В автоматических линиях при передаче обрабатЕ;1ваемь:х изделий на измерение требуетея произвести предварительио не только их промывку от стружки, абразива, керосина или эмульсии, ио также и иросушку промытых изделий, причем мойка и сушка изделий должиы производиться неиоередствеиио в линии без иарушения цикла ее работы. Кроме того, при неиоередствеиной передаче после обработки иа контроль точ1;ых изделий необходимо стабилизировать их температуру.
Супп-;а изделий сложной формы коротком времени их пребывания в су 1илы-1ом устройстве затрудняется тем, что в труднодоступных для подачи осушающего воздуха местах скапливается особенно много влаги.
Известен снособ деталей и,ли изделий путем обдувки их сжатым воздухом, нодаваем1з м сопла трубок, однако он неэкономичен и не удов.четйоряет тг/ебованиям технологичеекого ироцееса.
СЗпнсываечый способ eyuiKH деталей или изделий отличается от известных тем, что, с целью уеко1)ения процесса сушки, а также стабилизации тел:11ературы осушаемых изделий и экоиомин в расходе воздуха,, гфимеыеп пульенрую1и.ий поток воздуха, подаваемого через гибкие трубки с паправлеиием воздуха в паиболее труднодоступные места детали, а окопчательпая eyiiJKa изделий производится потоком воздуха со стабильной температурой.
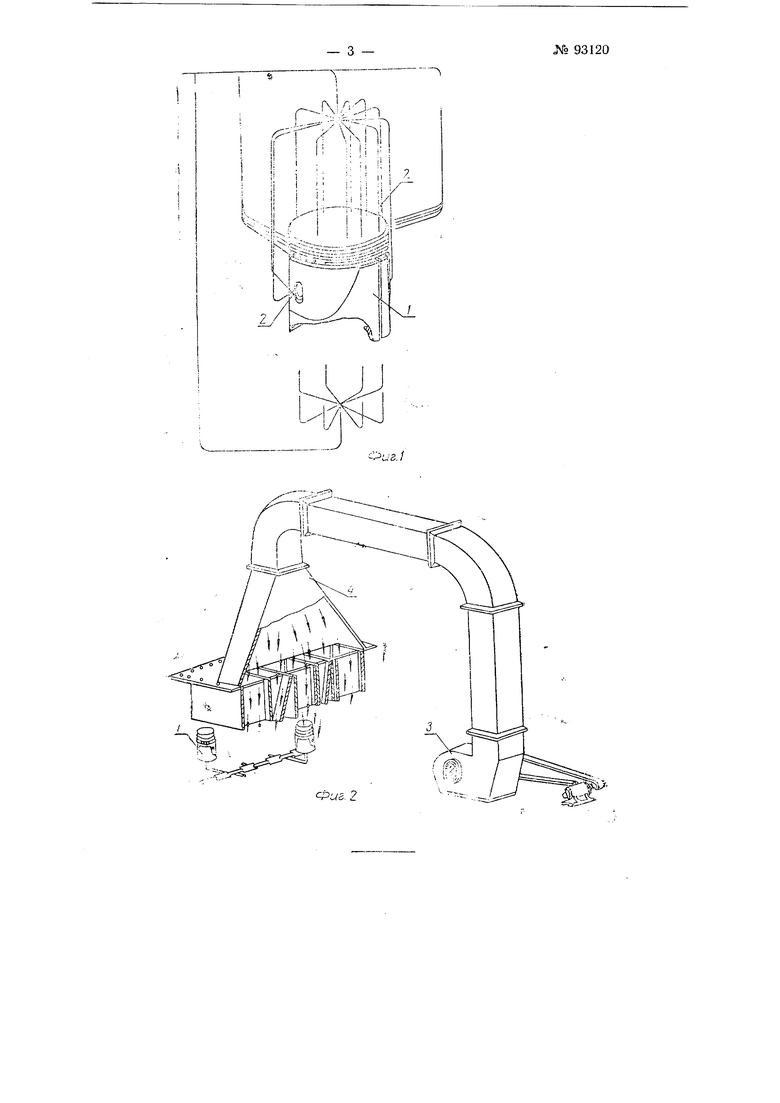
На фиг. 1 изображен снособ обдувки сжатым детали, например алюминиевого иорпл1я, через гибкие трубки; на фиг. 2- стройстно д;;и окончате/п-люй еушки деталей или изде.лии воздухом со стабильной темиературой.
Способ нредназначен для сушки после мойки у еталличееких изделий, наиример алюминиевых поршней, и включен в автоматнзироваиную технологическую линию изготовления даиного изделии. Сиособ СУШКИ состоит в том, что для нредварительпой сушки изделий, например алюмиииевого иор1пия 1, (фиг. 1), нрил1еняется иульсируюший поток сжатого воздуха, подаваемого через соила гибких трубок 2, расположе ных в завиеимости от формы осушаемого изделия.
j 93120- 2 -
При таком способе основная масса влаги сдувается струей сжатого воздуха, подводимого к изделию наиболее рациональным образом. Кроме сдувания влаги, сжатый воздух производит предварительную сушку, впитывая влагу.
