Изобретения относятся к области защитных покрытий и могут быть использованы, в частности, для получения фосфатных и износостойких хромовых покрытий на изделиях, предназначенных для работы в жестких коррозионных условиях, например штоках амортизаторов военных гусеничных и транспортных машин, штоках шахтной гидравлической крепи. Просим присвоить заявляемой композиции название Мифол-22.
Фосфатные и хромовые покрытия имеют различные свойства, области применения, однако у них имеется общий недостаток - ограниченная защитная способность и коррозионная стойкость в связи с их пористостью. Для повышения защитной способности фосфатных покрытий применяется наполнение их пор - пропитка различными материалами, к которым относятся лаки, минеральные и синтетические масла, консистентные смазки на основе мыл, кремнеорганические жидкости, эмульсии и суспензии на водной основе.
Так, например, известна водная композиция для нанесения порозаполняющих покрытий по заявке Германии 19625344, МПК7 С 09 D 163/00, 1998 г. Она содержит диспергированную в воде эпоксидную смолу, отвердитель для нее и другие добавки - наполнители, пигменты.
Однако имеются классы изделий, в которых недопустимо по условиям сопрягаемости и эксплуатации деталей применение таких покрытий, которые по существу являются лакокрасочными покрытиями. Пропитка маслами, смазками, ингибиторами имеет существенный недостаток: при эксплуатации в жидких средах вещества, которыми пропитаны фосфатные покрытия, вымываются жидкой рабочей средой, в результате чего защитная способность покрытий быстро падает.
Известна присадка к растворам для хроматирования цинковых покрытий Ликонда ЗЛ по а.с. СССР 264792 от 30.12.86 г. Эта присадка может применяться и для наполнения фосфатных покрытий, однако, как показали результаты сравнительных испытаний, приведенные ниже, эффективность этой присадки невелика.
Из известных технических решений наиболее близким к заявляемой композиции по химическому составу и назначению, то есть прототипом, является раствор для уплотнения анодно-окисных покрытий алюминия и его сплавов по патенту РФ 2114219 от 26.03.97, МПК6 С 25 D 11/24. Этот водный раствор содержит танниды или дубильный экстракт, бензотриазол и однозамещенный фосфат натрия при следующем соотношении компонентов, г/л:
Таннид или дубильный растительный экстракт - 5,0-50,0
Бензотриазол - 0,0001-0,0005
Однозамещенный фосфат натрия - 0,02-0,2
Вода, л - До 1
Известный раствор был испытан для наполнения фосфатных покрытий, однако защитная способность покрытий, полученных с его применением, недостаточна, что не позволяет рекомендовать его для изделий, предназначенных для эксплуатации в морских условиях.
Известные способы получения фосфатных покрытий включают подготовку поверхности, фосфатирование, пропитку и сушку покрытий (см. Мельников П.С. "Справочник по гальванопокрытиям в машиностроении", М., Машиностроение, 1991, с.240-241). Структура и толщина покрытий в существенной степени зависят от способа получения покрытий, от последовательности и технологических режимов выполнения операций. Для обеспечения высокой защитной способности желательно получать покрытия с мелкокристаллической структурой и величиной слоя (по массе) не менее 8 г/м2. Известные способы фосфатирования позволяют получать мелкокристаллические покрытия с величиной слоя, как правило, до 5 г/м2, большая величина слоя (до 8 г/м2) иногда достижима, однако при этом структура покрытия рыхлая, защитная способность невелика, стойкость покрытий в морских условиях недостаточна.
Наиболее близким по технической сущности к заявляемому способу получения фосфатных покрытий, т. е. прототипом, является способ, включающий фосфатирование в электролите, содержащем, г/л: монофосфат цинка 28-36; азотнокислый цинк 42-58; ортофосфорная кислота 9,5-15,0 и остальное вода (см. Мельников П.C. "Справочник по гальванопокрытиям в машиностроении". М., Машиностроение, 1991, с.240). Обработку в этом электролите проводят при температуре 85-95oС в течение 10-25 минут. Полученное фосфатное покрытие пропитывают и сушат.
Однако величина получаемого этим способом фосфатного покрытия также невелика, а значит недостаточна и его защитная способность. При применении двукратного фосфатирования в известном способе также невозможно получить качественное покрытие, т.к. оно получается рыхлым и крупнокристаллическим, а второго слоя не нарастает.
Хромовые покрытия имеют высокую износостойкость, однако вследствие пористости не обладают высокой коррозионной стойкостью в условиях воздействия воды или воды с коррозионно-агрессивными солями. Хромовое покрытие является катодом по отношению к стальной основе, вследствие чего в глубине пор развиваются коррозионные процессы, покрытие быстро теряет товарный вид. В дальнейшем вследствие коррозии стальной основы покрытие отслаивается и теряет эксплуатационные свойства. При хромировании хромовое покрытие насыщается водородом, придающим покрытию высокие внутренние напряжения и хрупкость. Для обезводороживания и снятия внутренних напряжений широко применяется термообработка (ТО) хромированных изделий при температуре 200-300oС. При этом образуется большое количество микротрещин, пористость покрытий резко возрастает.
Известен способ получения беспористого хромового покрытия (Brown H. and Millage D. R, Trans/Inst. Met/Fin, 1960, v.37, p.21). Этот процесс проводят при 49-54oС и при соотношении СrO3:SO4 от 150:1 до 200:1. Однако этот процесс не нашел применения, поскольку требуется плотность тока в 2-3 раза выше обычной, а толщина получаемых беспористых покрытий составляет не более 2,5 мкм, что не обеспечивает требуемой износостойкости покрытий.
Известны способы катодно-механического хромирования (КМХ), при которых на хромируемую деталь в процессе хромирования воздействуют полированным инструментом (см., например, a.c.CCCР 875888, МПК С 25 D 5/22, 1978 г.; заявка РФ 96103042/02 от 14.02.96, МПК С 25 D 5/22). Эти способы позволяют приблизиться к решению проблемы получения беспористых хромовых покрытий, однако при существенном улучшении структуры покрытий, уменьшении количества пор эти способы не позволяют обеспечить полное отсутствие пор и соответствующее повышение коррозионной стойкости покрытий. Кроме того, эти способы требуют сложного аппаратурного оформления.
Наиболее близким к заявляемому способу получения беспористых хромовых покрытий и достигаемому техническому результату, т.е. прототипом, является способ, описанный в книге Богорада Л.Я. "Хромирование". Л., "Машиностроение", 1984 г, с. 52-64. Согласно известному способу, хромовые покрытия получают электроосаждением в электролитах хромирования с последующими пропиткой их пленкообразующими веществами, например льняным маслом, и отверждением пропитывающей жидкости сушкой.
Однако известный способ получения беспористых хромовых покрытий не обеспечивает полного отсутствия пор в покрытии, что снижает защитную способность покрытия и коррозионную стойкость в условиях воздействия воды или воды с коррозионно-агрессивными солями. Кроме того, для этого способа характерна недостаточная стабильность качества пропитки покрытий, связанная с плохими смачиваемостью хрома жидкостями и проникновением ее в поры покрытия.
