и рационализация технологии изготовления сердечника. 5 н. и 14 з.п. ф-лы, 27 ил.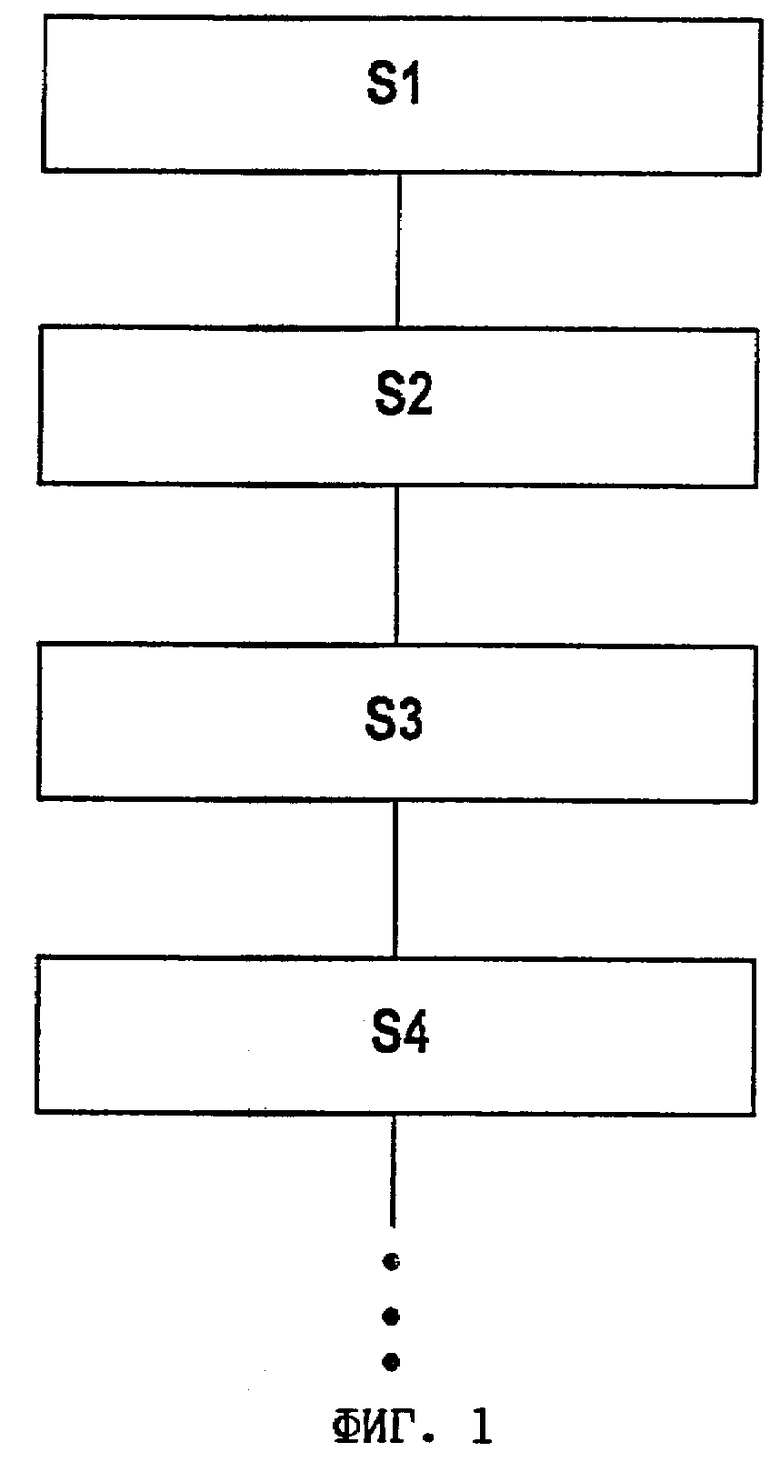
| JP 9103052, 15.04.1997.DE 3803752 A1, 25.08.1988.WO 9848500 A2, 29.10.1998.US 4543708, 01.10.1985. |

