I
Изобретение относится к гальванотехнике, в частности к устройствам йяя гальванообработки мелких деталей.
Наиболее близким к предлагаемому является устройство для обработки мелких деталей в барабанах и колоког лах, содержащее раму, полый корпус, снабженный герметизирующей, отводящейся крышкой, внутри которого расположен многогранный перфорированный барабан, закрепленный на валу, систему подачи и слива электролита D.
Однако при загрузке и выгрузке корпус занимает разные положения (опрокидывается), и в положении загрузки отведенная крышка мешает подаче деталей в барабан. Это усложняет конструкцию устройства (д о пол ни тел ь- ный механизм опрокидывания),.увеличивает время погрузочно-разгрузочных операций.
Кроме того, известное устройство не может быть использовано, как подвеска на гальванических автооператорных или механизированных линиях.
Цель изобретения - является повышение производительности путем упрощения операции выгрузки деталей.
Поставленная цель достигается тем, что устройство содержащее раму, колокольные ванны, закрепленные на полой оси и привод вращения колокольных ванн, снабжено штуцером для подачи сжатого воздуха в полую ось, подпружиненным штоком, расположенным в полой оси, на конце которого закреплено днище колокош ной ванны, и вибратором.
Вибратор выполнен в виде быстроходного вала с кулачком, установленным с возможностью взаимодействия с полой осью колокольной вённы.
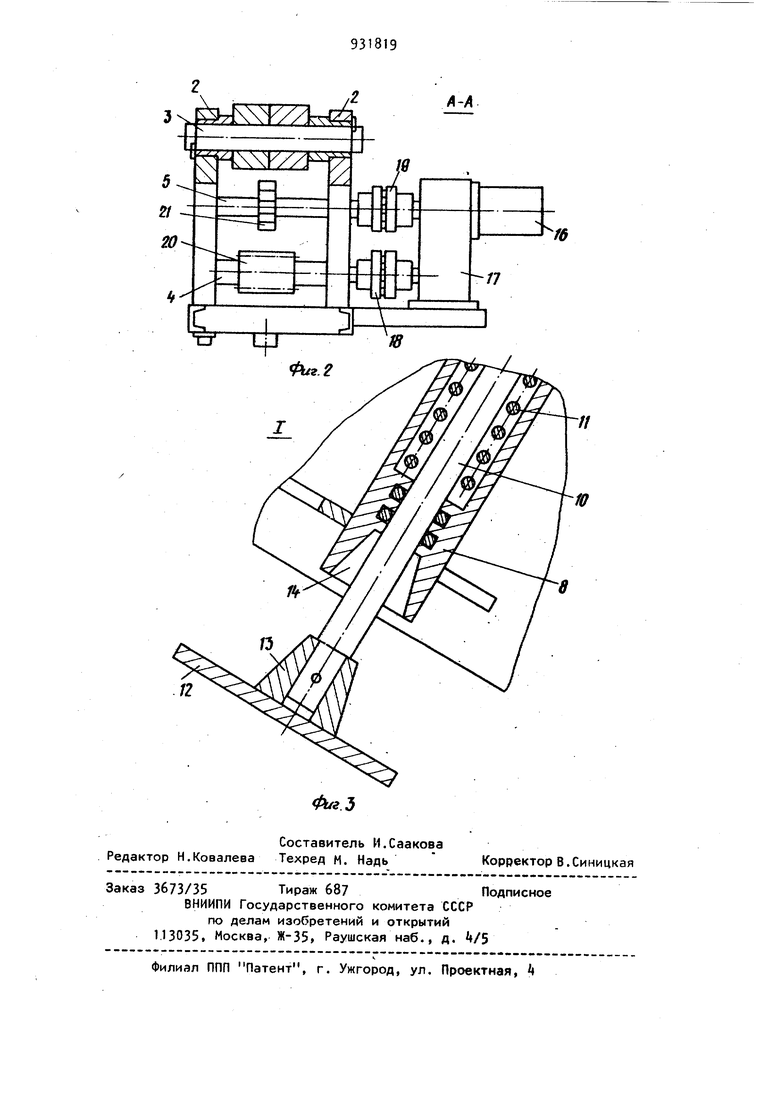
с целью герметизации полой оси колокольной ванны, днище колокольной ванны снабжено коническим выступом, а в сопрягаемом конце полой оси выполнено коническое гнездо. 3 9 На фиг. 1 дано предлагаемое устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3 - узел I на фиг. 1. На раме 1 (фиг.1)установлены стойки 2 с неподвижной осью 3 и приводными валами тихоходным k и быстроход ным 5. На оси 3 подвешены держатели 6 колокольной ванны, В держателях 6 на втулках 7 подвижно-посажены полые оси 8 с колокольными ваннами 9. В п лой оси 8 (фиг. 3) установлены подвижный в осевом направлении шток 10 с поршнем и пружина 11. На штоке 10 жестко посажено днище 12. Днище 12 имеет конический выс туп 13, а в нижней части полой оси 8 выполнено коническое гнездо Н. На полой оси 8 посажено на шпонке червячное колесо 15. Привод вращения (фиг. 2) состоит из электродвигателя 16, редуктора 17с двумя выходными валами: тихоходным и быстроходным, посаженными на них муфтами 18 и 19. На нижнем (тихоходном) валу посажен червяк 20, взаимодействующий с червячным колесом 15. На верхнем (быстроходном) валу 5 посажен кулачок 21, взаимодействующий с держателями 6 ко локольных ванн 9. Полая ось соединяется воздушной магистралью с входным штуцером 22. Магистраль от штуцера 22 к полой оси 8 просверливается в раме.1, стойках 2, оси 3 и держателях 6 (показано пунктиром). Для транспортировки рама 1 имеет захваты 23 и установочные опоры 24. Колоколы с наклонными осями вращения расположены на предлагаемом устройстве открытой стороной вверх дня удобства загрузки, В период работы загруженное устройство-подвеска установочными опорами 2 уложено на приемные гнезда ванн. Воздух в магистрали отсутствуе днище 12 поднято. При включенном электродвигателе 16 вращение на малых оборотах от редуктора 17 передается через муфту 18 валу k с червяко 20, а от быстроходного вала редуктор через муфту 19 вращается вал 5 с кулачком 21 вибрационного привода коло колов. От червяка 20, взаимодействую щего с червячным колесом 15, вращает ся полая ось 8 с колокольной ванной 9 и связанных с ним штоком 10, пружиной 11 и днищем 12. В период вращения колоколы вибрируют, так как вращающийся с быстроходным валом кулачок 21 поочередно отжимает или приближает колоколы, взаимодействуя с держателями 6, Ход кулачка 21 обеспечивает допустимое расцепление