Предлагаемыми изобретениями решается задача получения мелкокристаллических фосфатных покрытий с толщиной слоя более 8 г/м2, обеспечение высокой защитной способности и коррозионной стойкости фосфатных и хромовых покрытий в атмосферных условиях умеренного и холодного климата, а также в морских условиях.
Для получения такого технического результата предлагается композиция для пропитки фосфатных и хромовых покрытий, содержащая дубильный растительный экстракт, дополнительно содержащая жидкие масляные отходы со стадии ректификации кумола производства фенола и ацетона кумольным методом и кальцинированную соду при следующем соотношении ингредиентов, мас.%:
Дубильные экстракты - 20,0-40,0
Жидкие масляные отходы со стадии ректификации кумола производства фенола и ацетона кумольным методом - фенольная смола (ФС) - 0,05-0,50
Кальцинированная сода - 1,0-3,0
Вода - Остальное
Эту композицию предлагается назвать "Мифол-22".
Характеристика веществ, входящих в композицию "Мифол-22".
В качестве дубильных экстрактов могут быть использованы еловые по ОСТ 17-122, ивовые по ОСТ 17-121, дубовые по ОСТ 17-881. Экстракты содержат танниды и различные органические неидентифицируемые вещества.
Фенольная смола представляет собой темную маслянистую жидкость и имеет следующий состав, мас.%:
Кумилфенол - 30-45
Димер α-метилстирола - 9-15
α-Метилстирол - 10-15
Ацетофенон - 7-15
Диметилфенилкарбинол - 0,6-1,5
Фенол - 0,5-1,0
Смолы неидентифицируемые - 10-30
Кумилфенол-2-фенил-2(n-оксифенил)пропан - С6Н5С(СH3)2С6H4OH представляет собой бесцветные игольчатые кристаллы с температурой плавления 73oС. В чистом виде термически стабилен, при давлении 100 мм рт.ст. перегоняется при 248oС без разложения.
Димер α-метилстирола - С6Н5-С(СH3)2-СН+ССН3С6Н5 представляет собой бесцветную вязкую маслянистую жидкость с приторным запахом, нерастворим в воде, смешивается во всех отношениях с ароматическими растворителями, термическая деполимеризация проходит при 500-560oС с образованием α-метилстирола - С6H5-ССH3=СН2.
α-Метилстирол представляет собой подвижную бесцветную жидкость со своеобразным запахом. Температура плавления 23,2oС, температура кипения 165,4oС. На воздухе легко окисляется до ацетофенона и формальдегида. α-Метилстирол отличается от стирола отсутствием тенденции к самопроизвольной полимеризации с образованием высокомолекулярных полимеров.
Фенол - С6Н5ОН имеет температуру плавления 40,9oС, температуру кипения 181,8oС, смешивается в любых соотношениях с большинством органических растворителей.
Ацетофенон - метилфенилкетон - С6H5СОСH3 - бесцветная маслянистая жидкость с запахом черемухи, имеет плотность 1,026 г/см3, температуру плавления 20oС, температуру кипения 202,3oС, известен как ингибитор коррозии железа в серной кислоте (см. Алцыбеева А.И., Левин С.З. "Ингибиторы коррозии металлов (справочник)", Л. , Химия, 1968, с.52), растворим в этаноле, ароматических растворителях.
Диметилфенилкарбинол - С6H5С(СН3)2OН, температура плавления около 30oС, хорошо растворим в различных органических растворителях. Смесь диметилфенилкарбинола и ацетофенона (50 мол.) плавится при температуре 8oС. Температура кипения 200-201oС. Способен при температуре свыше 150oС превращаться в α-метилстирол с выделением воды:
С6Н5С(СН3)2OH-->С6Н5-ССН3=СH2+Н2O
Известны способы полезного использования фенольной смолы, основанные на выделении индивидуальных веществ, однако комплексная переработка фенольной смолы считается экономически невыгодной и значительная ее часть сжигается в виде добавки к мазутам.
Композиция эффективна при содержании дубильных экстрактов более 20%. Верхняя граница содержания дубильных экстрактов определяется возможностью получить стабильный раствор.
Содержание дубителей до 40% можно достигнуть только при поддержании рH раствора в пределе 7,0-8,5 путем введения кальцинированной соды. При отсутствии соды раствор нестабилен. При содержании соды более 3% защитные свойства не возрастают. Фенольная смола в составе композиции имеет ряд функций, одна из которых - защита водного раствора дубителей от биопоражений, поскольку ФС обладает высокой биоцидной активностью и полностью подавляет рост плесневых грибов, к которому склонны водные растворы дубителей. Однако ингредиенты ФС адсорбируются и хемосорбируются в порах фосфатного слоя, обеспечивая, наряду с нерастворимыми таннатными комплексами, непроницаемость фосфатного покрытия для коррозионно-активных веществ, и повышают защитные свойства фосфатных покрытий. Верхняя граница содержания ФС в композиции определяется ограниченной растворимостью ФС. Нижняя граница - уровнем биоцидной активности ФС.
Для достижения технического результата в способе получения фосфатных покрытий, включающем фосфатирование, последующие пропитку и сушку покрытия, согласно изобретению перед фосфатированием покрываемую поверхность предварительно обрабатывают сначала фосфатирующим раствором, содержащим, г/л: монофосфат цинка 12,0-14,0; азотнокислый цинк 18,0-22,0; фосфат натрия 5,0-10,0; ортофосфорная кислота 4,0-5,0 и остальное вода, а затем в растворе композиции Мифол-22 с концентрацией 15-30 г/л, при этом пропитку полученного при фосфатировании покрытия проводят в растворе композиции Мифол-22 с концентрацией 80-100 г/л, а сушку покрытия осуществляют при температуре 100-120oС.
Изобретение основано на ранее неизвестном эффекте. До настоящего времени перспективным для получения мелкокристаллических покрытий считалось применение концентрированных растворов (100-200 г/л) кислых фосфатов железа и марганца. Нами установлено, что введение операции предварительной обработки металла в фосфатирующем растворе низкой концентрации с добавлением фосфата натрия с последующей обработкой в растворе композиции Мифол-22 пониженной концентрации 8-30 г/л (норма 80-100 г/л), позволяет создать тонкий мелкокристаллический фосфатный слой, служащий хорошей основой для последующего формирования толстой мелкокристаллической пленки при фосфатировании в растворе с нормальной концентрацией и пропитке в растворе композиции Мифол-22 с концентрацией 80-100 г/л. Способ позволяет получать толстые мелкокристаллические пленки с величиной слоя 8,5-12,5 г/м2. Покрытие в зависимости от марки фосфатируемого материала и состояния поверхности имеет цвет от серого до глубокого черного. Такое покрытие имеет повышенную защитную способность и коррозионную стойкость, что доказано результатами ускоренных коррозионных испытаний в морской воде и солевом тумане. Высокая защитная способность объясняется тем, что мелкие поры в фосфатном покрытии эффективно заполняются соединениями дубителей с железом, имеющимся в составе фосфатной пленки и подложки.
