(54) ПЛАНШАЙБА
| название | год | авторы | номер документа |
|---|---|---|---|
| НУТРОМЕР ИНДИКАТОРНЫЙ | 2018 |
|
RU2687078C1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РАСПОЛОЖЕНИЯ ПРОДОЛЬНОГО ПАЗА НА КРУГЛОМ ВАЛУ | 2014 |
|
RU2568412C1 |
| НУТРОМЕР САМОЦЕНТРИРУЮЩИЙСЯ | 2012 |
|
RU2509977C1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Зубофрезерный станок | 1979 |
|
SU961875A1 |
| Система автоматического управления размерной настройкой токарных станков с ЧПУ | 1981 |
|
SU1144775A1 |
| Способ контроля точности поворота делительного элемента | 1978 |
|
SU931381A1 |
| УСТРОЙСТВО ДЛЯ ШЕВИНГОВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2176178C2 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
1
Изобретение относится к области станкостроения и может быть использовано при закреплении крупногабаритных круглых деталей на токарных станках.
Известно устройство аналогичного назначения с ползунами и стопорными механизмами, несущими попарно расположенные губки, наружную и внутреннюю 1.
Недостатками известного устройства являются низкая точность центрирования заготовки и сложность настройки на другой диаметр.
Предложенное устройство обеспечивает высокую точность центрирования и быструю настройку на размер.
С этой целью на рабочей поверхности планшайбы по разные стороны от оси ее вращения в диаметральной плоскости закреплены две эталонные мерительные гребенки, причем зубья одной гребенки снабжены эталонными настроечными площадками, расположенными с внешней стороны по отношению к оси вращения планщайбы, а другой - с внутренней.
