f5t) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ГРАФИТАЦИИ В ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом графитации | 1985 |
|
SU1312074A2 |
| Способ управления процессомгРАфиТАции | 1979 |
|
SU806600A1 |
| Способ управления процессом графитации | 1986 |
|
SU1395587A1 |
| Устройство для управления температурным режимом печей графитации | 1983 |
|
SU1211710A1 |
| Устройство для измерения активной мощности | 1990 |
|
SU1781628A1 |
| Позиционный регулятор для систем с запаздыванием | 1987 |
|
SU1427328A1 |
| Способ определения окончания процесса графитации | 1989 |
|
SU1608115A1 |
| Устройство для управления процессом графитации | 1979 |
|
SU1048455A1 |
| РЕГУЛЯТОР МОЩНОСТИ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2009 |
|
RU2448165C2 |
| Устройство для программного управления | 1982 |
|
SU1084742A1 |
1
Изобретение относится к области автоматического управления и может быть использованр в цветной металлургии.
Известен способ управления инерционнйми объектамиJв котором выбирают зону нечувствительности, равную ±лх (где fiix - отклонение регулируемой величины), при этом если регулируемая величина находится в пределах зоны нечувствительности, то регулирующее воздействие отсутствует. При достижении границ зоны нечувствительности регулирующее воздействие нап- . равлено на уменьшение или увеличение регулируемой величины, при этом при формировании регулирующего воздействия учитывают величину производной отклонения в момент перемены знака производной l3Известен способ управления инерционными объектами, согласно которому управление ведут с зоной нечувствительности равной ± (йХо -оСх), где
(uXQ- величина допустимого отклонения, icix - производная от регулируемой величины. При выходе регулирующей величины за пределы зоны нечувствительности выдают непрерывное регулирующее воздействие. При изменении регулируемой величины в пределах зоны нечувствительности формируют импульсное регулирующее воздействие .в зависимости от знака производной отк10лонения 2.
Недостатки этих способов состоят в том, что они обеспечивают статическую и динамическую точность с узкой зоной нечувствительностипри раtsбо.те использования механизма в непрерывном динамическом режиме выработки команд.,
Однако в случае грубоквантованного исполнительного механизма при малой
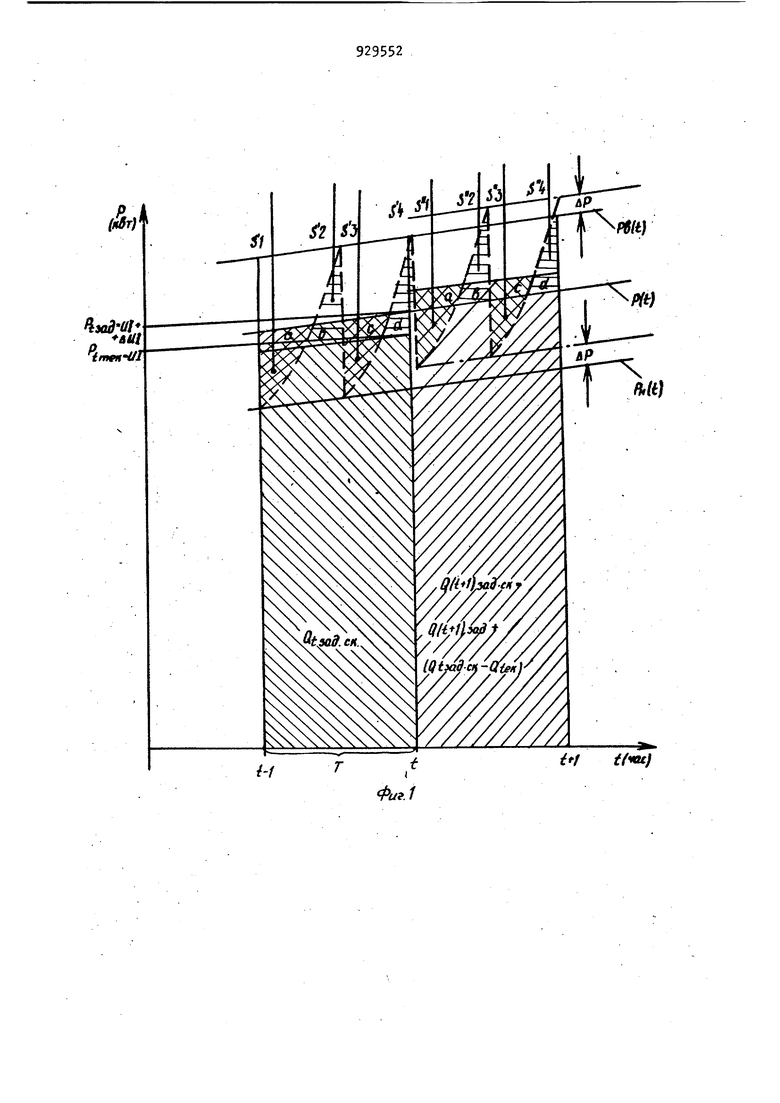
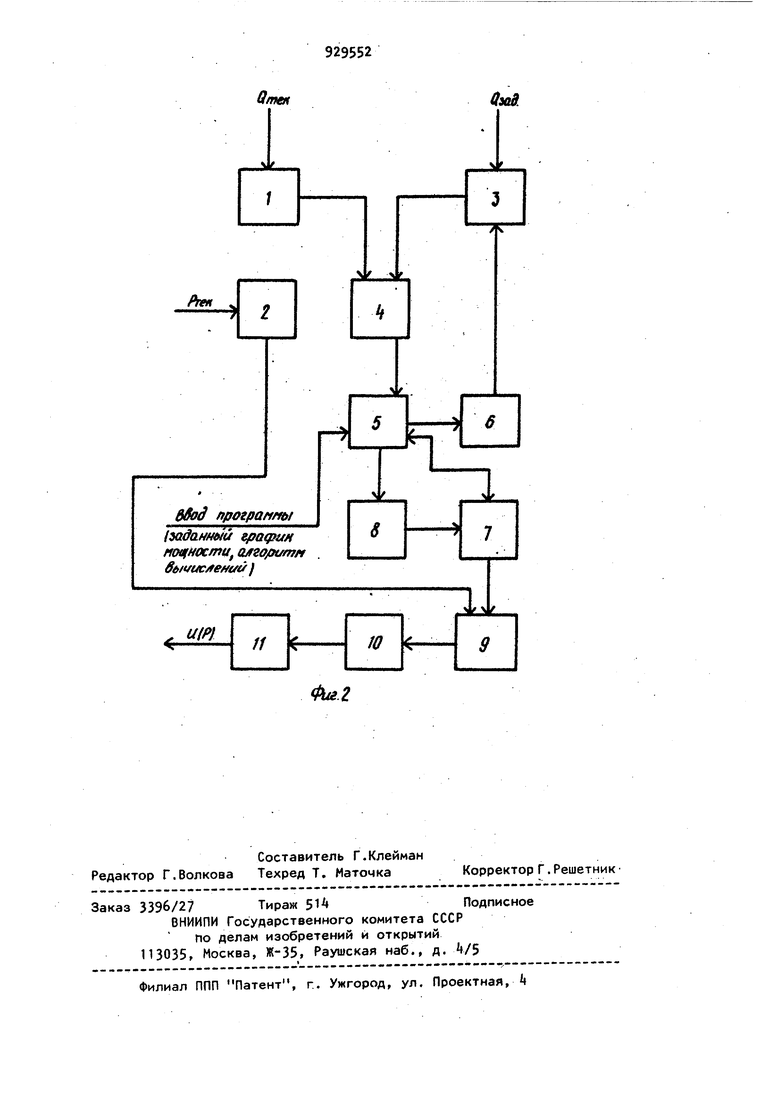
20 зоне нечувствительности будет постоянное перерегулирование, т.е. раскачка режима. Подобные исполнительные механизмы в таком непрерывно переключающем режиме быстро выйдут из строя. Кроме того, оба эти способа не обеспечивают достаточной точности в случае, если регулируемой величиной является не мгновенная величина (ток мощность), а величина, интегрируемая по времени, например количество израсходованной электроэнергии при процессе графитации. Известен способ управления процессом графитации в печи, в котором измеряют периодически через интервалы времени, равные времени переходного процесса в печи, количество израсходованной за каждый интервал эле ктроэнергии, сравнивают измеренное количество электроэнергии с заданным и в зависимости от разности сравнива мых величин корректируют заданное ко личество электроэнергии для последую го интервала, а в зависимости от это го скорректированного значения количества электроэнергии и заданной соо ветственно графику мощности в момент измерения и в конце последующего вре менного интервала, измеряют напряжение, подводимое к печи U2jИзвестным способом можно управлять величиной, интегрируемой по вре мени, однако он пригоден только в те случаях, когда исполнительный меха.