Для достижения технического результата в способе получения хромовых покрытий, включающем электролитическое осаждение хрома на поверхность с последующими пропиткой покрытия пленкообразующими веществами и сушкой пропитывающего состава, согласно изобретению перед пропиткой хромовое покрытие подвергают фосфатиpoвaнию, а в качестве пленкообразующего вещества при пропитке покрытия используют водный раствор композиции Мифол-22, которую вводят в пропитывающий раствор в массовой доле 0,5-10,0%, при этом сушку осуществляют при температуре 100-120oС.
Известно, что на хроме невозможно получить фосфатное покрытие, в связи с этим нет сведений о практическом применении фосфатирования хромовых покрытий. Нами установлено, что при фосфатировании хромового покрытия по предлагаемому способу реакция образования нерастворимых трехзамещенных фосфатов с образованием прочной кристаллохимической связи с подложкой происходит только в порах хромового покрытия, назовем их порами первого порядка. Поры заполняются трехзамещенными фосфатами, внешний вид покрытия при этом не изменяется.
При пропитке (ПP) происходит заполнение пропитывающей жидкостью еще более мелких пор, назовем их порами второго порядка, в фосфатах, заполняющих поры первого порядка в хромовом покрытии. В зависимости от природы пропитывающей жидкости возможны реакции полимеризации с последующим затвердеванием или реакции ингредиентов пропитывающей жидкости с фосфатами с образованием твердых продуктов. Внешний вид покрытий после операций пропитки, полимеризации, отверждения не изменяется. Таким образом, заявляемый способ получения хромовых покрытий позволяет повысить их защитную способность и коррозионную стойкость, особенно в условиях умеренного и холодного климата, а также в морских условиях.
На дату подачи заявки, по мнению авторов и заявителя, заявляемые композиция "Мифол-22" и способы получения фосфатных и хромовых покрытий с ее использованием неизвестны и данные технические решения обладают новизной и промышленной применимостью, т.к. могут быть использованы при промышленном получении фосфатных и хромовых покрытий, а также соответствуют критерию "изобретательский уровень", т.к. явным образом не следуют из уровня техники и позволяют достичь указанный технический результат.
Сущность заявляемых изобретений иллюстрируется следующими примерами.
Композиция для получения фосфатных и хромовых покрытии Мифол-22 согласно предлагаемому изобретению изготавливается следующим образом. В емкость, снабженную перемешивающим устройством, заливают расчетное количество воды, нагревают до температуры 60-70oС, добавляют кальцинированную соду до рН 8,0-8,5 и при перемешивании засыпают расчетное количество измельченного дубильного экстракта. Процесс ведут до полного растворения экстракта, при этом рН раствора снижается. Для получения стабильного раствора вводят кальцинированную соду до рН 7,0-8,0 и фенольную смолу. Полученную смесь перемешивают в течение 15 минут при температуре 60-70oС. Полученный продукт фильтруют и сливают в емкость.
Пример получения композиции Мифол-22.
В колбу, снабженную перемешивающим устройством, залили 670 г воды, нагрели до температуры 60-70oС, ввели 10,0 г кальцинированной соды, произвели контроль рН (8,0-8,5). Дубильный экстракт измельчили в шнековом аппарате (промышленная электромясорубка) до порошкообразного состояния и засыпали 300 г в раствор кальцинированной соды при температуре раствора 60-70oС. После полного растворения экстракта измерили рH раствора - 6,5. Добавили 10,0 г кальцинированной соды до достижения рН 7,1. Ввели 0,1 г ФС в раствор дубильного экстракта. Полученную смесь перемешали при температуре 60-70oС в течение 15 минут и измерили рН раствора - 7,05. Ввели в раствор 5 г кальцинированной соды до рН 7,4. Отфильтровали раствор через бязевый фильтр при температуре 60-70oС. Получили продукт - жидкость темно-коричневого цвета со специфическим запахом, плотность продукта 1,12 г/см3, содержание сухого вещества 32,01%, рН 7,4. Продукт хорошо растворяется в холодной воде.
Пример получения фосфатного покрытия
Стальные образцы подвергались предварительному фосфатированию в течение 10 минут при температуре 50-60oС в растворе, содержащем, г/л:
Монофосфат цинка - 12,0
Азотнокислый цинк - 18,0
Фосфат натрия - 5,0
Ортофосфорная кислота - 4,0
Вода - Остальное
Затем образцы в течение 10 минут при температуре 75oС обрабатывались в растворе композиции Мифол-22 с концентрацией раствора 15 г/л. После этого образцы подвергались основному фосфатированию в течение 15 минут при температуре 90oС в растворе, содержащем, г/л:
Монофосфат цинка - 36,0
Азотнокислый цинк - 58,0
Ортофосфорная кислота - 13,5
Вода - Остальное
После основного фосфатирования образцы промывали в теплой воде, выдерживали над ванной для стока излишков воды и пропитывали в растворе композиции Мифол-22 с концентрацией 90 г/л в течение 20 минут при температуре 80oС. После пропитки образцы сушили в течение 10 минут при температуре 120oС. Получили сплошное мелкокристаллическое фосфатное покрытие черного цвета. Величина слоя покрытия в г/м2 определялась на образцах гравиметрическим методом. Взвешивался образец с покрытием, затем покрытие растворялось в 5%-ном растворе хромового ангидрида в течение 15 минут при температуре 70-75oС и образец взвешивался повторно. По разнице в весе определялась величина слоя покрытия. В эксперименте получена величина слоя покрытия 12,5 г/м2. Коррозионная стойкость покрытия определялась капельной пробой по времени до изменения цвета капли реактива, нанесенной на покрытие с сине-зеленого до красно-оранжевого. Состав реактива: 40 мл 0,5М раствора медного купороса, 20 мл 10%-ного раствора хлористого натрия, 0,8 мл 0,1М раствора соляной кислоты. В эксперименте получено время до изменения цвета капли, составляющее 1110 секунд, что свидетельствует о высокой коррозионной стойкости покрытия.
Пример получения хромового покрытия
Хромирование проводили в электролитах двух вариантов и двумя способами: обычным и КМХ:
1. Хромовый ангидрид, г/л - 250,0
Серная кислота, г/л - 2,5
Температура, oC - 58
2. Электролит по п.1, способ КМХ
3. Хромовый ангидрид, г/л - 200,0
Серная кислота, г/л - 1,0
Кремнефтористый натрий, г/л - 7,5
Двухромовокислый натрий, г/л - 30,0
Кадмий металл, г/л - 17,0
Температура, oC - 58
4. Электролит по п.3, способ КМХ
После хромирования половину образцов подвергали термообработке (ТО) при температуре 200oС в течение 3 часов с целью обезводороживания и снятия внутренних напряжений и производили контроль хромового покрытия на пористость по ГОСТ 9.302 (ферроксиловая проба). Установлено, что на образцах, не прошедших термообработку, пористость покрытия составляет 65-70% поверхности, а на термообработанных образцах - 95-100%. Затем образцы фосфатировали в растворах двух вариантов:
5. Концентрат КЦФП
ТУ 2149-063-05027788-93, г/л - 80,0
Температура, oC - 50-60
Продолжительность, мин - 30
6. Концентрат КЦФ-51
изготовитель - Буйский хим. з-д, г/л - 120-200
Температура, oC - 90-95
Продолжительность, мин - 20-30
После фосфатирования образцы промывались в теплой проточной воде, выдерживались над ванной для стока избытка воды и пропитывались в растворе композиции Мифол-22 с концентрацией 90 г/л (9%) при 80oС в течение 20 минут. После пропитки образцы выдерживались над ванной для стекания излишка раствора, промывались в непроточной теплой воде, затем в проточной теплой воде и сушились при 120oС в течение 10 минут. Охлажденные образцы подвергались контролю на пористость по ГОСТ 9.302 (ферроксиловая проба). Результаты контроля показали, что пористость покрытия на образцах без предварительной термообработки практически отсутствует, на термообработанных образцах имеются единичные поры (1-3 шт.) на 1 дм2 поверхности.