Кроме того, периферийная поверхность наружной губки выполнена по радиусу, а
поверхность внутренней губки, обращенная к центру планшайбы, выполнена плоской.
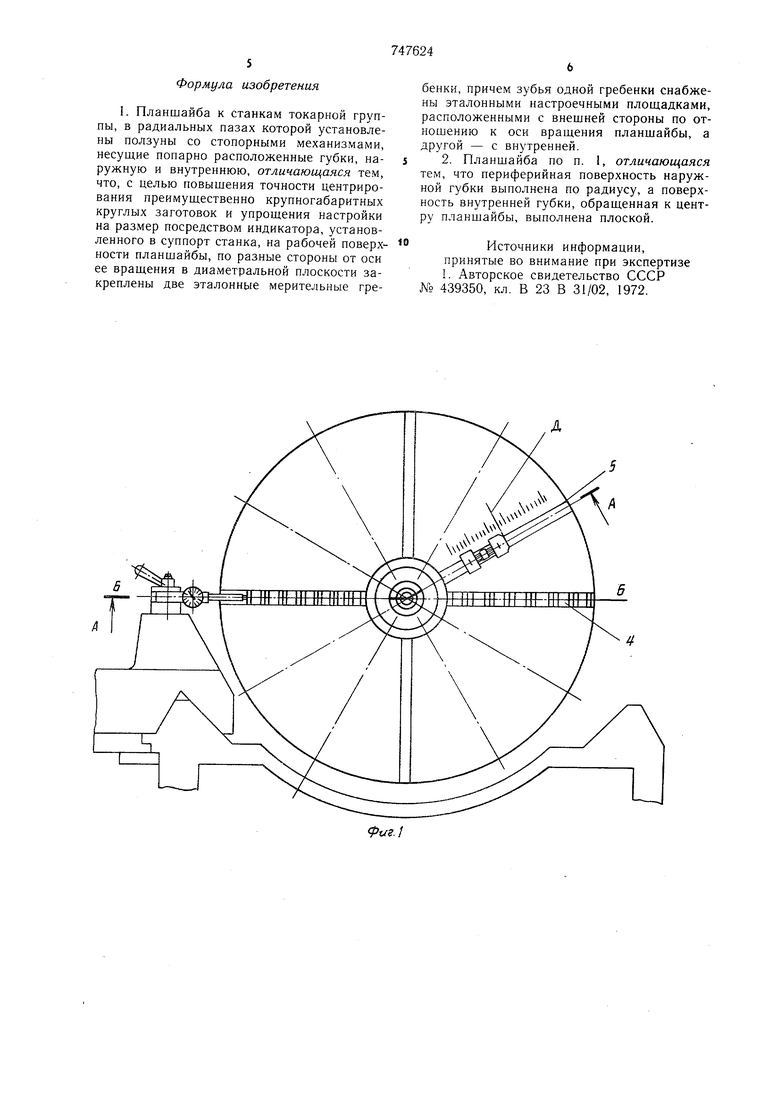
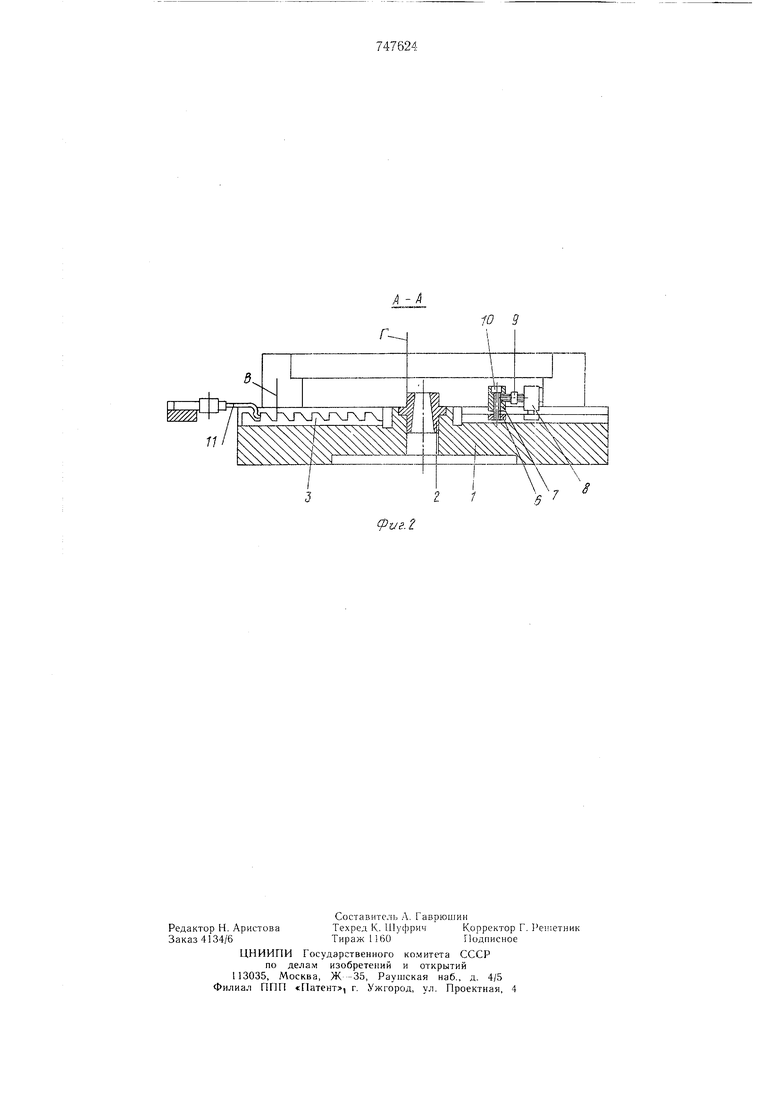
На фиг. 1 представлен вид на планщайбу с торца; на фиг. 2 - разрез А-А на фиг. 1.
5 На фиг. 1 изображена планшайба I с установленным на ней аксиально цилиндририческим пальце.м 2 и с расположенными по обе стороны от ее оси вращения в диаметральной плоскости гребенками 3 и 4, закрепленными на торцовой поверхности планшайбы 1, при этом зубья гребенки 3 выполнены с настроечными внешними по отношению к оси вращения площадками В, а зубья гребенки 4 - с внутренними настроечными эталонными площадками также по отношению к оси вращения планщайбы 1. В радиальных пазах 5 планщайбы 1 размещены ползуны б с губками 7 и 8, которые соединены попарно винтом 9, при этом каждая губка в свою очередь соединена с индивидуальным ползуном 6 посредством стопорного механизма в виде винта 10.
Планшайба для станков токарной группы работает следующим образом.
Индикатор 11 закрепляется в поперечный суппорт станка токарно-лобового так, чтобы его ножка с мерительным }1аконечником была расположена в горизонтальной диаметральной плоскости Б-Б, проходящей через ось вращения плаищайбы 1. Это достигается подводом индикатора 11 поперечным суппортом в плоскости Б-Б до контакта с поверхностью Г пальца 2, по которой проверяется установка индикатора по оси вращения планшайбы 1. После выверки индикатор 11 поперечной подачей вновь отводится в исходное положение.
