Внедрение предварительно напряжённых железобетонных конструкций, являющихся по сравнению с обычными железобетонными конструкциями более совершенными как в техническом, так и в экономическом отношениях, встречает большие трудности главным образом изза сложной технологии изготовления.
Конструкции с сохранением сцепления арматуры с бетоном (по типу струнобетона) ограничиваются малыми пролётами и под небольшие расчётные рагрузки, а потому и экономический эффект от их применения невелик. Значительно больший экономический эффект может быть достигнут при больших пролётах, что в свою очередь требует специальных сложных и доро гостоящих обустройств для натяжения арматуры.
Отказ от последних привёл к типу конструкций с преднамеренным нарушением сцепления арматуры с бетоном.
Помимо сложности из-готовления этих конструкций, последние значительно уступают в техническом отношении. На основании многочисленных опытов пришли к заключению об обязательном восстановлении сцепления путём инъектирования раствора в полости арматурных пучков. Совершенно очевидно что восстановить полностью сцепление арматуры с бетоном путём инъектирования при заранее принятых специальных мерах, гарантируюших невозможность такого сцепления при натяжении, представляется неосуществимым.
Известны способы изготовления предварительно напряжённых конструкций, которые занимают промежуточное положение по сравнению со способами изготовления вышеуказанных типов конструкций. Сюда относится, например, изготовление балок с расположением арматуры в желобах заранее заготовленных бетонных элементов с последующей заделкой желобов раствором или бетоном. Предлагался также способ, при котором балка бетонируется без растянутой зоны, которая добетонируется после натяжения арматуры. Этот способ не получил, однако, распространения из-за практической недоработки и имеющихся в нём благодаря этому существенных недостатков.
Способ по настоящему изобретению также предусматривает изготовление балок без растянутой зоны (без нижних поясов) и добетонировKV её после натяжения. Особенность
ur A
,
M.
Л.
(L
Фиг. 1
tU
ФиаЛ
Фаг. 3

предложенного способа заключается в том, что балки без нижних поясов (полок) укладывают попарно верхними полками одна к другой и арматуру полок каждой пары натягивают соединяющими эту арматуру приспособлениями, используя забетонированные части балок как остов для натяжения.
Таким способом изготовления выдерживается не только правильный принцип осуществления предварительно напряжённой конструкции, но значительно упрощается как процесс натяжения арматуры, так и конструкция натяжных приспособлений.
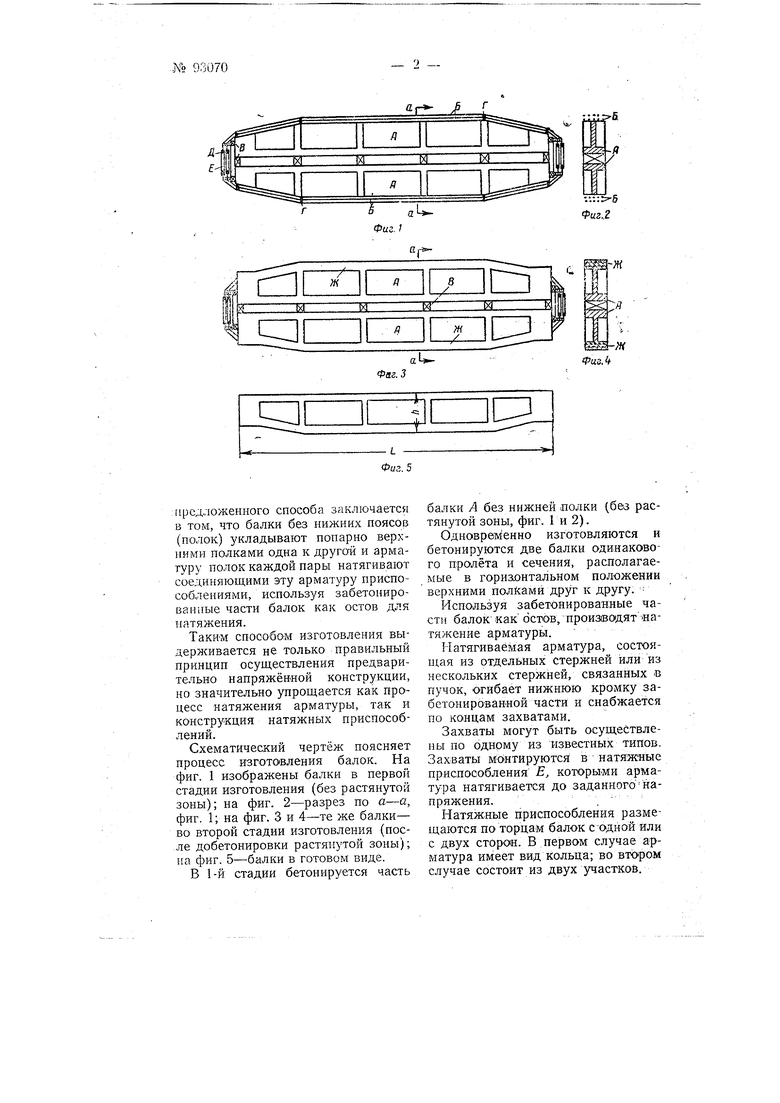
Схематический чертёж поясняет процесс изготовления балок. На фиг. 1 изображены балки в первой стадии изготовления (без растянутой зоны); на фиг. 2-разрез по а-а, фиг. 1; на фиг. 3 и 4-те же балки- во второй стадии изготовления (после добетонировки растянутой зоны); на фиг. 5-балки в готовом виде.
В 1-й стадии бетонируется часть
балки Л без нижней полки (без растянутой зоны, фиг. Г и 2).
Одновременно изготовляются и бетонируются две балки одинакового пролёта и сечения, располагаемые в горнаонтальном положении верхними полками друг к другу. Используя забетонированные части балок как остов, произоводятнатяжение арматуры.
Натягиваемая арматура, состоянхая из отдельных стержней или из нескольких стержней, связанных в пучок, огибает нижнюю кромку забетонирбваННОй части и снабжается по концам захватами.
Захваты могут быть осуществлены по одному из Известных тицов. Захваты монтируются в натяжные приспособления Е, которыми арматура натягивается до заданного напряжения.,
Натяжные приспособления размещаются по торцам балок с-одной или с двух сторон. В первом случае арматура имеет вид кольца; во втором случае состоит из двух j iacTKoB.