Обоснование граничных параметров ведения процесса
В результате экспериментов установлено:
стандартное фосфатирование дает величину слоя не более 6 г/м2;
при применении двукратного фосфатирования в растворах нормальной концентрации получить качественное покрытие невозможно, второй слой не нарастает, получается рыхлым, крупнокристаллическим, защитная способность таких покрытий мала;
при применении первичной обработки в фосфатирующем растворе, разбавленном в два раза, наблюдается повышенное шламообразование, покрытие имеет низкое качество;
при применении первичной обработки в фосфатирующем растворе, разбавленном в два раза, и с добавлением фосфата натрия в количестве 5-10 г/л удается избежать шламообразования; дополнительная обработка раствором композиции Мифол-22 позволяет получить в дальнейшем при основном фосфатировании величину слоя до 12,5 г/м2;
последовательное исключение каждого из ингредиентов раствора для первичной обработки - монофосфата цинка, азотнокислого цинка, фосфата натрия, ортофосфорной кислоты и выход за пределы предложенных концентраций приводит к значительному ухудшению качества покрытия - к рыхлому, мажущему покрытию, растравливанию покрытия, невозможности провести повторную обработку фосфатирующим раствором для наращивания слоя покрытия;
дополнительная обработка любым другим веществом, применяемым для пропитки фосфатных покрытий (к ним относятся лаки, минеральные и синтетические масла, консистентные смазки на основе мыл, кремнеорганические жидкости, эмульсии и суспензии на водной основе), приводит к невозможности повторного фосфатирования и невозможности получить большую величину слоя покрытия;
качество покрытия зависит от температуры сушки: при длительной сушке при температуре не более 60oС внешний вид покрытия хуже, чем при более кратковременной сушке, но при более высокой температуре. Оптимальной является температура сушки 100-120oС.
Эффективность композиции оценивалась по результатам испытаний фосфатных покрытий по ГОСТ 9.008: методу 1 - при воздействии нейтрального солевого тумана в камере КСТ-04, методу 6 - при повышенных значениях относительной влажности воздуха и температуры с периодической конденсацией влаги в гидростате Г-4 и методу 8 - при повышенных значениях относительной влажности и температуры, воздействии сернистого газа и периодической конденсации влаги.
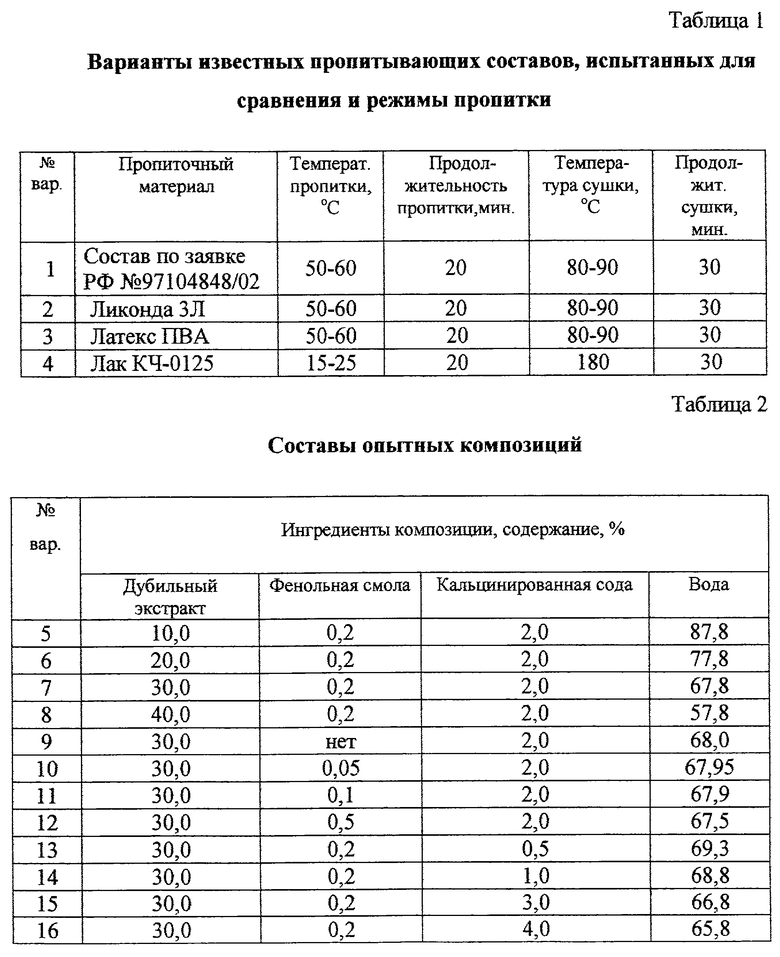
В первой серии экспериментов определялся наиболее эффективный состав композиции Мифол-22. Варианты известных пропитывающих составов, испытанных для сравнения, и режимы пропитки приведены в таблице 1.
В таблице 2 приведены составы опытных композиций, испытанных для обоснования граничных значений содержания ингредиентов в составе Мифол-22 и определения оптимального состава композиции Мифол-22.
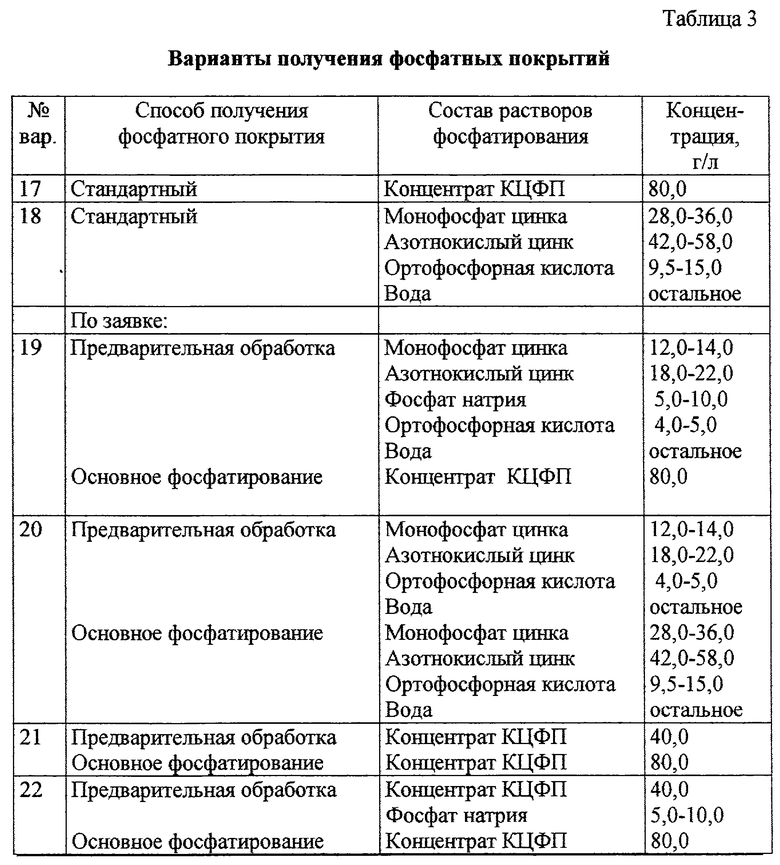
В таблице 3 приведены варианты получения фосфатных покрытий. Фосфатные покрытия получали по двум вариантам технологии.