низм,. изменяющий подаваемое на печь напряжение, имеет аналоговую выходную величину, т.е. может подавать на печь напряжение любой величины. Известный способ не обеспечивает необходимой точности управления процессом, так как определяемая величина напряжения, подводимого к печи,не может быть реализована (подведена к печи) из-за специфических свойств исполнительного механизма, каждая ступень которого изменяет напряжение на определенную величину. Это уменьшает точность управления процессом, что приводит к увеличению расхода электроэнергии, так как при неточном управлении процессом может увеличиться время графитации, что ведет к дополнительным потерям элект роэнергии. В случае уменьшения време ни графитации (быстром нагреве)ухудш ется качество продукции. Цель изобретения - уменьшение рас хода электроэнергии за счет повышени точности управления, а также повышение качества продукции. Поставленная цель достигается тем, ч-то согласно способу регулируют мощность, подводимую к печи, с зоной нечувствительности, соответствующей шагу исполнительного механизма, а в конце каждого временного интервала корректируют значения границ зоны нечувствительности в зависимости от разности между скорректированным значением заданного количества электроэнергии за прошедший временной интервал и текущим. Наличие при ступенчатом регулировании зоны нечувствительности, соответствует шагу исполнительного механизма, во-первых, исключает работу исполнительного механизма в непрерывно переключающем режиме,при котором будет постоянное перерегулирование,т.е. расточка режима, что снижает точность управления, а также приводит к быстрому выходу из строя исполнительного механизма. Во-вторых, снижает вероятность повышения управляющего воздействия при изменении мощности, вызванном не реальным ходом процесса, а какими-либо посторонними факторами, например изменением общей нагрузки, кратковременными флюктуационными процессами в печи, также способствуя таким образом повышению точности управления. А корректировка границ зоны нечувствительности в конце каждого временного интервала, равного времени переходного процесса, позволяет в последующий интервал компенсировать избыток или недостаток количества электроэнергии, израсходованной за предыдущий интервал, что препятствует накоплению одновременного перерегулирования по количеству израсходованной электроэнергии, и таким образом, ошибка по расходу электроэнергии будет не больше ошибки за один временный интервал. Устанавливают экспериментально временной график подводимой к печи мощности, в основе которого лежит получение изделий высокого качества,большой выход годной продукции при относительно невысоких расходах электроэнергии. Границы зоны нечувствительности по мощности устанавливают в соответствии с напряжением, соответствующем одной ступени исполнительного механизма. Далее, измеряют теку4дее значение мощности и сравнивают с значениями верхней и нижней границ зоны нечувст вительности. Если текущее значение мощности больше значения верхней гра ницы, подводимое к печи напряжения уменьшают на величину, соответствующую одной ступени исполнительного механизма. Если текущее значение мощности меньше значения нижней границы зоны нечувствительности, то нап ряжение увеличивают на