(54) СВАРНОЕ СОЕДИНЕНИЕ
t
Изобретение относится к сварочно му производству и может быть использовано в мгиииностроении при изготовлении крупногабаритных корпусных конструкций, работающих в условиях тяжелых циклических нагружений (например, станин прессов и молотов).
Известны сварные соединенияjодаренные швами с полным проваром при- меняемые в сварочном производстве крупногабаритных конструкций, работающих в условиях циклических нагружений .
Однако выполнение в конструкциях сварных соединений с полным проваром повьшает трудоемкость их изготовления и увеличивает расход сварочных материалов, а также создает в шве и околошовной зоне большие остаточные напряжения, значительно снижающие усталостную прочность сварных соединений..
Наиболее близким к изобретению является сварное соединение, сварной шов которого выполнен с отверстиемдеконцентратором напряжений со стороны корня .
Известное сварное соединение устраняет недостатки сварного соединения с полным проваром.
Недостатком известного соединен111Ч является то, что после сварки заготовок с непЕЮваром между поверхностями заготовок, образующими зазор,и выпуклой поверхностью металла шва образуется остроугольные надрезы, являющиеся резкими концентраторами напряжений, и при эксплуатации сварных соединений с непроваром в усло10виях циклических напряжений по выиеуказанным концентраторам напряжений быстро появлтотся усталостные трещины, которые, начиная с начала или конца шва соединения и постепен15но распространяясь по сечению шва и околошовноЯ зоны,п1 1водят к быстрому разрушению сварных конструкций.
Цель изобретения - повышение усталостной прочности сварного соединения
20 путем создания сжимающих напряжений в сварном шве и заготовках.
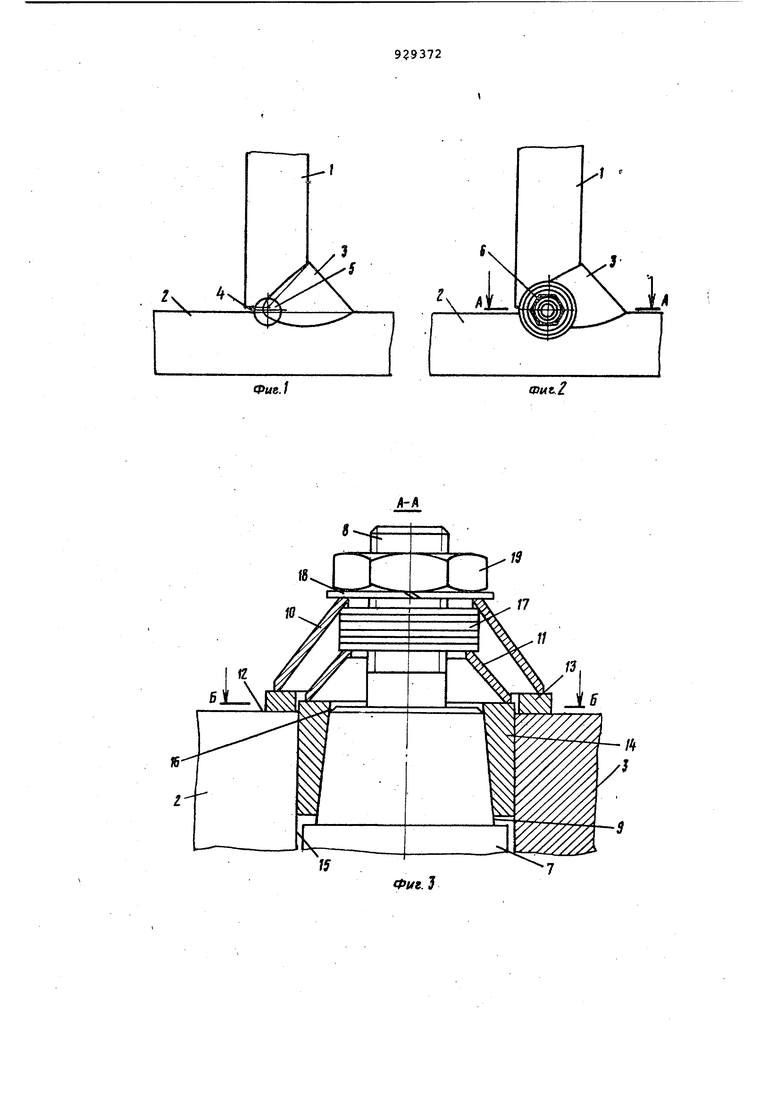
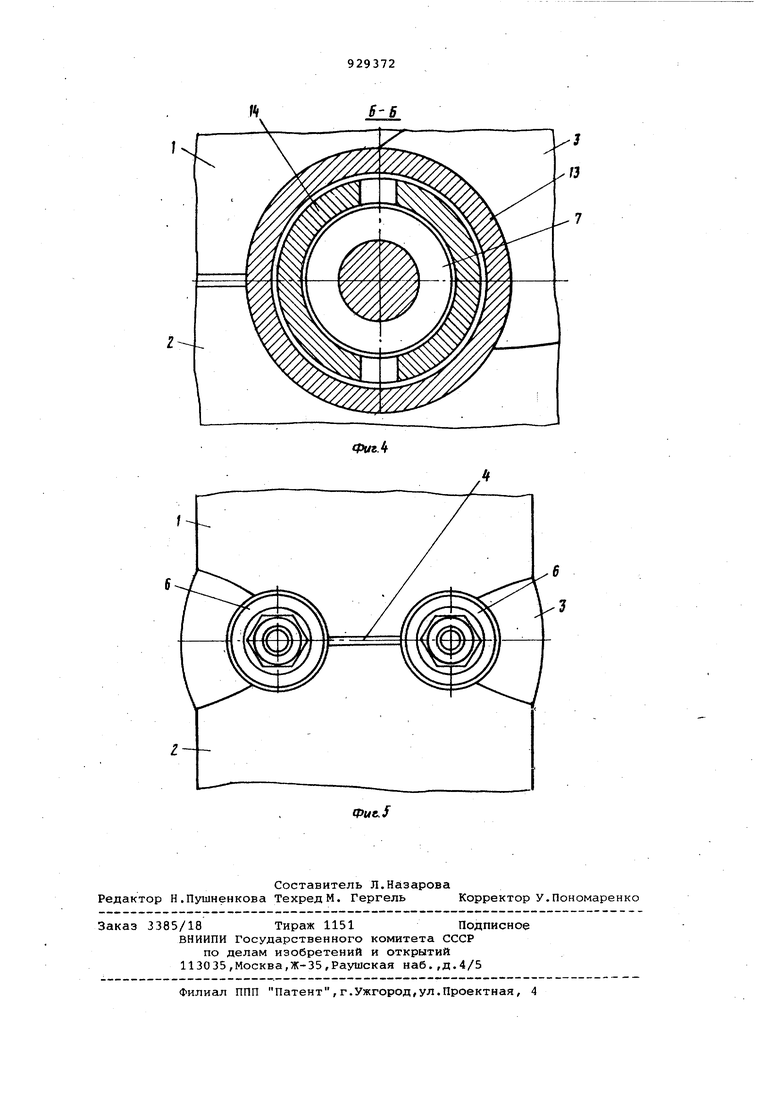
Поставленная цель достигается тем, что сварное соединение, сварной шов которого выполнен с непроваром и от25 верстием-деконцентратором напряжений со стороны корня шва, снабжено зажимным приспособлением, выполненным в виде стержня с выступающими за пределы сварного шва резьбовыми хвосто30виками, конических полуколец, гаек. упругих элементов и прижимных колец, прячем стержень с коническими полукольцами . размещен в отверстии-деконцентраторе, прижимные кольца установ лены с возможностью контактирования с поверхностью вокруг отверстия деконцентратора, а гайки с упругими элементами смонаированы на резьбовых хвостовиках с возможностью контактирования с коническими полукольцами и прижимными -кольцами. На фиг. 1 изображено тавровое сварное соединение с односторонним сварным швом и выполненным отверстием- деконцентратором напряжений; нафиг. 