Т1эобретение относится к порошковсЛ металлургии, в частности, к производгству пористых металлокерамических подшипников на основе железа. Известен способ изготовления пориотых металлокерамических подшипников скольжения на железной основе, включа ющий приготовление шихты, прессование, спекание, пропитку маслом и калиброва- .ние. Эффект смачивания в таких подшшпкиках досггигается благодаря шлделению из пор масла на рабочую поверхность по шипника. При этил образуется устойчивая масляная пленка, обеспечивающая работоспособность узла трения. Однако в процессе эксплуатации пори тых металлокерамических подишпншсов скольжения происходит постепенное стя жение свойств самосмазывашга за счет потери проходимости пор и иэменещга свойств масла находящегося в порах подшипника. Потеря порами свойств проходимости является результатом их закупорки продуктами износа в процессе работы узла трения, а также продуктами полимери- зации масла, находящегося в 1юрах пояшиптоса, под воздействием кислорода и температуры в присутствии металла, мл-полняюшего роль катализатора процесса окисления, что приводит к ивзкой износостойкости подшипншссж. Наиболее близким по технической суданости к предлагаемому способу изгото&ления самосмазывающего лодшвпнвка скольжения является способ изготовления пористых подшипников, включающий приготовление шихты, прессование, спекавве, последующее сульфидированиё, пропитку маслам в калибрование 2. Недостатком известного способа явл51ется нвжая износостойкость подшипников. Ц%ль нзо ретенвя « повышение стойкости материала. Для достижения поставлевиой целр в способе нэготовяейия сяечввньп ,т}рЕкиионвых матервал«ж ва жетезвой ocHt вв, вкгаочаюшем приготовление нвдхты, пре сование, спекание, хилико-термическую об работку и пропитку маслом, химико-терми ческую обработку осуществляют путем фоо 4|атирования в растворе фос4ага марганца ири 90-95°С, в течение мин, а |яеред прспиткой маслом проводят ва« |куумкрование. В процессе эксплуатации пористых подоошников скол1Л(ения на металлок рамической основе, изготовленных по известному способу, происходит постепев ное сшокение свойств самосмазывания за счёт проходимости Пор, Потер проходимости пор обусловлена .их закупс кой продуктами полимеризашш мао ла, ваходяЕшегося в порах подшипника. Посксотьку масло находится в непосре ственном контакте с металлической поверхностью пор, то каталитические свойства металла оюсобствуют образованию окислительных процессов, происходящих масле во ъремя работы подшипника. При этом происходит полимеризация масла и гфоходимость пор ухудшается. В результате этого на рабочую поверхность подшипнжа не поступает достаточное количество смазки для нормальной работы узла трения. Это приводит к износу и преждевременному выходу из строя по шипнша. В процессе фосфатирования на поверхности пор металлокерамических подшипников образуется износостойкая пле ка, состоящая из фосфатов металлов, ус1раняющая непосредственное контактирование металла поверхности пор с находящимся в них маслом. Вследствие этого устравнется каталитическое действие металла поверхности пор на окислительные процессы, происходящие в мас ле 1фи эксплуатации подшипника. Поэтом уменьшается вероятность закупорки пор щюдуктами полимеризации, в результате чего Проходимость пор пористых металлокерамических подшипников сохраняется что, в свою очередь, способствует улуч- шенкю свойств самосмазывания подшита НИКОВ, а следовательно, повышается их долговечность. Кремле того, фосфатная пленка способствует повышению износостойкости рабочей поверхности подшипников. Способ осуществляется следующим ооразом Приготавливают шихту, состоящую из железного порошка и легирующих элементов, производят ее прессование до определенной пористости, после чего заготовки спекают в печах при 1О5ОIISO C в течение 2-6 ч. После спекания пористые металлокерамические подшипники подвергают насьпиению фосфатным раствором. Фосфатирование проводят в ванне с раствором, например, препарата КПФ-1, представляющегося собой концентрат, на основе монофосфатамарганца, при 9О-95С в течение 51О мин. Толщина фосфатной пленки (4-8 мкм) вполне достаточна для изоляции металтшческой поверхности пор при окислительных процессах масла. При температуре раствора менее 9О°С происходит ухудшение защитных свойств пленки и удлинение времени ее образования. В результате процесса гидролиза, входящих в состав препарата фосфатов марганца и железа, образуются нерастворимые фосфаты марганца и железа, кристаллизующиеся на поверхности фосфатируемого металла пор в виде пленки. Реакция протекает по схеме: .2Ме( 6HjPO +2fAeHP04-Же РО). Одновременно происходит процесс взаимодействия обрабатываемого металла поверхности пор со свободной фосфорной кислотой Ре+2НзР04 Нд +Ре( НоР04) , Fe(H,) 2FeHP04 % 2РеИР04+Ре Нт+Ре,Р04)о . На поверхности металла пор кристаллизуются FeHPO4 и Fe (PO)(i , Таким о&рааом, в процессе фосфатирования на поверхности пор металлокерамического подшипника образуется износостойкая пленка, состоящая из фосфатов железа и марганца и устраняющая непооредственное контактирование металла поверхности пор с находящимся в них маслом. Вследствие этого снижается каталитическое действие металла поверхности пор при окислительных процессах , происходящих в масле при эксплуатации подшипника, и, как результат этого, снижается закупорка пор продуктами полимеризации масла. Для сохранения структуры пористости тела самосмазывающего подшипш ка из последнего после процесса фосфатирования проводят отсос фосфатного раствора с помощью вакуума. Осуществ ляют это путем помещения подшипника, например на 5-7 мин в вакуум-камеру. В результате разности давлений между
находящимся в порах подшипника оста-р ка pacTBOjpa и разрежением в камере происходит удаление остатков фосфатного раствора из пор и сохраняется структура пор подшипника. После этого пористые металлокерамические подшипники. пропитывают маслом.