По вариантам стандартной технологии детали фосфатировались в растворе концентрата КЦФП 80 г/л при температуре 50-60oС в течение 30 мин (вариант 17) или в растворе, содержащем, г/л (вариант 18):
Монофосфат цинка - 28,0-36,0
Азотнокислый цинк - 42,0-58,0
Ортофосфорная кислота - 9,5-15,0
Вода - Остальное
при температуре 85-95oС в течение 10-25 минут, затем пропитывались составами по режимам, приведенным в таблице 1, или составами, приведенными в таблице 2, при температуре 50-60oС в течение 30 минут с сушкой при температуре 100-120oС в течение 10-20 минут.
Вариант технологии по заявке - предварительная обработка в разбавленных фосфатирующих растворах:
Вариант 19: (состав раствора, г/л):
Монофосфат цинка - 12,0-14,0
Азотнокислый цинк - 18,0-22,0
Фосфат натрия - 5,0-10,0
Ортофосфорная кислота - 4,0-5,0
Вода - Остальное
при температуре 45-60oС в течение 5-10 минут. Основное фосфатирование по вар. 17.
Вариант 20: (состав раствора, г/л):
Монофосфат цинка - 12,0-14,0
Азотнокислый цинк - 18,0-22,0
Ортофосфорная кислота - 4,0-5,0
Вода - Остальное
при температуре 45-60oС в течение 5-10 минут. Основное фосфатирование по вар. 18.
Вариант 21: раствор концентрата КЦФП 40 г/л, при температуре 50-60oС, в течение 30 минут. Основное фосфатирование по вар. 17.
Вариант 22: раствор концентрата КЦФП 40 г/л, фосфат натрия 5-10 г/л, при температуре 50-60oС, в течение 30 минут. Основное фосфатирование по вар. 17.
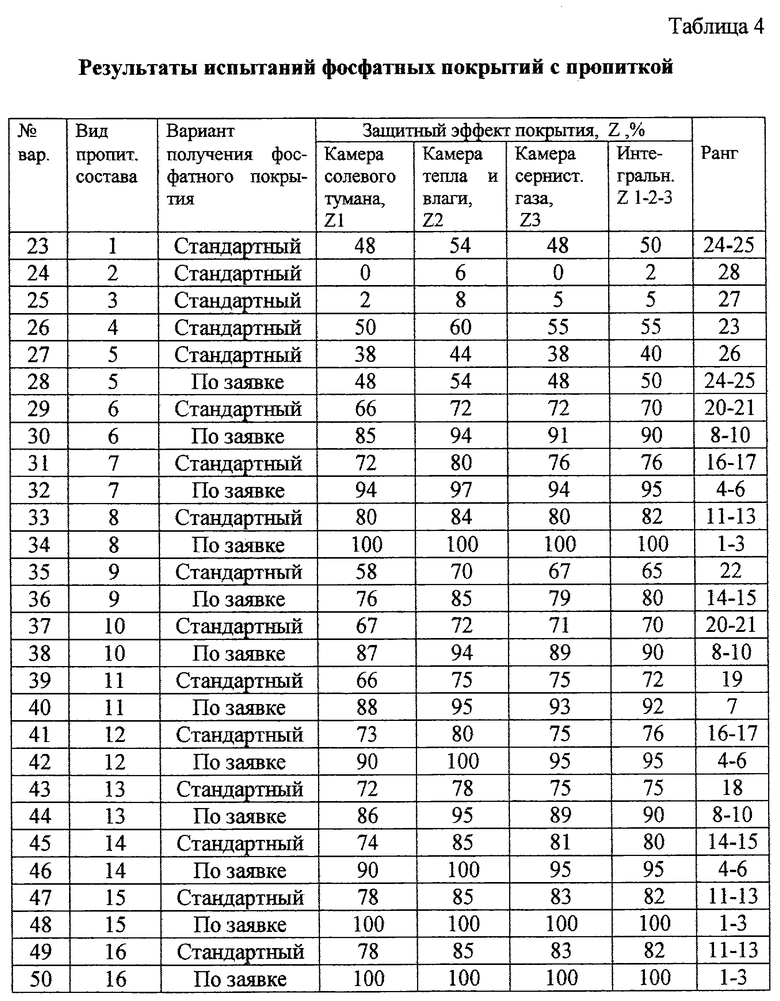
В таблице 4 приведены результаты испытаний фосфатных покрытий, полученных по варианту 19, с различными пропиточными составами (варианты пропитки 1-16). Испытания проводились в сравнении со стандартными фосфатными покрытиями из раствора на основе монофосфата цинка (вар. 18) по ГОСТ 9.008: методу 1 - в камере солевого тумана, методу 6 - в камере тепла и влаги, методу 8 - в камере сернистого газа.
Способ получения фосфатного покрытия по варианту 19 достаточно полно отражает сущность заявляемого способа: предварительное фосфатирование с введением фосфата натрия в разбавленном растворе на основе монофосфата цинка и основное фосфатирование в стандартном растворе концентрата КЦФП, что доказывает универсальность способа.