2 - предлагаемое сварное тавровое соединение; на фиг.З - разрез А-А на фиг.2; на фиг. 4 - разрез Б-Б на фиг.З; на фиг. 5 - сварное стыковое соединение Сварное соединение состоит из заготовок 1 и 2, сваренных швом 3 с непроваром 4. Вдоль шва по непровару выполнен в виде сквозного отверстия 5 деконцентратор напряжений, уменьшающий концентрацию напряжений в мес те сплавления заготовок 1 и 2. в отверстие 5 установлен зажимной механизм 6. Зажимной механизм выполнен в виде стержня 7 с резьбовыми хвостови ками 8, выступающими за пределы начала и конца шва 3. На обоих концах стержень 7 на уровне выходов отверстия 5 выполнен с коническими поверхностями 9. На каждом резьбовом хвостовике 8 установлены упругие эле менты в виде наружной 10 и внутренней 11 тарельчатых пружин. С каждой стороны шва 3 на предварительно механически обработанную плоскость 12 вокруг отверстия 5 установлено прижимное кольцо 13;i взаимодействующее с наружной тарельчатой пружиной 10. На конических поверхностях 9 стержня 7 установлены полукольца 14 соприкасающиеся с поверхностями 15 отверстия.5 на его выходах. Полукол ца 14 выполнены с внутренними коническими поверхностями 16, взаимодейс вующими с коническими поверхностями 9 стержня 7. На каждом конце стержня между наружной 10 и внутренней 1 тарельчатыми пружинами размещены регулировочные шайбы 17, а снаружи шайба 18 и гайки 19. После сварки заготовок 1 и 2 швом 3 по непровару 4 выполняют отверсти 5 и механически обрабатывают загото ки в начале и конце шва по плоскости 12 вокруг отверстия 5. В отверстие устанавливают стержень 7, а затем с каждого его конца надевают полукольца 14, тарельчатые пружины 10 и 11, регулировочные шайбы 17 и прижим ное кольцо 13. Прижатие прижимных колец 13 и полуколец 14 к поверхностям соединения осуществляют гайками 19. В результате затягивания гаек IS а поверхностях 15 отверстия 5 на его выходах и на плоскостях 12 вокруг отверстия 5 создают сжимающие апряжения,препятствующие возникное.