червячной пары. Замыкание держателей 6,на кулачке 21 обеспечивается весом колокола и других деталей, подвешенных на держатель 6, После окончания технологического цикла обработки деталей в ваннах, автооператор, зацепив захваты 23t переносит устройство на позицию выгрузки. Устройство укладывается на приемные гнезда загрузочной стойки, таким образом, чтобы штуцер 22 был установлен и прижат к источнику подачи сжатого воздуха. При включении сжатого воздуха, последний, попадая в рабочее пространство похюй оси 8,отжимает шток 10 в нижнее положение, конический выступ 13 выводится из ко.нического гнезда 1, днище 12 опускается в нижнее положение. При опускании днища и включении привода (вращение и вибрация) детали высыпаются в приемную емкость, С окончанием выгрузки подача воздуха в полость штока 10 прекращается, .на-, |порная магистраль соединяется с атмосферой . Пружина 1I, отжимая шток 10 в верхнее положение, поднимает днище 12 к колокольной ванне 9. Конический выступ 13 запирает гнездо И полой оси 8. Колоколы загружаются новой партией деталей. Устройство) с деталями переносится в технологические емкости для обработки. Цикл повторяется. Предлагаемое устройство обеспечивает расположение открытой стороной вверх. При выгрузке опущенное днище и вибрация способствуют скольжению деталей по наклонным корпусу колокола и днищу - высыпанию их в приемные лотки. В период работы вибрация колоколов способствует расцеплению и подвижности деталей практически любой конфигурации, улучшая тем самым качество покрытия и ускоряя процесс осаждения. Устройство может быть применено на гальванических линиях с программным управлением, автооператорных и еханизированных. Конструкция предлагаемого устройтва уменьшает трудоемкость и ускоряет процесс выгрузки деталей на загрузочных позициях гальванических линий, улучшает качество наносимого слоя и ускоряет (интенсифицирует)про цесс нанесения гальванопокрытий, исключает применение специальных устройств - подвесок, для обработки нес тандартных видов деталейгштекеров, лепестков, специальных шайб, например по ГОСТ 10«6 -63, и др. д. Экономический эффект от применения предлагаемого устройства 5790 ру в год. Формула изобретения t. Устройство для гальванообработ ки мелких деталей, содержащее раму, колокольные ванны, закрепленные на полой оси, и привод вращения колокол ных ванн, отличающееся тем, что, с целью повышения производительности путем упрощения операции выгрузки деталей,, йно снабжено штуцером для подачи сжатого воздуха в полую ось, подпружиненным штоком расположенным в полой оси, на конце которого закреплено днище колокопь,ной ванны, и вибратором. 2.Устройство по п. 1, отличающееся тем, что вибратор выполнен в виде быстроходного вала с кулачком, установленным с возможностью взаимодействия с полой осью колокольной ванны. 3.Устройство по пп. 1 и 2,,0 т личающееся тем, что, с целью герметизации полой оси колокольной ванны, днище колокольной ванны снабжено коническим выступом, а в сопрягаемом конце полой оси выполнено, коническое гнездо. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР tf i 3872l, кл. С 25 D 17/18, 1970.


| название | год | авторы | номер документа |
|---|---|---|---|
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Колокольная ванна | 1971 |
|
SU441985A1 |
| Колокольная ванна для нанесения гальванических покрытий на детали. | 2023 |
|
RU2815692C1 |
| КОЛОКОЛЬНАЯ ВАННА12 | 1973 |
|
SU407980A1 |
| Поворотный стол | 1980 |
|
SU870054A1 |
| Колокольная установка для нанесения гальванических покрытий | 1983 |
|
SU1174497A1 |
| Колокольная ванна | 1978 |
|
SU775191A1 |
| Лебедка | 1986 |
|
SU1370058A1 |
| Автооператорная линия для гальванохимической обработки мелких деталей в барабанах | 1983 |
|
SU1105518A1 |
| Двухвалковая дробилка | 1989 |
|
SU1719057A1 |