Известные стыки изгибаемых балочных пролетных соединений устраиваются нутам членения балок на блоки вертикальными швами. Стыкование блоков в предварительно напряженных конструкциях осуществляют путем обжатия бетона по вертикальному шву пучками, пропущенными в каналах по всей длине балки.
При этом срезывающие усилия (после образования трещин) воснринимаются полигональной арматурой, расположенной под небольшим углом к горизонтали (10-12°), что нриводит к неэффективному ее использованию нри работе на поперечную силу.
Цель изобретения - повышение плотности стыкового соединения, исключение взаимного вертикального сдвига, а также дополнительного обжатия при воздействии эксплуатационных нагрузок.
Согласно изобретению нрилегающие торцы смежных блоков в пределах ребра балки выполнены наклонными и расположены перпендикулярно главным сжимающим напряжениям.
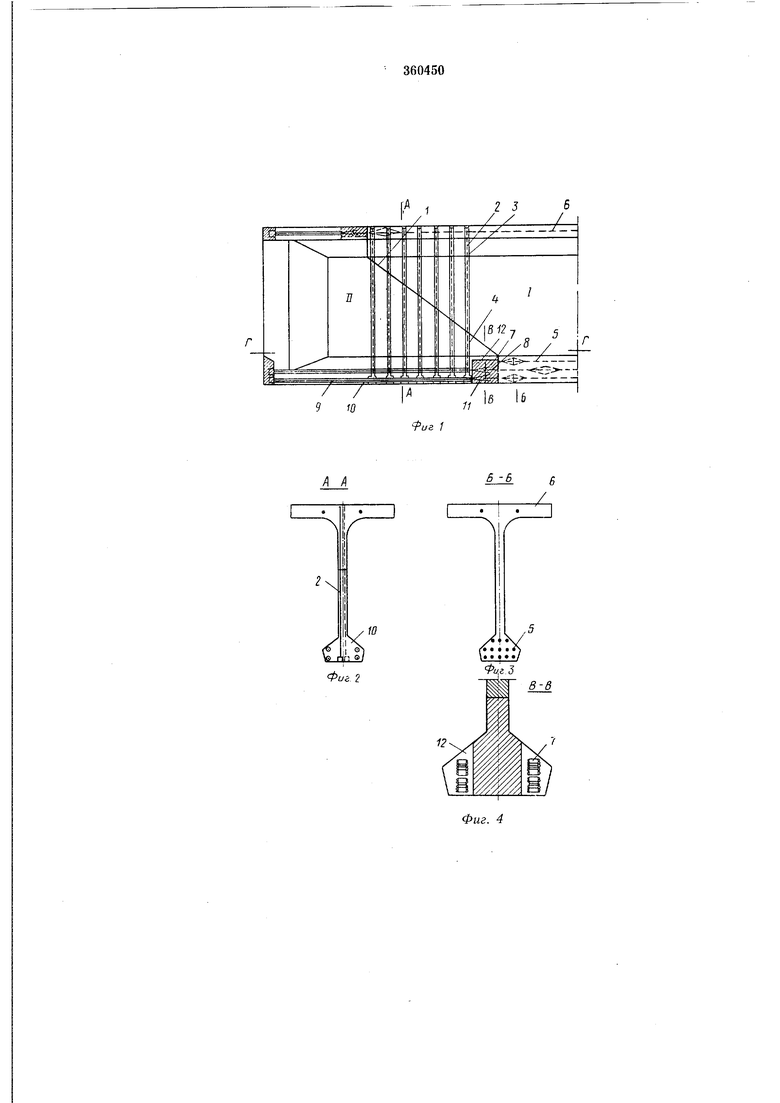
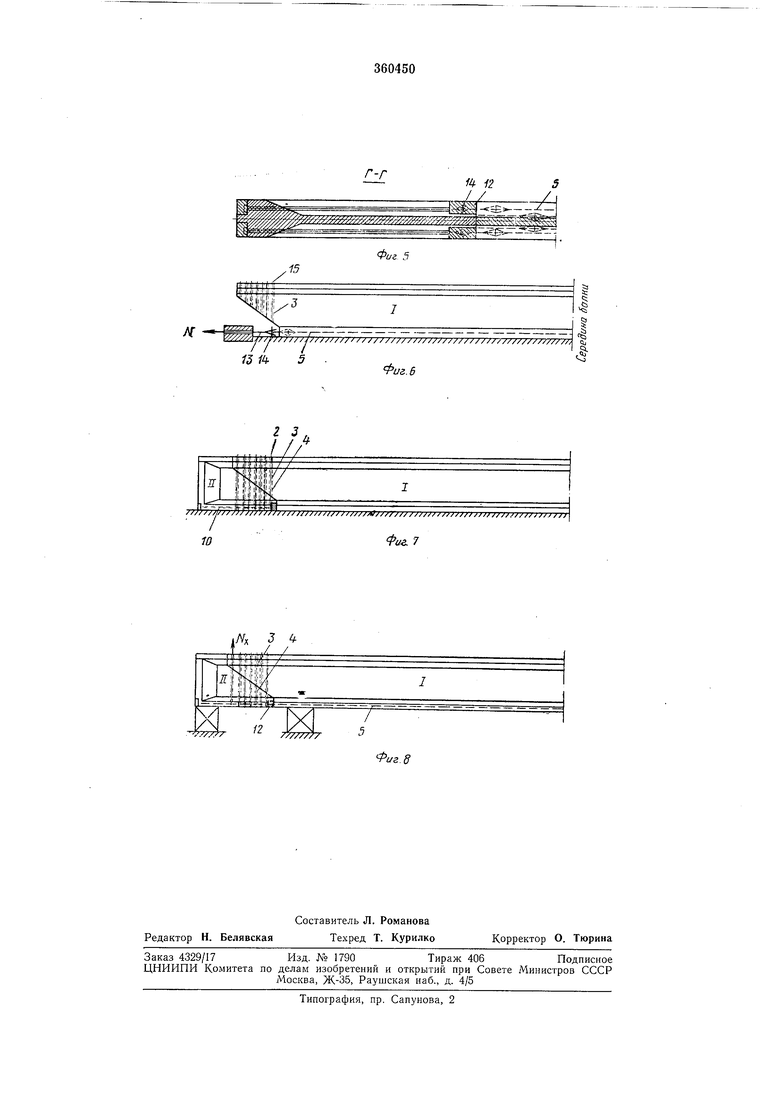
На фиг. 1 изображено описываемое устройство стыкового соединения смежных блоков железобетонной балки; на фиг. 2-5 соответственно разрезы по А-А, Б-Б, В-В и Г-Г на фиг. 1; на фиг. 6, 7, 8 - три стадии изготовления железобетонной балки (соответственно изготовление блока I, блока II и объединение их в одну конструкцию).
Стыковое соединение решается путем плотного взаимного притыкания двух отдельных
блоков I и II, прилегающие торцы 1 которых в пределах ребра балки выполнены наклонными и расположены перпендикулярно главным сжимающим напряжениям. В вертикальном направлении блоки I и II объединяются напряженными хомутами 2, пропущенными в каналах 3 и 4 блоков.
