I.
Изобретение относится к машиностроению и может быть использовано при определении точности углового деления поворотных устройств.
Известны способы контроля точности поворота делительного элемента, при которых настраивают индикатор в исходной позиции, а после поворота делительного элемента определяют отклонение показаний индикатора от исходной позиции Ги,
Недостатком известных способов является ненадежность контроля в производственных условиях.
Цель изобретения - повышение надежности контроля точности поворота делительного элемента на угол кратный2 1в производственных условиях.
Указанная цель достигается тем, что используют индикаторы на каждой позиции деления, осуществляют- настройку всех индикаторов одновременно, а угловое положение делительного элемента в каждой из позиций определяют по показаниям, выбранного в исходной позиции одного из индикаторов и осуществляют контроль за показаниями остальных индикаторов.
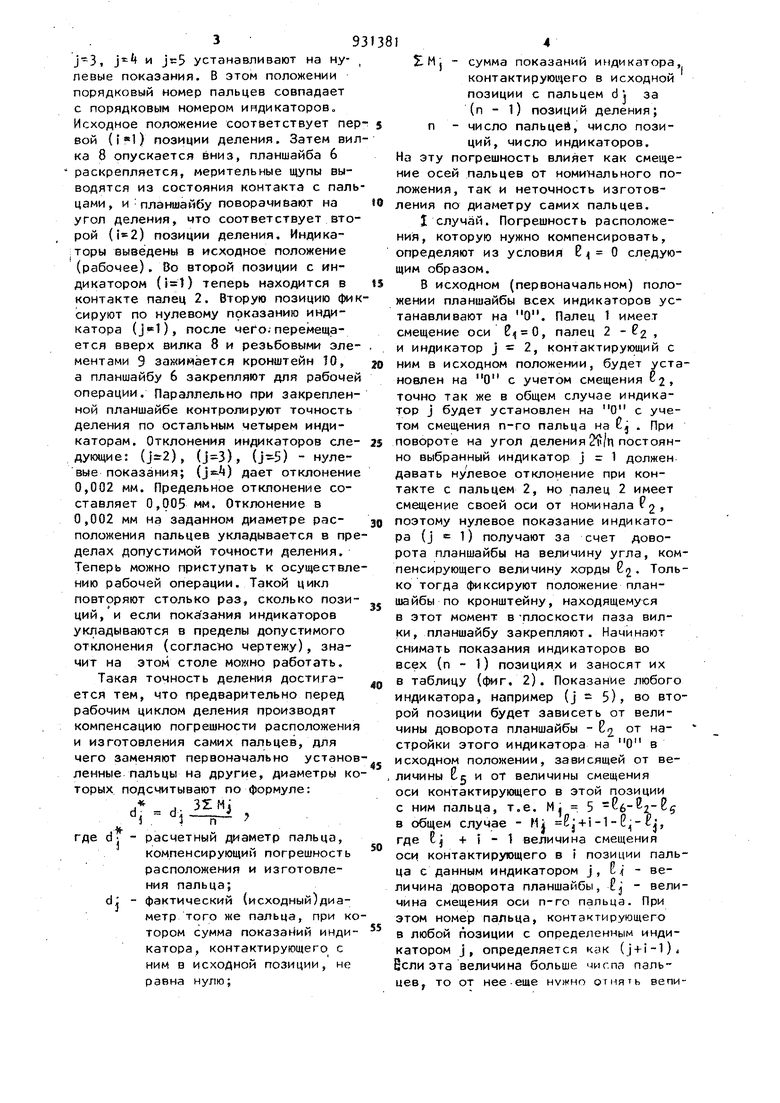
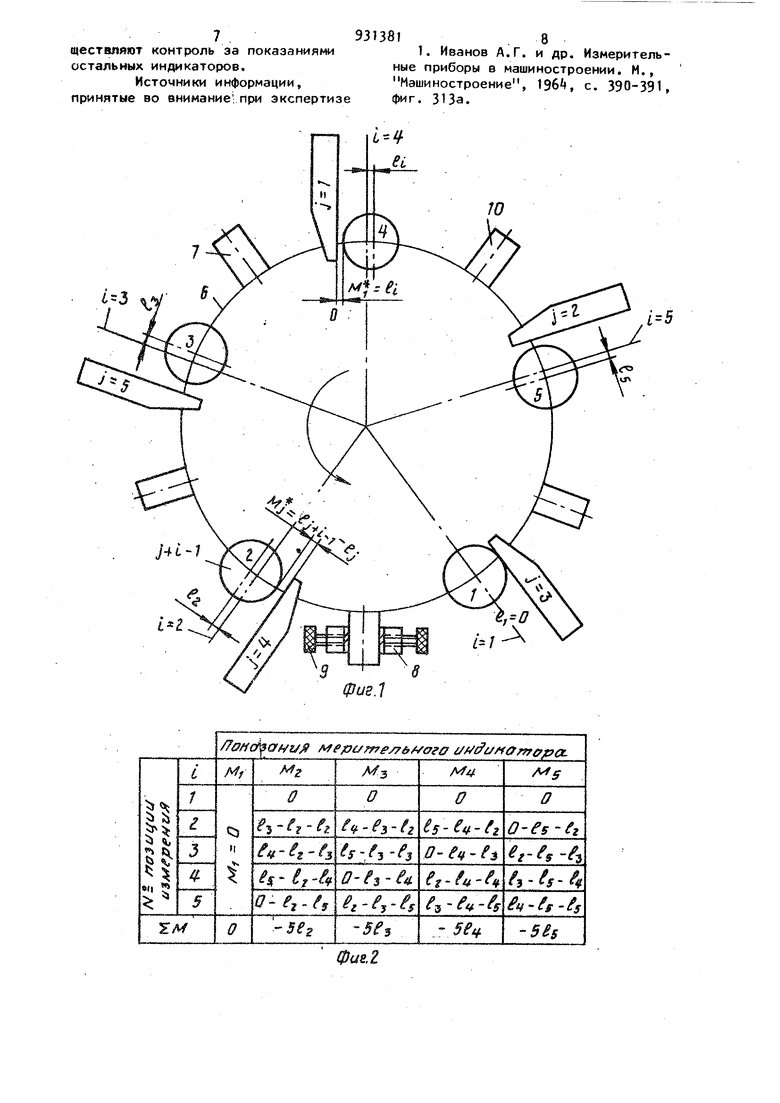
На фиг. 1 представлена схема предлагаемого способа из условия расположения пальцев с погрешностью; на фиг. 2 - таблица показаний каждого индикатора с учетом смещения осей пальцев от номинального положения; на фиг. 3 - схема предлагаемого способа из условия неравенства диаметров пальцев; на фиг. - таблица показаний каждого индикатора с учетом погрешности изготовления диаметра каждого пальца.