Окончательная сушка и стабилизация температуры изделий производятся воздухом, подаваемым вентилятором 3 из помещения со стабильной температурой (фиг. 2). Для этой цели применено устройство, которое состоит нз вентилятора 3, камеры для осушаемых изделий и воздуховода 4.
Стабилизация температуры является наиболее ответственной операцией, так как алюминиевые норшни с коэффициентом линейного расшнрения, значительно отличаюш,имся от коэффициента для стали, передаются пос.ле моечно-сушильного устройства непосредственно на контрольный автомат, где сортировка по диаметру отверстия производится через 0,0025 мм. По этому температура поршней после стабилизации должна быть постоянной в пределах :г.0,5°.
Предмет изобретения
Способ сушки изделий, например алюминиевых поршней, сжатым воздухом, отличающийся тем, что, в целях ускорения процесса сушки изделий с получением постоянной температуры осушенных изделий, сжатый воздух подводится пульсирующим потоком по гибким трубкам, сопла которых направлены в разные места изделий, а окончательная осушка последних осуществляется воздухом со стабильной температурой.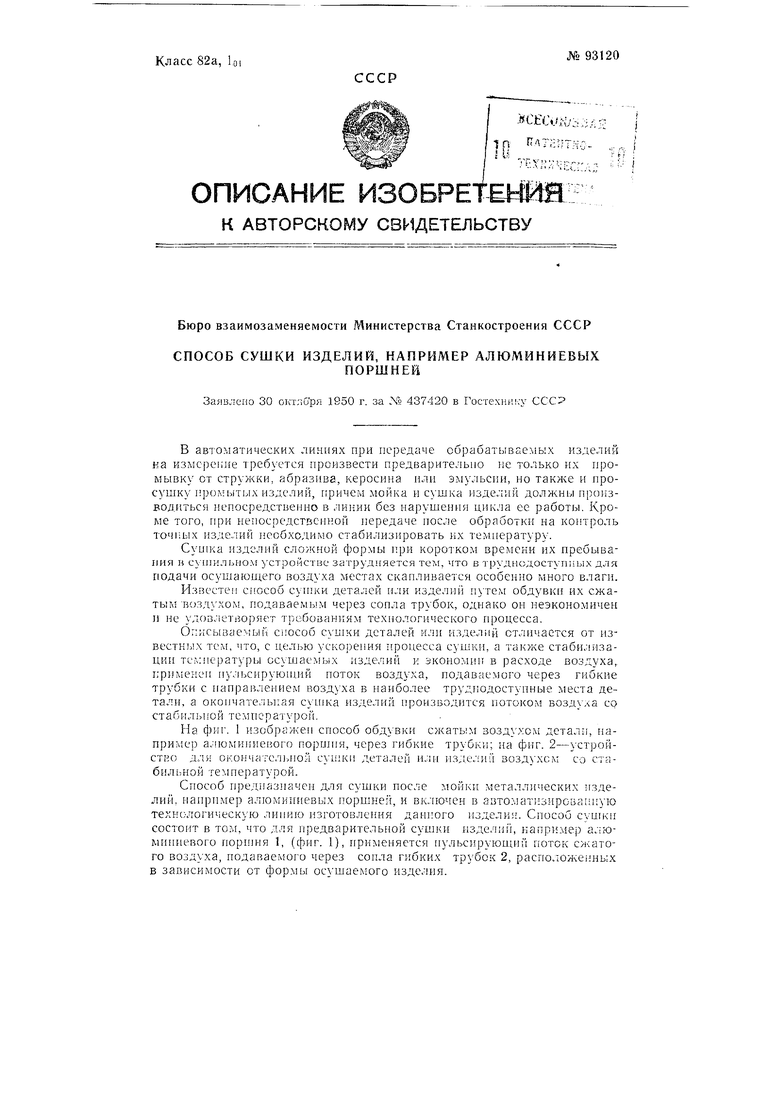
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для автоматической мойки сушки и стабилизации температуры металлических изделий | 1950 |
|
SU93766A1 |
| Автомат для расточки поршней с подгонкой по весу | 1949 |
|
SU84439A1 |
| Пневматический прибор для проверки перпендикулярности оси отверстия под палец к продольной оси поршня | 1950 |
|
SU93556A1 |
| Автомат для контроля твердости поршней | 1949 |
|
SU91852A1 |
| Пневматический прибор для измерения конусности | 1950 |
|
SU93613A1 |
| Устройство для маркировки поршней | 1950 |
|
SU93311A1 |
| Автомат для контроля упругости поршневых колец | 1949 |
|
SU89155A1 |
| Механизм для фиксации исходного положения измерительного устройства в автоматах для контроля твердости | 1950 |
|
SU93363A1 |
| Устройство для съема изделий с конвейера | 1950 |
|
SU93544A1 |
| Контрольно-сортировочный автоматический прибор для поршневых колец | 1949 |
|
SU89062A1 |