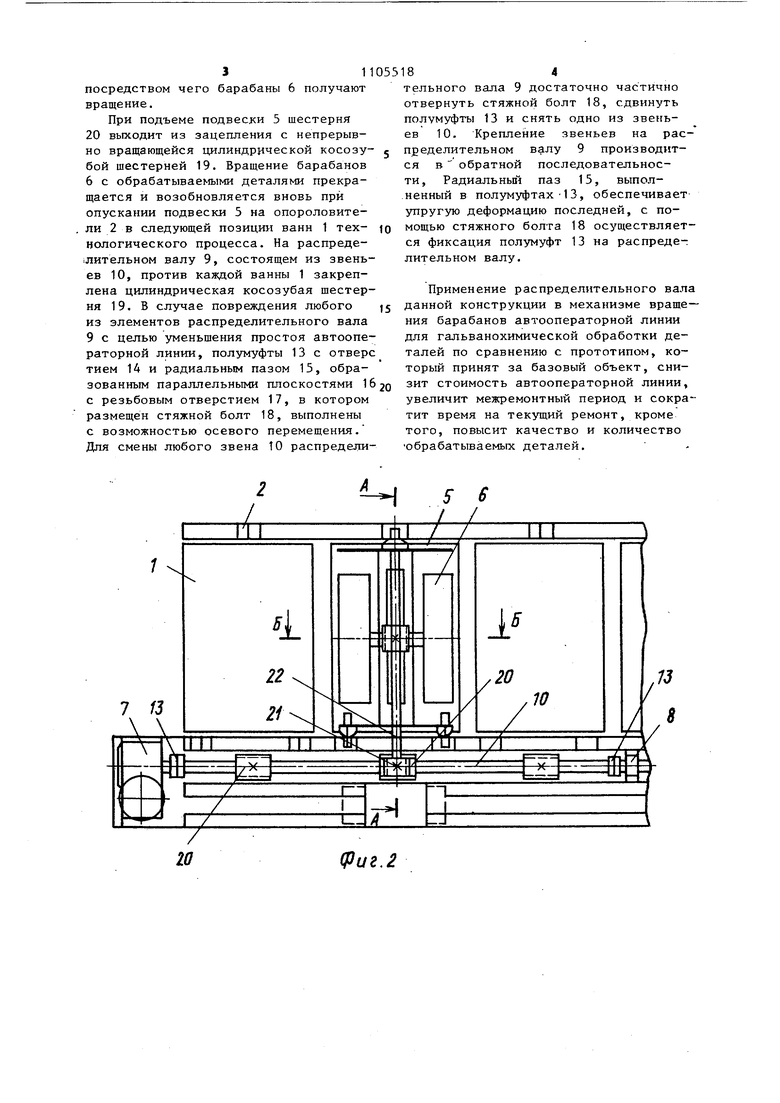
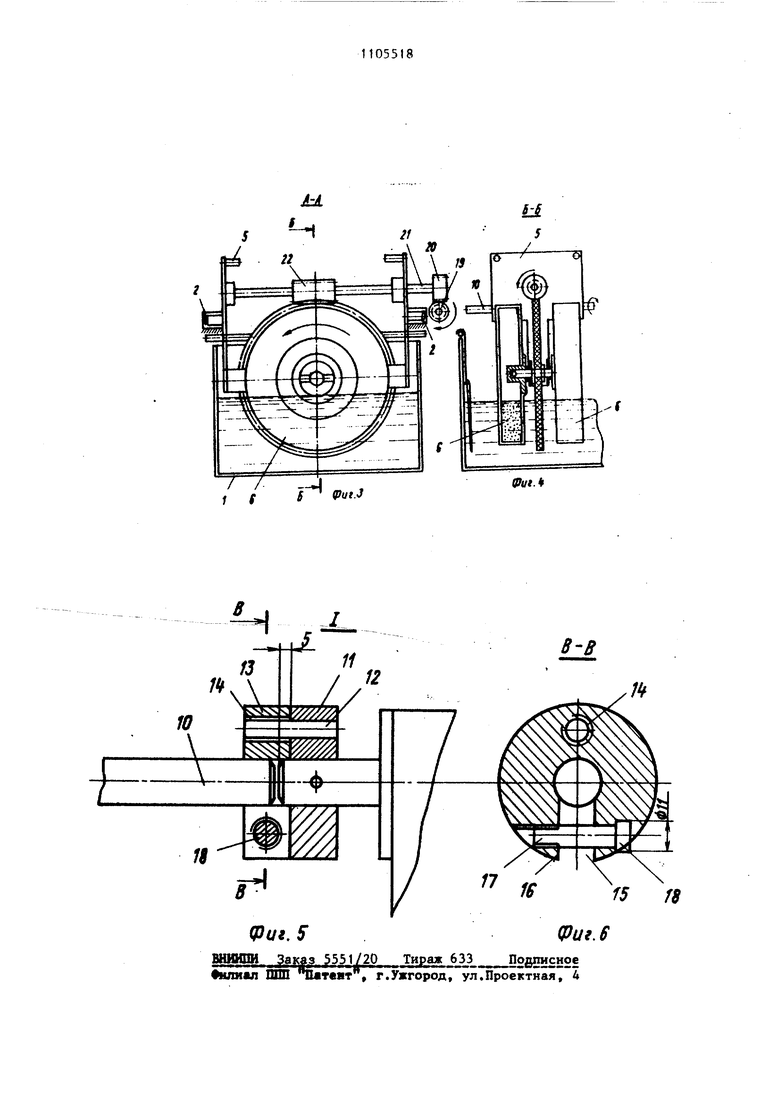
Изобретение относится к нанесению покрытий гальванохимнческим способом в частности к устройствам для гальванохимической обработки мелких дета лей на подвесках в барабанах. Известно устройство для гальванообработки мелких деталей, содержащее колокольные ванны и привод их вращения, состоящий из электродвигателя, редуктора с двумя выходными валами и насаженными на них муфтами, при этом на одном валу насажен червяк, взаимодействующий с червячным колесом С 1 3Однако данный привод барабанов не надежен в работе, так как использование червячной передачи технически более сложно. Паи олее близкой к предлагаемой является автоматическая линия для гальванохимической обработки деталей на подвесках в барабанах, содержащая ряд ванн, установленныхпо ходу технологического процесса, привод с шес терней и механизмом вращения барабанов и автооператор с проходной траверсой. Механизм вращения выполнен в виде зубчатой пары и шарнирно соединенной с кею системы валов со звездочками 2 . Однако механизм вращения барабанов, в которых помещены обрабатываемые детали, выполненный в виде цепной передачи валов, шарнира Гука и подшипников, сложен конструктивно и не надежен в работе, так как его эле менты: цепь, валы, шарнир Гука и под шипники используются как токоподводящие, при этом они смазываются консистентными смазками, что не дает возможности при работе привода обеспечить постоянство омического сопротивления токоподвода. Цель изобретения - повышение надежности работы автооператорной линии, упрощение ее конструкции. Поставленная цель достигается тем что в автооператорной линии для галь ванохимической обработки мелких дета лей в барабанах, содержащей ряд ванн установленных по ходу технологическо го процесса, привод с шестерней и механизмом вращения барабанов и авто оператор с проходной траверсой , механизм вращения барабанов выполнен в виде распределительного вала, соетоящего из звеньев, каждое из которы снабжено полумуфтами, закрепленными на концах звеньев и цилиндрическими косоэубыми шестернями, установленными в средней части каждого звена с возможностью зацепления с шестерней механизма йривода. На фиг, 1 изображена автооператорная линия для гальванохимической обработки деталей на подвесках в барабанах; на фиг. 2 - то же, вид сверху; на фиг, 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг, 5 - узел 1 на фиг. 1; на фиг. 6 - сечение В-В на фиг.- 5. Автооператорная линия для гальванохимической обработки деталей на подвесках в барабанах, содержащая ряд ванн 1, установленных по ходу технологического процесса, с опороловителями 2, автооператор 3 с проходной траверсой 4 для транспортировки по заданной программе подвесок 5 с барабанами 6, механизм вращения 7 барабанов, включающий опоры подшипников качения 8, распределительный вал 9, состоящий из звеньев 10, полумуфт 11 с пальцем 12, полумуфт 13 с отверстием под палец 14 и радиальным пазом 15 с параллельными плоскостями 16, перпендикулярно которым выполнено резьбовое