Стыкование напряженной пучковой арматуры 5 и 6 соответственно в нижнем и верхнем поясах выполняется в виде двухпетлевого замка на пальцах 7.
Из блока I, изготовленного стендовым способом, выпущены петли 8 нанряженных нучков. Из блока II, натяжение рабочей арматуры 9 которого производится па бетон в каналах 10, выпущенная нетля П раздваивается. Петли 8 и 11 напряженной продольной арматуры 5 и 9 надеваются на палец 7. Для удобства соединения арматуры 5 и 9 в боковой поверхности нижнего пояска балки предусмотрены ниши 12, заполняемые до натяжения продольной арматуры блока И бетоном. Для пропуска продольной пучковой арматуры в блоке II выполнены каналы W, заполняемые впоследствии инъектированным раствором. Блоки,
рительно напряженные в двух направлениях косые стыки, изготовляют и собирают в следующей последовательности.
Первая стадия. Изготовление блоков I. Блок I, длина которого назначается в соответствии с габаритами действующих на заводах и полигонах стендов, изготавливается на стенде с натяжением рабочей продольной арматуры 5 на упоры (до бетонирования блока) с усилием. Арматура 5 блока I соединяется с инвентарными пучками 13 стенда двухпетлевым замком 14. Для образования каналов под напрягаемые хомуты в зоне стыка вместе с арматурным каркасом устанавливаются временные стержни 15 с изоляцией от сцепления с бетоном (например, обмазкой солидолом и т. д.).