В исходной позиции мерительные щупы индикаторов j 1,2,3,,5 приводятся в положение касания с пальцами 1,2,3,,5 планшайбы 6, и это положение планшайбы фиксируют зажи.мом кронштейна 7 в вилке 8 резьбо вым элементом 9. Планшайбу 6 закрепляют, а все индикаторы , . 3 j-3, j и устанавливают на нулевые показания, В этом положении порядковый номер пальцев совпадает с порядковым номером индикаторов„ Исходное положение соответствует пе вой {i«1) позиции деления. Затем ви ка 8 опускается вниз, планшайба 6 раскрепляется, мерительные щупы выводятся из состояния контакта с пал цами, ипланшайбу поворачивают на угол деления, что соответствует вто рой ) позиции деления. Индикаторы выведены в исходное положение (рабочее). Во второй позиции с индикатором () теперь находится в контакте палец 2, Вторую позицию фи сируют по нулевому показанию индикатора (), после чего. перемещается вверх вилка 8 и резьбовыми эле ментами 9 зажимается кронштейн 10, а планшайбу 6 закрепляют для рабоче операции. Параллельно при закреплен ной планшайбе контролируют точность деления по остальным четырем индикаторам. Отклонения индикаторов сле дующие: (), (), (j-5) - нулевые показания; {j) дает отклонени 0,002 мм. Предельное отклонение составляет 0,005 мм. Отклонение в 0,002 мм на заданном диаметре расположения пальцев укладывается в пр делах допустимой точности деления. Теперь можно приступать к осуществл нию рабочей операции. Такой цикл повторяют столько раз, сколько пози ций, и если показания индикаторов укладываются в пределы допустимого отклонения (согласно чертежу), значит на этом столе MOWHO работать. Такая точность деления достигается тем, что предварительно перед рабочим циклом деления производят компенсацию погрешности расположени и изготовления самих пальцев, для чего заменяют первоначально устано ленные пальцы на другие, диаметры к торых подсчитывают по формуле: i п , где а- - расчетный диаметр пальца, компенсирующий погрешность расположения и изготовления пальца; d; - фактический (исходный)диаметр того же пальца, при к тором сумма показаний инди катора, контактирующего с ним в исходной позиции, не равна нулю; 14 $: М j - сумма показаний индикатора, контактирующего в исходной позиции с пальцем dV за (п - 1) позиций деления; п - число пальцей, число позиций, число индикаторов. На эту погрешность влияет как смещение осей пальцев от номинального положения, так и неточность изготовления по диаметру самих пальцев, I случай. Погрешность расположения, которую нужно компенсировать, определяют из условия 84 О следующим образом, В исходном (первоначальном) положении планшайбы всех индикаторов устанавливают на О, Палец 1 имеет смещение оси 2i(-0, палец 2 - 2 и индикатор j 2, контактирующий с ним в исходном положении, будет установлен на О с учетом смещения 2, точно так же в общем случае индикатор j будет установлен на О с учетом смещения п-го пальца на tj . При повороте на угол деления постоянно выбранный индикатор j : 1 должен давать нулевое отклонение при контакте с пальцем 2, но палец 2 имеет смещение своей оси от номиналар2 поэтому нулевое показание индикатора (j 1) получают за счет доворота планшайбы на величину угла, компенсирующего величину хорды С2, Только тогда фиксируют положение планшайбы по кронштейну, находящемуся в этот момент в плоскости паза вилки, планшайбу закрепляют. Начинают снимать показания индикаторов во всех (п - 1) позициях и заносят их в таблицу (фиг. 2), Показание любого индикатора, например (j 5), во второй позиции будет зависеть от величины доворота планшайбы 2 от настройки этого индикатора на О в исходном положении, зависящей от величины Eg и от величины смещения оси контактирующего в этой позиции с ним пальца, т.е. Mi 5 в общем случае - Mi 2j+i-1-G -с, где tj +1-1 величина смещения оси контактирующего в i позиции пальца с данным индикатором j, м - величина доворота планшайбы, Ej - величина смещения оси п-го пальца. При этом номер пальца, контактирующего в любой позиции с определенным индикатором j, определяется кгж (j+i-l) Бели эта величина больше чиспа пальцев, то от нее-еще НУЖНО отнять вепичину числа пальцев. Во второй порции с индикатором (j s. 5) контактирует палец, номер которого (j-«-i-1 5 + 2 - 1 6), но там показано . всего пять пальцев, следовательно, от величины 6 нужно отнять число пальцев 5, тогда получается, что с индикатором (j s 5) контактирует па лец 1. При суммировании всех погреш ностей за .