величину,соот ветствующую одной ступени исполнител ного механизма. Если текущее значение мощности находится в границах зоны нечувствительности, напряжение, подаваемое на печь, не изменяют. Кроме того, периодически через ин тервалы времени,равные времени переходного процесса печи Т,измеряют количество израсходованной за предыдущий интервал электроэнергии Qi.ei, Сравнивают с заданным Q зад., которое рассчитывают для каждого временного интервала по Формуле - PIP. R Q - .c, т 2 где Т продолжительность временного интервала; значение заданной мощности в начале временного интервала; значение заданной мощности в конце временного интервала Далее находят скорректированную ве личину Q(4.)3aA.CK последующего интервала ам)()гс1А -Ьтек %гаАд 11) И корректируют значения границ зоны нечувствительности на величину (.CK Q-t-reit) гз) На фиг. 1 изображен заданный график мощности и реальный ход процесса; на фиг. 2 - функциональная схема устройства, реализующего предлагаемый способ управления процессом графитации на электрических печах сопротивления прямого Haf-рева с нерегулируемым сопротивлением керна. На фиг. 1, поясняющей вывод формул (1), (2), (3); P(t)- заданный график мощности; р 7t) - заданная верхняя граница зоны нечувствительности; P(t)- заданная нижняя граница зоны нечувствительности; Штриховой линией показано реальное изменение подводимой к печи мощности TGlV Xвepтикaлы йe линии показывают изменение мощности при переключении исполнительного механизма); площади, характеризующие перерасход количества электроэнергии;с с S площади, характери i Л зуощие недобор количества электроэнерг: гии. в интервале времени(t-l)-t недобор электроэнергии равен QtjeK - QtK«ApK - PT s; SV- Sj - S а + b + с + d, т.е. недобора количества израсходовённой электроэнергии не было, если площади S и S были б.ы меньше на величины а и с соответственно, а площади S и S были бы больше на величины b и d соответственно. Если в момент времени t, в который происходит измерение количества израсходованной за прошедший интервал времени электроэнергии и сравнение его с заданным, изменим (увеличим) заданные значения границ зоны нечувствительности на величину Q-bTCK -Q-b oAPK то площадь S и S (соответствующие площадям S/f и 5з ) уменьшатся соответственно на величины а и с, а площади S и 5 (соответствующие площадямSi и увеличатся на величины bnd, и таким образом, недобор количества израсходованной электроэнергии за прошедший интервал времени, будет ликвидирован. Устройство (фиг. 2) состоит из датчика 1 количества электроэнергии, датчика 2 подводимой мощности, задатчика 3 количества электроэнергии,блок 4 сравнения, вычислительного блока 5, блока 6 управления задатчиком количества электроэнергии, задатчика 7 границ зоны нечувствительности, блока 8 управления задатчиком 7, трехпозиционного элемента 9 и блока 10 управления исполнительным механизмом, изменяющим подаваемое на печь напряжение, а следовательно, и подводимую мощность. Устройство работает следующим образом. Для осуществления процесса графитации на печь при помощи исНолни гельного механизма 11 подается напряжение обеспечивающее подвод мощности, эна7чение которой соответствует начальной точке заданного графика мощности Исполнительным механизмом 11 через блок 10 управления управляет тре позиционный элемент 9 с зоной нечувс вительности, соответствующей шагу ме ду двумя соседними значениями выходной величины исполнительнбго механиз ма ступенча1;ого