Пропитка маслом проводится путем Нагрева изделия в масляной ванне с продолжительностью 4О-9О мин при 12О-13О°С с последующим . 6хлажд&ннем в масле до 18-2b°C.
Нанесение на поверхности металла фосфатных пленок позволяет повысить
износостойкость подшипника в 2-3 раза I
ПО сравнению с металлок дамическими -подшипниками, изготовленными по известному способу.
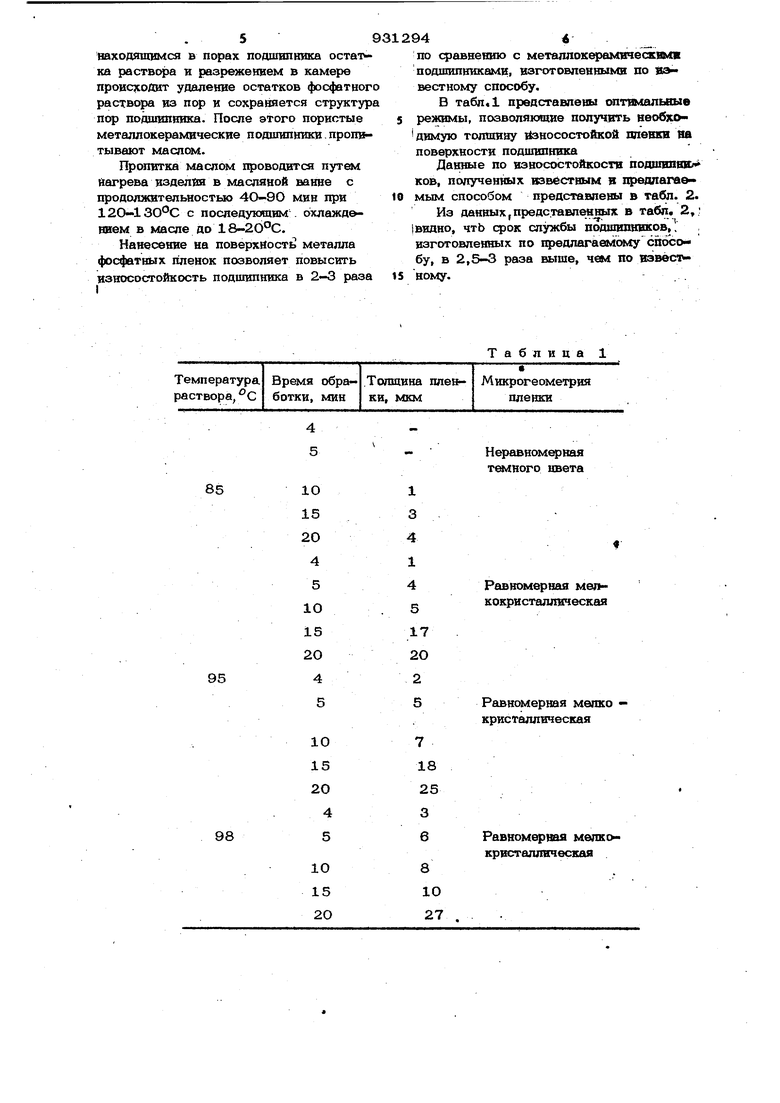
В табл.1 представпевы оптвмешьиыв режимы, позволяющие получить необзсодимую толщину износостойкой ппевкв на поверхности подшипника
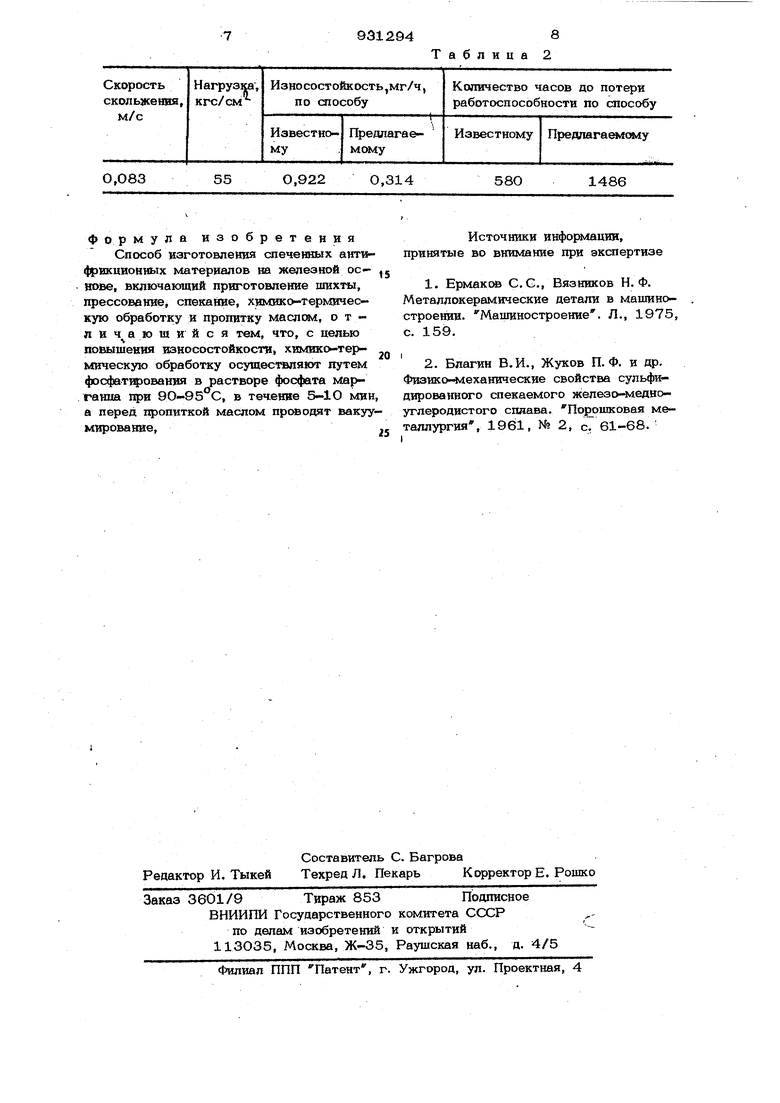
Данные по износостойкости подшипник ков, полученных известным st предлагаемым способом представлены в табл. 2.
Из данных,представлентлх в табл. 2, 1ВИДНО, чтЬ срок службы подшипников,. изготовленных по щюдлагаемилу способу, в 2,5-3 раза выше, чем по иэввст ному.. .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ АНТИФРИКЦИОННЫХ ДЕТАЛЕЙ НА ОСНОВЕ ЖЕЛЕЗА | 2008 |
|
RU2388578C2 |
| КОМПОЗИЦИЯ И СПОСОБЫ ПОЛУЧЕНИЯ ФОСФАТНЫХ И ХРОМОВЫХ ПОКРЫТИЙ С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2001 |
|
RU2209857C1 |
| Самосмазывающийся подшипник скольжения | 1986 |
|
SU1409795A1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛА НА ОСНОВЕ ПОРОШКОВЫХ СПЛАВОВ ЖЕЛЕЗА И ДЕТАЛЬ СТУПЕНИ ПОГРУЖНОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2002 |
|
RU2230825C2 |
| СОЕДИНИТЕЛЬНЫЙ ШАРНИР ГАРНИТУРЫ СТРЕЛОЧНОГО ЭЛЕКТРОПРИВОДА | 2010 |