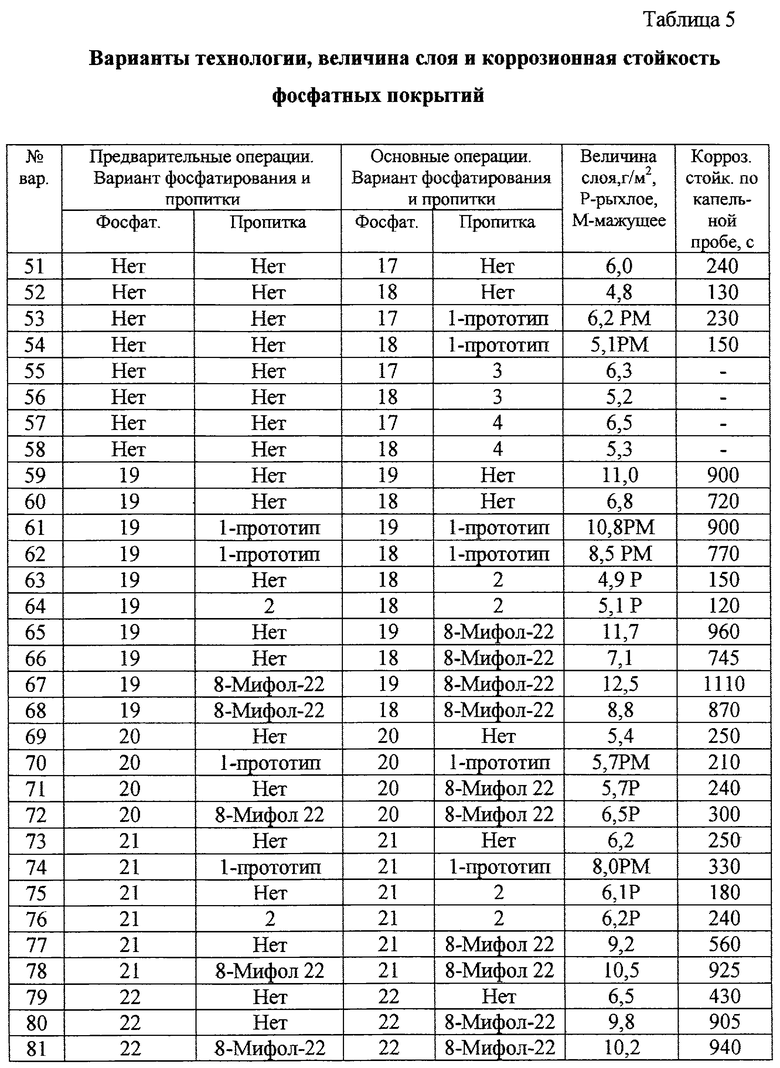
В таблице 5 приведены варианты технологии получения фосфатных покрытий (с пропиткой и без пропитки), величина их слоя и коррозионная стойкость по капельной пробе (ГОСТ 9.302).
Для пропитки использовались составы по вариантам: 1-4 из табл.1 и состав 8 из табл.2 - оптимальный состав композиции Мифол-22. Концентрация раствора композиции Мифол-22 для предварительной пропитки - 15-30 г/л, для окончательной - 80-100 г/л.
Результаты испытаний показали, что предложенное техническое решение носит универсальный характер для растворов фосфатирования, на основе солей цинка. Предварительная обработка перед основным фосфатированием в разбавленных цинк-фосфатных электролитах способствует получению более плотных пленок, величина слоя возрастает, коррозионная стойкость по капельной пробе повышается, что подтверждается экспериментами по вариантам 60, 69, 73, 79.
Введение фосфата натрия в разбавленный электролит, содержащий монофосфат цинка, азотнокислый цинк, ортофосфорную кислоту, позволяет получать тонкие фосфатные покрытия с мелкокристаллической структурой, служащие хорошей основой для формирования качественных фосфатных покрытий при последующем фосфатировании в растворах нормальной концентрации на основе солей цинка. Величина слоя покрытий возрастает в 1,5-2,0 раза, коррозионная стойкость по капельной пробе увеличивается в 2,0-2,5 раза, уменьшается шламообразование. Этот эффект проявляется также и при введении фосфата натрия в разбавленные цинк-фосфатные электролиты для предварительной обработки, что подтверждается экспериментами по вариантам 59, 60 и 79.
ГОСТ 9.302 предусматривает оценку коррозионной стойкости по времени изменения цвета капли: до 60 с - низкая стойкость, до 115 с - пониженная стойкость, до 295 с - средняя стойкость, свыше 300 с - высокая стойкость. По этому критерию наивысшую стойкость имеют варианты 65 и 67, причем было обеспечено повышение коррозионной стойкости покрытия в 3-4 раза.
Установлено, что предварительная пропитка тонкого фосфатного покрытия в растворах композиции Мифол-22 способствует получению более плотных мелкокристаллических покрытий с повышенной коррозионной стойкостью, что подтверждается экспериментами по вариантам 67, 68, 72, 78, 81.
Предварительная обработка тонкого фосфатного покрытия в растворе по прототипу также повышает величину слоя фосфатного покрытия, что подтверждается экспериментами по вариантам 61 и 74, 62 и 70, но покрытия получаются рыхлыми, с мажущим налетом.
Обработка поверхности металла в растворе композиции Мифол-22 без предварительного фосфатирования в разбавленных электролитах фосфатирования положительного эффекта не дает, так как образующаяся на поверхности металла пленка легко смывается при погружении в фосфатирующий раствор. Наибольший эффект от применения предварительной обработки поверхности металла перед основным фосфатированием с последующей пропиткой был получен при проведении эксперимента по варианту 67, в соответствии с формулой изобретения.
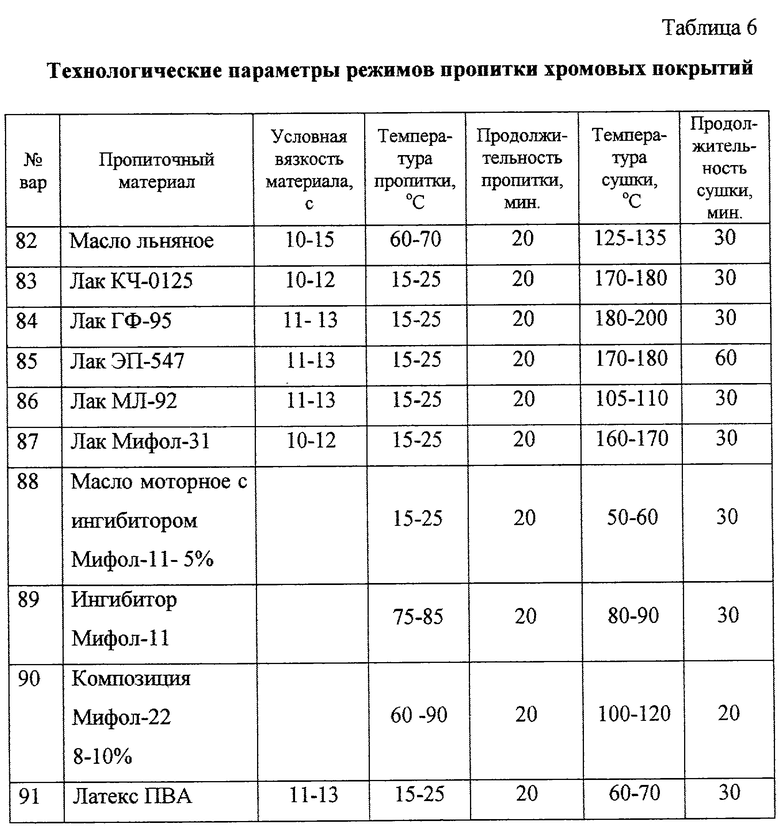
Эффективность заявляемого способа получения беспористых хромовых покрытий оценивалась в сравнении с общепринятым способом заполнения пор пропиткой различными материалами. Для проведения испытаний хромовые покрытия, а также те же покрытия после фосфатирования, промывки и сушки пропитывали в следующих составах: масло льняное, лак КЧ-0125, лак ГФ-95, лак ЭП-547, лак MЛ-92, лак Мифол-31 по патенту РФ 2065468, кл. С 09 D 161/14, масло моторное МТ-16п с ингибитором Мифол-11 в массовой доле 5% (ингибитор Мифол-11 по патенту РФ 2114158, кл. С 23 F 11/10), композиция Мифол-22, латекс поливинилацетатный. Режимы пропитки приведены в таблице 6.