Длина этих стержней переменная и равна высоте блока I в зоне стыка, а диаметр стержней равен диаметру напрягаемых хомутов. После бетонирования временные стержни удаляют, в результате чего образуются каналы 3 для напряженных хомутов в блоке I. После отпуска натяжения арматуры блок I вынимается из стенда.
Вторая стадия. Изготовление блоков II. Чтобы достигнуть плотного прилегания по контакту блоков I и II, блок I используется в качестве опалубки по поверхности косого стыка.
Соприкасающуюся с блоком II поверхность блока I смазывают или в зону контакта вставляют тонкие упругие разделяющие прокладки. В образованные ранее каналы 3 блока I вставляются изолированные от сцепления с бетоном напрягаемые хомуты 2 длиной, равной полной высоте балки. После бетонирования блоков II и извлечения из бетона напрягаемых хомутов на период транспортировки по всей высоте стыка образуются прямолинейные каналы, причем каналы 4 в блоке в точности являются продолжением ранее изготовленных каналов 3 в блоке I. Каналы 10 для продольной арматуры в блоке 3 выполняют известными способами с помощью различного рода каналообразователей. В эти каналы можно завести продольную арматуру блока II и соединить ее двухпетлевым замком с продольной арматурой блока I. Аналогичным образом выполняется стык напряженной арматуры в верхнем поясе. Затем производится пробное натяжение до проектных усилий как напряженных хомутов, так и нродольной арматуры. После снятия усилия натяжения вдоль и поперек стыка блоки I и II разбираются для транспортировки к месту монтажа целой балки в пролет на опоры моста.
Таким образом, в процессе изготовления балки составляющие ее блоки проходят контрольную сборку с полным рабочим натяжением поперечной и продольной арматуры, чем гарантируется высокая точность сборки конструкции непосредственно на месте монтажа и исключается необходимость выполнения специальной контрольной сборки блоков.
Третья стадия. Объединение блоков I и II в одну конструкцию на месте монтажа. Блоки 1 и II устанавливаются на стройплощадке непосредственно у опор моста. Заведенная в капалы блока II продольная арматура соединяется двухнетлевым замком с арматурой 5 блока I. Кроме двухпетлевого замка можно применить и другие известные способы стыкования продольной арматуры, например на клинообразных муфтах, и др.
Пиша 12, где расположен стык продольной арматуры, бетонируется бетоном на быстротвердеющем или обычном цементе.
В каналы 3 к 4 вставляют напряженные хомуты, покрытые смазкой. Анкерами для хомутов являются гайки, навинчиваемые на хомуты после установки их в каналы. Затем производится натяжение хомутов с усилием. Так
как напрягаемые хомуты служили для образования каналов и их диаметр в точности равен диаметру каналов, то инъектирования каналов не требуется, а защита хомутов от коррозии обеспечивается смазкой на участках
внутри каналов и покрытием их эпоксидной смолой или битумом на концах каналов, где расположены углубления для опорной шайбы и гайки анкера хомута (на фиг. 8 не показаны).
Патяжение продольной арматуры 8 блока II с последующим ииъектированием каналов выполпяется после достижения бетоном в нише 12 необходимой расчетной прочности. После натяжения хомутов 2 и продольной
арматуры 9 все сечения косого стыка в двух направлениях оказываются обжатыми до расчетных напряжений.
Монтаж целой объединенной балки в пролет производится с помощью консольных кранов или нродольной надвижкой.
Предмет изобретения
Стыковое соединение смежных блоков железобетонной балки, обжимаемое продольно
напрягаемой арматурой, отличающееся тем, что, с целью повышения плотности соединения, исключения взаимного вертикального сдвига, а также дополнительного обжатия при воздействии эксплуатационных нагрузок, прилегающие торцы смежных блоков в пределах ребра балки выполнены наклонными и расположены перпендикулярно главным сжимающим напряжениям.

/ /
9 W
/1 А
Фиг. 2
1б 1б
11
В -6
/
.J
5-й
12
, , ,
,.,
/4 П
jL //- -- j /////////////X//// /////////////Л///////////////////////// ///j Qj
/J /4 5 .,
ID
1Лх J 4
/ /
J
Фиг. 6
Фиг. 7