|
RU2450893C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ АЛЮМИНИЕВЫХ БРОНЗ | 1992 |
|
RU2032494C1 |
| АНТИФРИКЦИОННЫЙ МАТЕРИАЛ | 2009 |
|
RU2392509C1 |
| СМАЗКА ДЛЯ ПРОПИТКИ МЕТАЛЛОКЕРАМИЧЕСКЙХ ПОДШИПНИКОВ | 1970 |
|
SU278939A1 |
| Масло для пропитки металлокерамических подшипников | 1975 |
|
SU577220A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1992 |
|
RU2043866C1 |
4
5
5
10 15 20
4
5
Ю 15 20
4 5
5
10
15
2О
4
98
5
10 15 2О
Таблица 1
Неравномерная точного ивета
Равномерная мелкокристаллическая
Равномерная мелко кристаллическая
Равномерная мелкокристаллическая
0,083
О,922
55 Формула изобретения Способ изготовления спеченных антифрикционных материалов ш железной ос- нове, включающий приготовление ших1Ы, прессование, спекание, химико-терлшчес- кую обработку и пропитку маслом, отличающийся тем, что, с целью повышения износостойкости, химико-термическую обработку осушесгеляют путем фосфаттфования в растворе фосфата марганиа при 9О-95 С, в течение 5-10 мин а перед пропиткой маслом прсжодят вакуу мирование,
0,314
58О
1486 Источники информации, принятые во внимание при экспертизе 1.Ермаков C,G., Вязников Н. Ф. Металлокерамические детали в машиностроении. Машиностроение. Л., 1975, с. 159. 2.Благин В.И., Жуков П. Ф. и др. Физико-механические свойства сульфидированного спекаемого железо-медноуглеродистого спнава. Порошковая металлургия, 1961, № 2, с. 61-68.
