жен сделать один оборот.
jY 119355- 2
Диаметр диска 7 в мм: d
где Д - диаметр планшайбы в мм,
Z - число делений, на которые настроен станок.
При цене деления индикатора в 2 мк, и шаге винтовой нарезки 5, равном t мм, цена деления шкалы индикатора в секундах поворота планшайбы
. 2-360-3600 2600
- z-t шаге винтовой нарезки, принятом равным 26 мм,
. 100 Д-(.
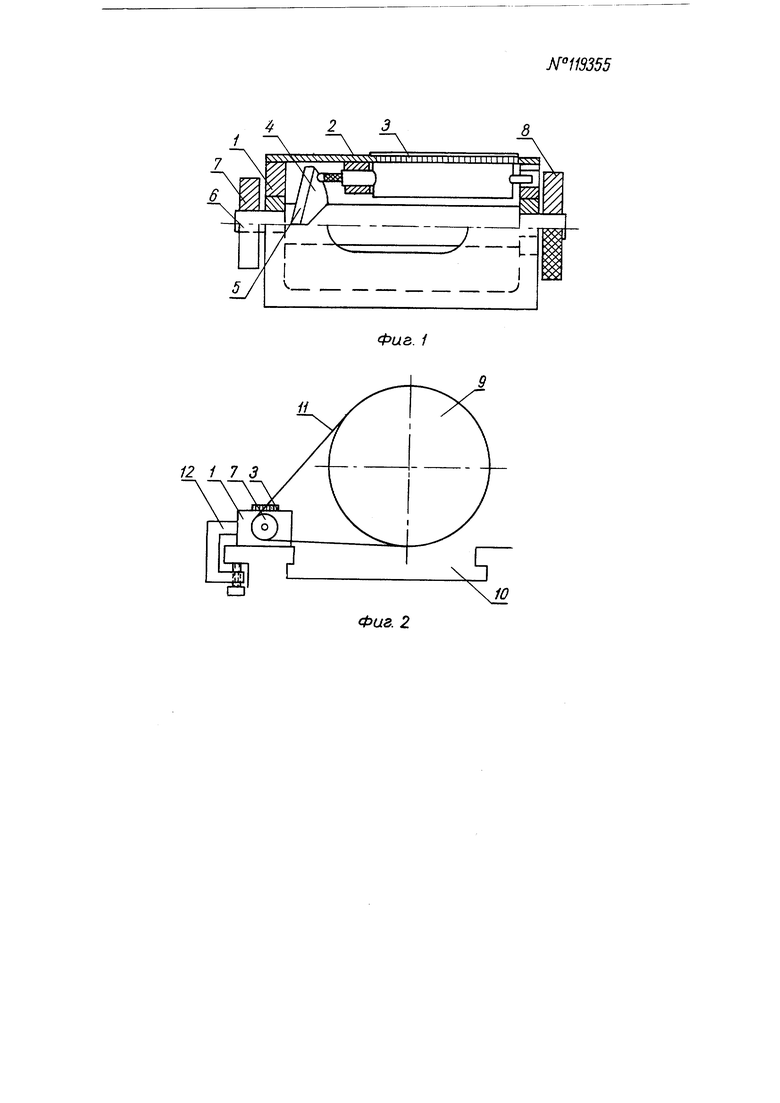
Прибор крепится хомутиком 12 к направляюшим станка 10 так, чтобы оси планшайбы 9 и диска 7 были параллельны.
Перед каждым поворотом планшайбы 9 враш ением маховика 8 стрелку индикатора 3 устанавливают в нулевое положение.
После поворота планшайбы 9 записывают показание индикатора. По данным замеров определяют величину накопленной ошибки и строят графики погрешности поворота планшайбы в угловых секундах.
Контроль точности деления производился как при холостом делении, так и в процессе фрезерования прямозубых колес. Оказалось, что точность деления при резании значительно отличается от точности холостого деления.
При врезании фрезы в заготовку наблюдалось проворачивание планшайбы на угол до 300 сек. Последнее обстоятельство связано с большими зазорами в червячной делительной паре станка.
Прибор позволяет определять погрешности поворота планшайбы непосредственно в угловых секундах на станке в процессе нарезания зубьев.
Предмет изобретения
Прибор для проверки точности единичного деления зубофрезерного станка с использованием индикатора, измерительный наконечник которого находится под воздействием боковой поверхности винтовой нарезки поворотного валика, отличаюи1,ийся тем, что, с целью осуществления контроля углового положения планшайбы станка в процессе нарезания зубьев, валик с винтовой нарезкой снабжен на одном конце диском, кинематически связанным с планшайбой станка и на другом конце - маховиком для установки стрелки индикатора в нулевое положение перед каждым поворотом планшайбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Борштанга к резьбонарезному станку | 1978 |
|
SU749586A1 |
| Прибор для безэталонной проверки кинематической точности зубчатых колес | 1958 |
|
SU120341A2 |
| Станок-автомат для сборки шарнирно пластинчатых цепей со ступенчатыми валиками | 1957 |
|
SU120120A1 |
| Делительный механизм | 1960 |
|
SU132927A1 |
| Прибор для контроля кинематической точности зуборезных станков | 1960 |
|
SU137273A1 |
| Приспособление к зубодолбежному станку для нарезания методом обкатки некруглых зубчатых колес | 1958 |
|
SU118256A1 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| Станок для фрезерования параллельных канавок | 1957 |
|
SU132925A1 |
Комитет по делам изобретений и открытий при Совете Министров СССР Редактор А. К. ЛейкииаГр. 164
Информационно-издательский отдел.Подп. к печ. 4.V-59 г.
Объем 0,34 п. л.Зак. 2884Тираж 785Цена 50 коп.
Типография Комитета по делам изобретений и открытий при Совете Министров СССР
Москва, Петровка, 14.