трансформатора. Значения щраниц зоны нечувствительности задаются задатчиком 7. Пока регулируемая величина Гмош- HocTbJ, измеряемая датчиком 2, находится в пределах зоны нечувствительности, трехпозиционный элемент 9 не йыдает команд исполнительному механизму 11. При достижении регулируе-. мой величиной границ зоны нечувствительности трехпозиционный элемент 9 выдает команду исполнительному механизму 11 на уменьшение (если достига ется верхняя граница) или увеличение (если нижняя) величины подводимого напряжения на одну ступень исполнительного механизма. Датчик 1 регистрирует количество израсходованной электроэнергии. Си|- нал с датчика 1, собтветствующий текущему значению количества электроэнергии, поступает на блок сравнения . В моменты времени, соответствующие временным интервалам, равным времени переходного процесса в печи, сигнал с датчика 3 количества электроэнергии для данного момента времени поступает также на блок сравнения, которое выдает сигнал пропорцио нальный разности сравниваемых величин, поступающий на вычислительный блок 5. Причем перед началом работы в вычислительный блок 5 вводится программа, содержащая заданный график мощ ности и алгоритм-необходимых вычисле ний. Вычислительный блок 5 определяет величину по формуле (.ZJ, а величину изменения значений границ зоны нечувствительности трехпозиционного элемента расчитывает по формуле (3) Сигнал с вычислительного блока 5, пропорциональный величине изменения значений границ зоны нечувствительности, поступает на блок 8 управления задатчиком 7 по сигналу которого соответствующим образов изменяются значения задатчика 7, а сле2довательно, значения границ зоны нечувствительности трехпозиционного элемента 9 управляющего исполнительным механизмом 11, подводящим к печи напряжение а значит и мощность. Вычислительный блок 5 вырабатывает также сигнал, пропорциональный скорректированному значению количества электроэнергии в конце последующего временного интервала, который поступает на блок 6 управления, устанавливающее задатчик 3 количества электроэнергии в соответствующее положение. В последующие интервалы времени работа устройства аналогична вышеописанному. Использование системы. реализующей предлагаемыйспособ, позволит повысить качество графитируемой продукции и снизить расход электроэнергии за счет повышения точности управления процессом графитации. Формула изобретения Способ управления процессом графитации в печи, включающий измерение количества электроэнергии, израсходованной за каждый интервал времени, равный времени переходного процесса в печи, сравнение измеренного количества электроэнергии с заданным, коррекцию заданного количества электроэнергии для последующего интервала в зависимости от разности сравниваемых величин и изменение величины подводимого напряжения, отличающийся тем, что, с целью уменьшения расхода электроэнергии, регулируют мощность, подводимую к печи, с зоной нечувствительности, соответствующей шагу исполнительного механизма, а в конце каждого временного интервала корректируют значения границ зоны нечувствительности в зависимости от разности между скорректированным значением заданного количества электроэнергии за прошедший временной интервал и текущим. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР f 61220, кл. С 01 В 31/0, 1979. 2.Авторское свидетельство СССР 277906, кл, С ОГВ 31/04, 1965. 3.Авторское свидетельство СССР о заявке № 27б41 6/2б, л. С 01 В 31/04, 1979.
Qmw
азад.
7
