Известны устройства для съема изделий с конвейера, где съем изделий производится с движущегося конвейера, что может по влечь за собой повреждение изделий.
Предлагаемое устройство отличается от известных тем, что .механизм снимающело (устройства сблоиирюван с приводным 1механизмол1 конвейера элект|р1Ическим|и контактами так, что во время съема изделий с конвейера последний остается иеподвижны м.
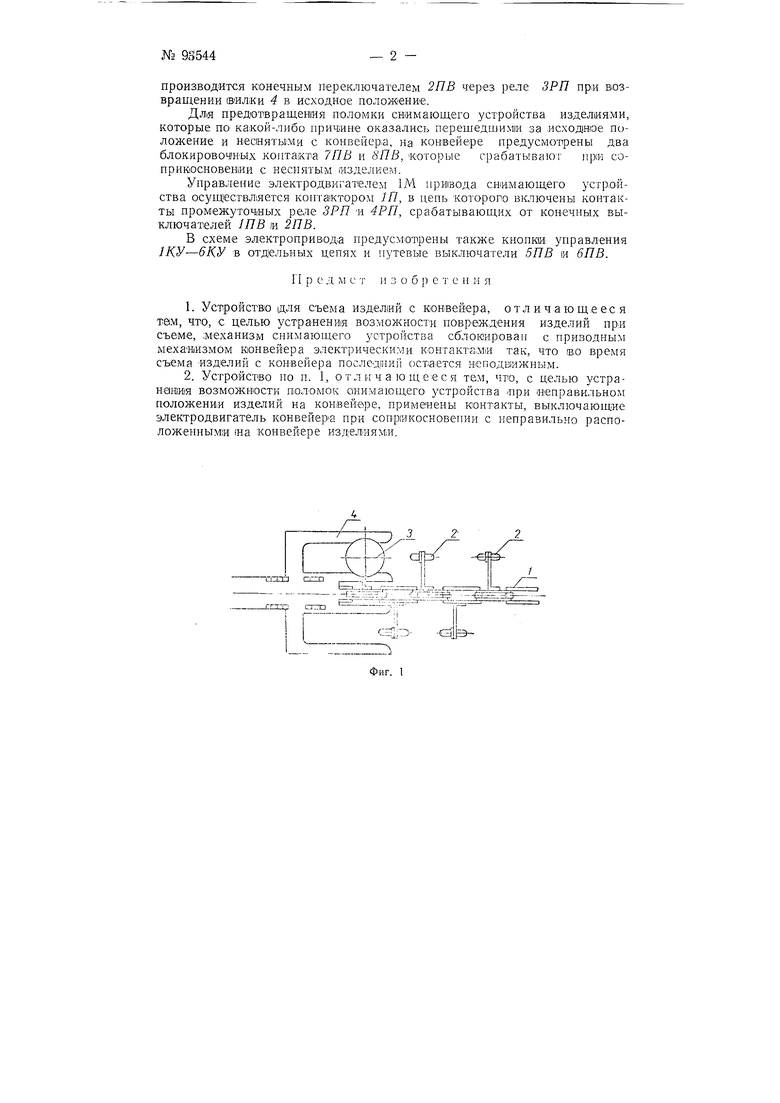
На фиг. 1 показано расположение конвейера и снимающего устройства; на фиг. 2-принципиальная электрическая схема их электроприводов.
Конвейер предста1вляет собой замкнутую цепь 1 с В1илками 2, на которых устанавливаются изделия 5. Цепь / имеет прерывистое поступательное движение с периодическими юстаиовкам и в конце каждого цикла, после передвижения на один щаг.
В течение каждого цикла, во время остановки конвейера, изделия снимаются с него поштучно вилкой 4 снил ающего устройства. Конвейер приводится в -движение электродвигателем 2М, а снимающее устройство-эл(ектродвигателем 1М. Остановка электропривода 2М коивейера после каждого цикла осущ1ествляется конечным выключателем 1ПВ (фиг. 2).
Ддя исключения перехода цепи 1 с (изделием 3 за исходное положение для съема изделий с конвейера и во избеж:ание аварий применена -взаимная электрическая блокировка электроприводов 1М и 2М. Эта блок/ировка должна обеспечить невозможность запуска электродвигателя 2М привода конвейера до тех пор, пока вилка 4 снимающего Механизма находится в зоне перемещения :изделий 3. Для этой цели npjiменен путевой переключатель 4ПВ, действующий от кулака, установленного на валу снимающего устройства. Этот переключатель разрывает цепь пускателя 2П электродвигателя 2М, чем предотвращается возможность его за|п-уска. Пуск конвейера после снятия очередного изделия с вилки
производится конечным переключателем 2ПВ через реле ЗРП при вюзвр:ащении юилки 4 в исходное положение.
Для предотвращения поломки снимающего устройства изделиями, которые по какой-либо прич)ине оказались перешедшими за .исходное положение и неаняты1Ми с конвейер,а, на конвейере предусмотрены два блокировоч1нъ1х контакта 7ПВ и 8ПВ, которые срабатываюг пр;и соприкосновении с неснятым изде;п-;ем.
Управление электродвигателем 1М привода снимающего устройства, осуществл;яется контактором 1П, в цепь которого включены контакты промежуточ1ных реле ЗРП и 4РП, срабатывающих от конечных выключателей 1ПВ и 2ПВ.
В схеме электропривода предусмотрены также кнонки управления 1К.У-6КУ в отдельных цепях и путевые выключатели 5ПВ и 6ПВ.
И р с д м с т 1 3 о б р е т с н и я
1.Устройство ДЛЯ съема изделий с конвейера, отличающееся там, что, с целью устранения возможности повреждения изделий при съеме, ;механизм снимающего устройства сблокирован с приводным механизмом конвейера электрическими коьггакта.ми так, что во время съема изделий с конвейера последний остается неподвижным.
2.Устройство по п. 1, отличающееся тем, что, с целью устраНан1И1я возможности поломок снимающего устр1ойства /при иенравильном положении изделий на конвейере, применены контакты, выключающие электродвигатель конвейера при сонрикосновепии с неправильно расположенными iHa конвейере издел1иям;И.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля твердости поршней | 1949 |
|
SU91852A1 |
| Устройство для маркировки поршней | 1950 |
|
SU93311A1 |
| Индикаторный прибор с записывающим устройством | 1951 |
|
SU93768A1 |
| Автомат для контроля высоты поршневых колец | 1949 |
|
SU93381A1 |
| Механизм для фиксации исходного положения измерительного устройства в автоматах для контроля твердости | 1950 |
|
SU93363A1 |
| АГРЕГАТ ДЛЯ ПОДАЧИ ТОВАРОВ В ПОДДОНАХ И ИМ ПОДОБНОЙ ТАРЕ ИЗ ПОДСОБНЫХ ПОМЕЩЕНИЙ В ТОРГОВЫЙ ЗАЛ | 1969 |
|
SU239848A1 |
| Многошкальный прибор для контроля размеров | 1950 |
|
SU94024A2 |
| Пневматический прибор для проверки перпендикулярности оси отверстия под палец к продольной оси поршня | 1950 |
|
SU93556A1 |
| Способ сушки изделий, например, алюминиевых поршней | 1950 |
|
SU93120A1 |
| Способ определения твердости металлов | 1950 |
|
SU93656A1 |

{( 2У:
1М