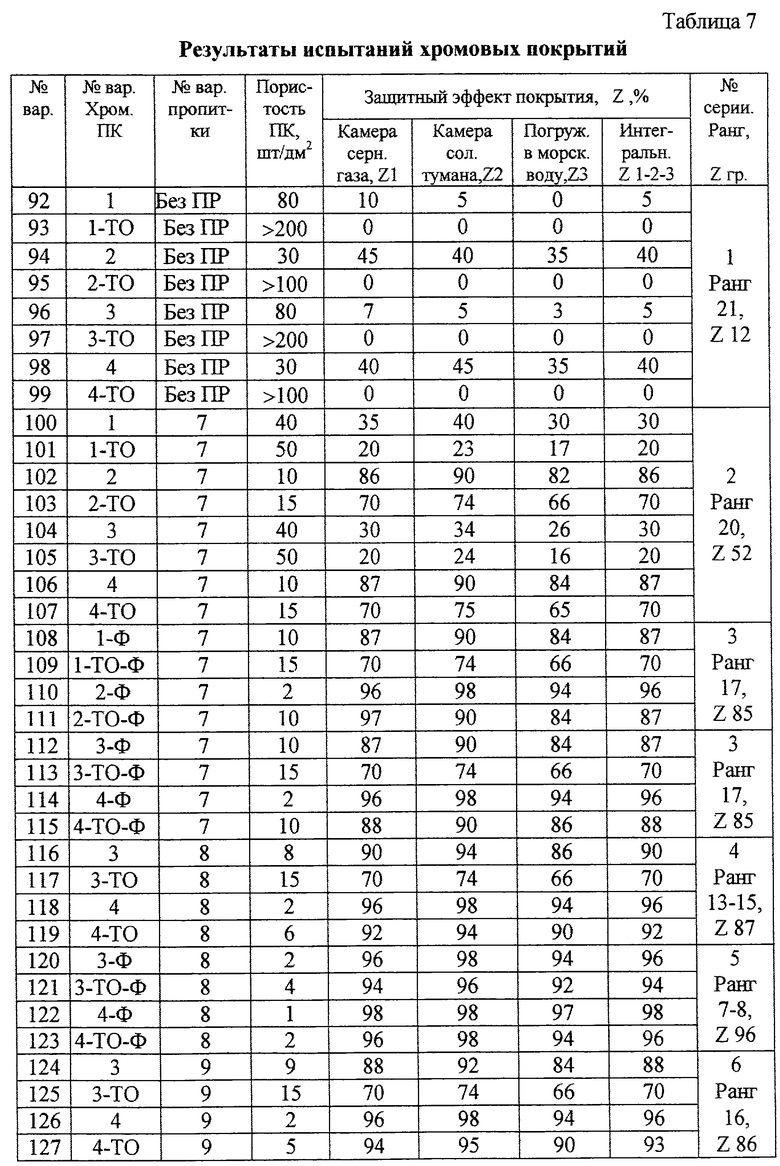
Защитные свойства покрытий оценивались по результатам испытаний, проведенным в соответствии с ГОСТ 9.008: методу 1 - при воздействии нейтрального солевого тумана в камере КСТ-04, методу 8 - при повышенных значениях относительной влажности и температуры, воздействии сернистого газа и периодической конденсации влаги, методу 10 - при погружении в электролит - искусственную морскую воду. Пористость покрытий определялась по ГОСТ 9.302 (ферроксиловая проба). Результаты испытаний приведены в таблице 7.
В результате испытаний установлено, что предложенное техническое решение эффективно во всех случаях: при обычной технологии хромирования и способе КМХ.
Последовательное осуществление операций хромирования, фосфатирования хромового покрытия с последующими пропиткой и сушкой позволяет многократно повысить коррозионную стойкость и защитную способность покрытия. Определение пористости покрытий по ГОСТ 9.302 (ферроксиловая проба) показывает при лучших вариантах пропитки полное отсутствие пор, в других вариантах пропитки - многократное снижение количества пор. Особенно явно полезный эффект технического решения по заявке проявляется в случае термообработки хромового покрытия, необходимой для обезводороживания и снятия внутренних напряжений, после термообработки количество пор возрастает в покрытии от трех до десятков раз. Часто количество пор в покрытии ферроксиловой пробой по этой причине не удается определить - синие точки сливаются в сплошной синий фон. Фосфатирование с пропиткой позволяет и в этом случае достичь поставленной задачи изобретения.
Сравнение результатов опытов 1 серии, 2 серии и 3 серии (табл.7) показывает, что введение операции фосфатирования повышает защитную способность покрытия в среднем в 1,6-7 раз при пропитке льняным маслом.
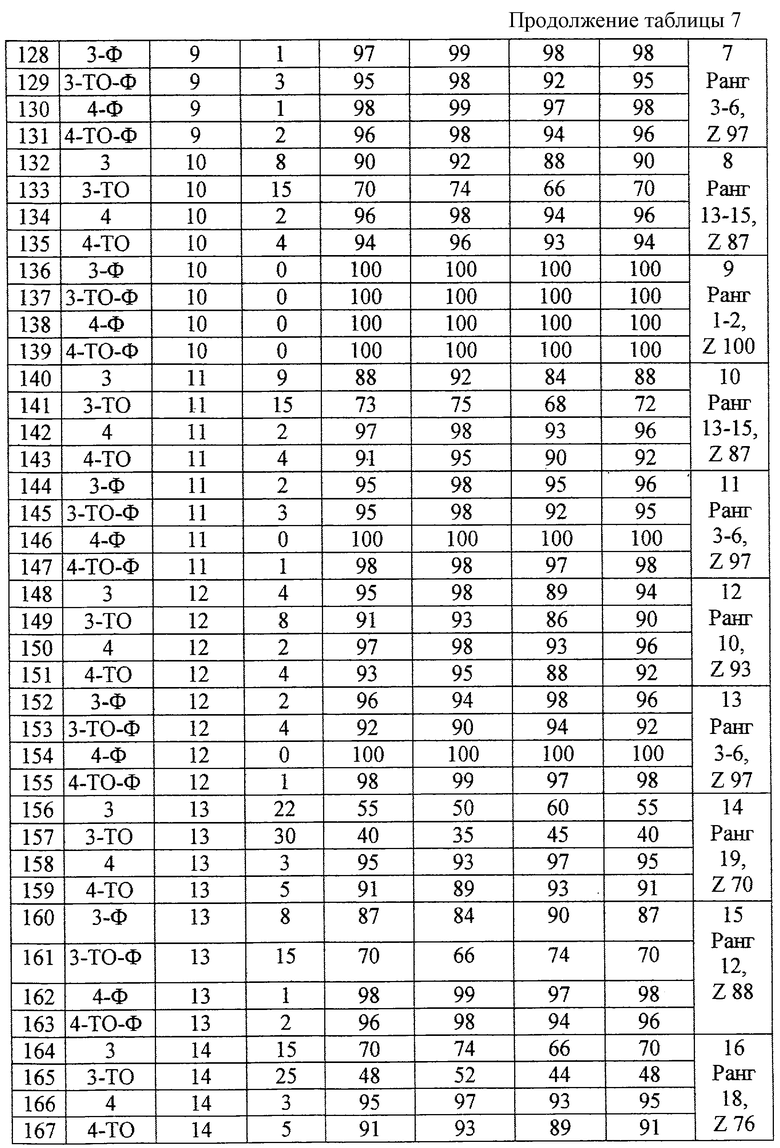
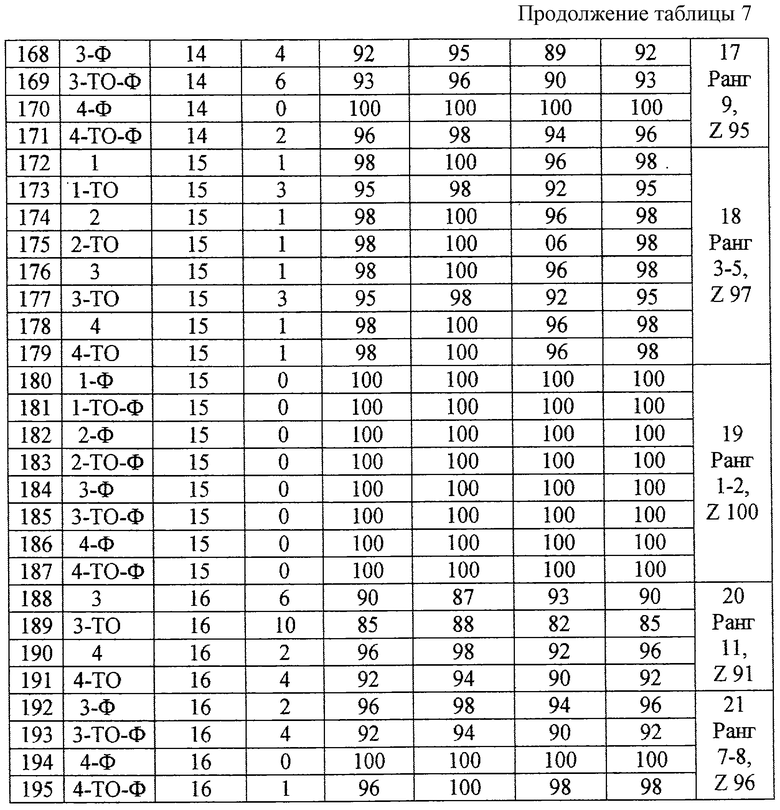
Опыты 4-13 серий показали, что для пропитки можно применять лаки на основе пленкообразующих веществ с различной химической природой.
Опыты 14-17 серий показали, что для пропитки можно применять ингибиторы и ингибированные масла.
Высокие результаты получены в 9 и 19 сериях опытов, в которых достигнута 100%-ная защита в пределах продолжительности проведенных испытаний.
Наилучший результат получен в 19 серии (табл.7) опытов с композицией Мифол-22. Высокая защитная способность покрытий с пропиткой композицией Мифол-22 объясняется тем, что дубящие вещества, входящие в состав композиции, вступают в реакцию с железом подложки в порах, а также с железом, входящим в состав фосфатного покрытия с образованием нерастворимых в воде комплексов, полностью заполняющих поры второго порядка в фосфатных пробках в порах первого порядка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХРОМИРОВАНИЯ | 2002 |
|
RU2215830C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛИНКОВ ФЕХТОВАЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2174559C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 1999 |
|
RU2165327C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПРОФИЛЯ, ПРЕИМУЩЕСТВЕННО МАЛОЛИСТОВЫХ РЕССОР, И СПОСОБ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212972C1 |