Пусть требуется настроить плаищайбу I для центрации детали по внутренней цилиндрической поверхности (как показано на фиг. 2). В этом случае центрирующая губка 8 устанавливается ориентировочно на определенный Диаметр центрирования, например, 1200 мм, для чего ее перемещают fio пазу 5 до тех пор, пока поверхность Д не будет выставлена против риски с цифрой «1200. Условно на чертеже такие риски вдоль паза 5 показаны только один раз, в действительности же они нанесены вдоль каждого паза с губками для облегчения их установки ориентировочно (риски могут быть представлены в виде закрепленных вдоль пазов мерных линеек). В таком положении опориа губка 7 стопорится винтом 10 и ползуном 6. Таким образом, выставляются все губки 8. Зате.м планшайбу 1 поворачивают до совмещения эталонных гребенок 3 и 4 с плоскостью Б-Б, в которой установлен индикатор П, после чего последний поперечной к оси и продольной подачами суппорта вводится свои.м мерительны.м наконечником в контакт с поверхностью В зуба гребенки 3 требуемого раз.мера, т. е. в нащем при.мере - 1200. В этом положении индикатор устанавливают на «О и продольной подачей суппорта выводится из контакта с зубом гребенки 3 да уровень настройки центрирующих губок 8. Затем поворото.м вручную планшайбы 1 вводят губку 8 в соприкосновение с мерительной ножкой индикатора 11 и винто.м 9 перемещают ее до обеспечения нулевого показания индикатора П. В это.м положении центрирующая губка 8, также как и опорная 7, стопорится винтом iO. Аналогичным образом настраиваются остальные центрирующие губки 8. За один оборот планшайбы 1 все диаметрально противоположные губки 8 будут настроены на заданный диаметр центрирования, т. е. на 1200 мм, с заданной точностью. Теперь .можно ставить деталь, крепить ее прижимами (на фигурах не показаны) и обрабатывать.
В случае, когда нужно центрировать детали по наружной цилиндрической поверхности, индикатор 11 перезакрепляется в суппорте для настройки его по зубьям гребенки 4, имеющей внутренние по отногаению к оси вращения планшайбы настроечные эталонные площадки. Затем поперечной от оси плaнцJaйбы и продольной подачами суппорта индикатор l,i вводится в соприкосновение с поверхностью В зуба гребенки 4 требуемого диаметра. Центрирующими в этом случае будут губки 7, а опорными -- губки 8. Техника настройки планшайбы 1 в этом случае аналогична предыдущей.
Эталонные настроечные площадки каждой гребенки размещены с интервалом в
10мм, поэтому рассмотрим случай настройки планшайбы для центрирования детали по базовой поверхности со значением величины ее диаметра, находящимся в интервале между эталонными настроечными площадками В, например по внутренней поверхности 01034,3 мм. Ближайщий к этому значению размер настроечной площадки В - 0 1030 мм. Настраивают ножку индикатора
11по этой площадке зуба гребенки 3 и устанавливают показания индикатора на нуль. Подсчитывается значение коррекции при установке губок 8: величина б Щ где Дн - настраиваемый диаметр (ш), Дг - ближайший к настраиваемому диаметр настроечной плош.адки зуба , : бенки (в при.мере - 1030 мм).
Конкретно величина коррекции составляет 2,15 мм. Это значит, что при настройке губок 8 по индикатору 11, выставленнг;му на нуль по площадке зуба гребенки, определяющей размер 0 1030 мм, необхоли.;о губки 8 винтом 9 продвинуть в данном при.мере от оси планшайбы 1 на размер, отличный от нулевого значения индикатора 1 1 на величину 2,15 мм.
Если нужно сцентрировать деталь по наружной цилиндрической поверхности, то настраиваются центрирующие губки 7 с коррекцией положения губок 7 на величину, равную при тех же значениях 2,15 м.м. В данном случае губки 7 винтом 9 перемещаю/тся от оси планшайбы вдоль паза 5 на величину, отличную от нулевого значения индикатора, выставленного на нуль по ..,кс зуба гребенки, опре..а,еляющей размер 01030 мм, и равную 2.15 мм.
Установленные таким образом диаметрально противоположные губки определяют настраиваемый д,иаметр, равн.ый 1034,3 мм. для центрации деталей.
Таки.м образом, предложенное изобретение позволяет центрировать круговые детали с любым диапазоном диаметров, т. к. губки могут пере.мещаться по пазам планщайбы на любую величину (неограниченную) и с большой точностью установки, обеспечиваемой изготовлением настроечных эталонных площадок зубьев гребенок (в пределах 0,005 м.м) и установкой их по отношению к оси врапдения (в пределах 0,005 мм), с учетом погрешности точности показаний индикатора - 0,01 мм плюс погрешность станка (в пределах 0,005 мм). Формула изобретения 1. Планшайба к станкам токарной группы, в радиальных пазах которой установлены ползуны со стопорными механизмами, несущие попарно расположенные губки, наружную и внутреннюю, отличающаяся тем, что, с целью повышения точности центрирования преимуш,ественно крупногабаритных круглых заготовок и упрощения настройки на размер посредством индикатора, установленного в суппорт станка, на рабочей поверхности планшайбы, по разные стороны от оси ее вращения в диаметральной плоскости закреплены две эталонные мерительные гребанки, причем зубья одной гребенки снабжены эталонными настроечными площадками, расположенными с внешней стороны по отношению к оси вращения планшайбы, а другой - с внутренней. 2. Планшайба по п. 1, отличающаяся тем, что периферийная поверхность наружной губки выполнена по радиусу, а поверхность внутренней губки, обращенная к центру планшайбы, выполнена плоской. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 439350, кл. В 23 В 31/02, 1972.