нию и распространению усталостных трещин при циклических нагружениях сварного соединения. Регулировочные айбы 17 подбирают с тем расчетом, чтобы обеспечить на указанных поверхностях постоянные сжимающие напряжения. Необходимые сжимающие напряжения на этих поверхностях подерживают периодическим подтягиванием гаек 19 во время эксплуатации сварной конструкции. В стыковом сварном соединении с неполным проваром сечения также возможно создание сжимгиогдих напряжений. Для этого вдоль шва по непровару выполняют два отверстия. Прижимные устройства устанавливают аналогично тавровому стыковому соединению . Применение предлагаемого сварного соединения позволяет существенно повысить усталостную прочность и долговечность сварных конструкций, работающих в условиях тяжелых циклических нагружений, что целесообразно использовать при изготовлении тяжелонагруженных станин прессов и молотов. Формула изобретения Сварное соединение, сварной шов которого выполнен с неп оваром и отверстием-деконцентратором напряжений со стороны корня шва, отличающееся тем, что,с целью повышения усталостной прочности путем создания сжш«1ающих напряжений в сварном шве и заготовках, сварное сое- динение снабжено зажимным механизмом, выполненным в виде стержня с выступающими за пределы сварного шва резьбовыми хвостовиками, конических полуколец, гаек, упругих элементов и прижимных колец, причем стержень с коническими полукольцами размещен в отверстии-деконцентраторе, прижимные кольца установлены с возможностью Контактирования с поверхностью вокруг отверстия-деконцентратора, а гайки с упругими элементами смонтированы на резьбовых хвостовиках с возможностью контактирования с коническими полукольцами и прижимными кольцами. Источники информсщии, принятые во внимание при экспертизе 1. Кудрявцев И.В. и др. Усталость сварных конструкций. М., Машиностроение, 1976, с.103, фиг,57{в). 2. Там же,с. 16О,фиг.88 (D) (прототип) .
Ч N
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Стенд Дагиса для сборки коленчатых валов | 1990 |
|
SU1823805A3 |
| СПОСОБ ИМПУЛЬСНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2553769C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ШЕЕК ВАЛОВ | 1992 |
|
RU2064854C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Картер ведущего моста транспортного средства | 1979 |
|
SU925685A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 2007 |
|
RU2346268C1 |
| Устройство для репозиции лодыжек и устранения подвывиха стопы | 1990 |
|
SU1801400A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОЛЬЦЕВЫХ ИЛИ КРУГОВЫХ СОЕДИНЕНИЙ ИЗ МЕДНЫХ СПЛАВОВ | 2020 |
|
RU2751203C1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
еf8
//г. J
S-B