| СПОСОБ НАПЫЛЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ТРУБЧАТОЙ ФОРМЫ | 2000 |
|
RU2186148C2 |
| ГЛАЗУРНЫЙ ШЛИКЕР | 2000 |
|
RU2191763C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНО-ВОЛОКНИСТОГО АДСОРБЕНТА | 2001 |
|
RU2212479C2 |
| РАСТВОР ДЛЯ ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1995 |
|
RU2090650C1 |
| СПОСОБ ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 1996 |
|
RU2113541C1 |
| СПОСОБ ФОСФАТИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОВЕРХНОСТИ | 2000 |
|
RU2210624C2 |
Изобретения относятся к области получения защитных покрытий на изделиях, предназначенных для работы в жестких коррозионных условиях. Композиция для получения фосфатных и хромовых покрытий содержит следующие ингредиенты, мас.%: жидкие масляные отходы со стадии ректификации кумола производства фенола и ацетона кумольным методом - фенольная смола - 0,05-0,50; дубильные растительные экстракты 20,0-40,0; кальцинированная сода 1,0-3,0; вода остальное. Способ получения фосфатных покрытий включает обработку покрываемой поверхности сначала фосфатирующим раствором состава, г/л: монофосфат цинка 12-14; азотнокислый цинк 18-22; фосфат натрия 5-10; ортофосфорная кислота 4-5; вода остальное, а затем в растворе предлагаемой композиции с концентрацией 15-30 г/л, фосфатирование, пропитку полученного при фосфатировании покрытия в растворе предлагаемой композиции с концентрацией 80-100 г/л и его сушку при 100-120oС. Способ получения хромовых покрытий включает электролитическое осаждение хрома на поверхность, фосфатирование полученного хромового покрытия, пропитку его водным раствором предлагаемой композиции, которую вводят в пропитывающий раствор в массовой доле 0,5-10,0%, и сушку при 100-120oС. Изобретение позволяет получать мелкокристаллические фосфатные покрытия с толщиной слоя более 8 г/м2, обеспечивает высокую защитную способность и коррозионную стойкость фосфатных и хромовых покрытий в атмосферных условиях умеренного и холодного климата, а также в морских условиях. 3 с.п.ф-лы, 7 табл.
Дубильные растительные экстракты - 20,0-40,0
Жидкие масляные отходы со стадии ректификации кумола производства фенола и ацетона кумольным методом - фенольная смола - 0,05-0,50
Кальцинированная сода - 1,0-3,0
Вода - Остальное
2. Способ получения фосфатных покрытий, включающий фосфатирование, последующую пропитку и сушку покрытия, отличающийся тем, что перед фосфатированием покрываемую поверхность предварительно обрабатывают сначала фосфатирующим раствором, содержащим, г/л:
Монофосфат цинка - 12,0-14,0
Азотнокислый цинк - 18,0-22,0
Фосфат натрия - 5,0-10,0
Ортофосфорная кислота - 4,0-5,0
Вода - Остальное
а затем в растворе композиции по п. 1 с концентрацией 15-30 г/л, при этом пропитку полученного при фосфатировании покрытия проводят в растворе композиции по п. 1 с концентрацией 80-100 г/л, а сушку покрытия осуществляют при 100-120oС.
| РАСТВОР ДЛЯ УПЛОТНЕНИЯ АНОДНООКИСНОГО ПОКРЫТИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1997 |
|
RU2114219C1 |
| МЕЛЬНИКОВ П.С | |||
| Справочник по гальванопокрытиям в машиностроении | |||
| - М.: Машиностроение, 1991, с.240 и 241 | |||
| БОГОРАД Л.Я | |||
| Хромирование | |||
| - Л.: Машиностроение, 1984, с.52-64 | |||
| DE 19625344, 08.01.1998. | |||