все число I позиций делен суммарная погрешность на индикаторе будет составлять Z Mj, -i6j. Знак зависит от принятого на чертеже направления. 2 случай. Определение погрешности пальцев в зависимости от изготов ления- диаметров при условии, что оси этих пальцев занимают теоретическое поло хение. Теперь в исходном положении индикатор (j 1) имеет показания равные О при условии, что палец 1 изготовлен точно. Все остальные индикаторы выставляют на О с учетом погрешности изготовления диаметров контактирующих с ними пал цев. Во второй позиции положение планшайбы фиксируют по пальцу 2,если индикатор (j : 1) покажет О. Палец 2 имеет диаметр больше, чем палец 1, поэтому планшайбу 6 приходится доворачивать на вeличинyd2-d / и это положение зафиксировать кронштейном 7 в пазу вилки 8, после чего закрепить планшайбу 6. При закреп ленной планшайбе снимают показания остальных индикаторов и, например, индикатор (j « } будет регистрировать погрешность, выраженную величино(|У4-сЗ /2-,(Й2)/2(зависит от величины диаметров) во второй позиции Для общего случая в 5 позиции индикатор (j 1) будет показывать погрешность, выраженную величиной М (d - d) 0,5, а показания индикатора порядкового номера j будут равны после доворота Mj 0,5(di - dj4- i. - 1) - ( d,-)0,5 0,ii( + dj 4- i - 1) d. При суммировании показания каждого из индикаторов за п позиций деления .будут составлять 5; М 0,5- n(dj - d). В результате того, что в общем случае могут иметь место как смещение осей пальцев,так и неточное изготовление их диаметров, замеренные любым индикатором (первого и второго рассмотренных случаев) складываются. Из условия соответствия точного деления d: dj42. где d - Ьервоначально установленный палец с диаметром d; смещение оси пальца от номинала;диаметр, компенсирующий погрешность смещения, обеспечивающий нормальный контакт с мерительным щупом индикатора (в теоретических точ ках деления на окружности центров пальцев). Из суммарного выражения 21М 0,5 n(d j - d) - ntj определяем подставляем в выражение dj , d -1- (dj d; п Таким образом, предлагаемый способ контроля точности поворота на угол делительного элемента позволяет обеспечить высокую точность деления независимо от окружающих условий (различная температура в помещении, износ элементов,в период между контрольными аттестациями устройства на точность,осуществляющего этот способ, так как в процессе деления все видно по индикаторам). Своевременное выявление погрешностей стола позволяет брака на таких точных узлах, как планетарные передачи. Повышается качество деления при обработке таких узлов и надежность деления. Формула изобретения Способ контроля точности поворота делительного элемента, при котором настраивают индикатор в исходной позиции , а после поворота делительного элемента определяют отклонение показаний индикатора от исходной позиции, отличающийся тем, что,с целью повышения надежности контроля точности поворота делительного элемента на угол кратныйZIT/h в производственных условиях, используют индикаторы на каждой позиции деления, осуществляют настройку всех индикаторов одновременно, а угловое положение делительного элемента в каждой из позиций определяют по показаниям выбранного в исходной позиции одного из индикаторов и осу7931381 . 8
ществляют контроль за показаниями 1. Иванов А.Г. и др. Измерительостальных индикаторов.ные приборы в машиностроении. М.,
Источники информации, Машиностроение, 196, с. 390-391, принятые во внимание; экспертизе фиг. 31 За.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации | 1980 |
|
SU984793A1 |
| ПОВОРОТНО-ДЕЛИТЕЛЬНЫЙ СТОЛ | 1968 |
|
SU212008A1 |
| Делительное устройство | 1980 |
|
SU918026A1 |
| Прибор для проверки точности единичного деления зубофрезерного станка | 1958 |
|
SU119355A1 |
| Делительное устройство | 1984 |
|
SU1349968A1 |
| Поворотный делительный стол | 1973 |
|
SU500026A1 |
| ПОВОРОТНО-ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2540250C1 |
| Поворотно-делительный стол | 1980 |
|
SU933383A1 |
| Планшайба | 1977 |
|
SU747624A1 |
| ПОВОРОТНЫЙ стол | 1966 |
|
SU179587A1 |

Фаё.г
фиг.З