отверстие 17 для стяжного болта 18, цилиндрическую косозубуто шестерню 19, находящуюся в зацеплении с шестерней 20, закрепленной на консольном валу 21 механизма привода 22, Автооператорная линия работает следую1цим образом. Б процессе работы автооператор 3, перемещаясь по нап : авляющим, опускает поочередно подвеску 5 в технологические ванны 1. При этом подвески 5 с барабанами 6 и механизмом привода 22 базируются на опороловителях 2, а шестерня 20, закрепленная на консольном валу 21 механизма привода 22, входит в зацепление с цилиндрической косозубой шестерней 19. вращение которой осуществляется от механизму вращения 7 барабанов 6, через полумуфты 11 с пальцем 12, полумуфты 13 с отверстием 14 под палец и радиальным пазом 15, образованным параллельными плоскостями 16 с резьбовым отверстием 17 со стяжным болтом 18, звеньев 10 и распределительного вала 9, закрепленного в опорах подшипников качения 8, посредством чего барабаны 6 получают вращение. При подъеме подвески 5 шестерня 20 выходит из зацепления с непрерывно вращающейся цилиндрической косозубой шестерней 19. Вращение барабанов 6 с обрабатываемыми деталями прекращается и возобновляется вновь при опускании подвески 5 на опороловители 2 в следующей позиции ванн 1 технологического процесса. На распреде1лительном валу 9, состоящем из звеньев 10, против каждой ванны 1 закреплена цилиндрическая косозубая шестерня 19. В случае повреждения любого из элементов распределительного вала 9 с целью уменьшения простоя автооператорной линии, полумуфты 13 с отверс тием 14 и радиальным пазом 15, образованным параллельными плоскостями с резьбовым отверстием 17, в котором размещен стяжной болт 18, выполнены с возможностью осевого перемещения. Для смены любого звена 10 распределительного вала 9 достаточно частично отвернуть стяжной болт 18, сдвинуть полумуфты 13 и снять одно из звеньев 10. Крепление звеньев на распределительном валу 9 производится в обратной последовательности, Радиальньп паз 15, выполненный в полумуфтах 13, обеспечивает упругую деформацию последней, с помощью стяжного болта 18 осуществляется фиксация полумуфт 13 на распределительном валу. Применение распределительного вала данной конструкции в механизме вращения барабанов автооператорной линии для гальванохимической обработки деталей по сравнению с прототипом, который принят за базовый объект, снизит стоимость автооператорной линии, увеличит межремонтный период и сократит время на текущий ремонт, кроме того, повысит качество и количество обрабатываемых деталей.
/ /S (Put.J
(Pi/г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Автооператорная гальваническаялиНия | 1979 |
|
SU831881A1 |
| Автооператорная гальваническая линия | 1988 |
|
SU1516515A1 |
| Автооператорная линия для жидкостной обработки изделий | 1983 |
|
SU1073343A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| Автооператорная гальваническая линия | 1984 |
|
SU1206350A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Автооператорная линия для обработки изделий в жидкой среде | 1986 |
|
SU1371956A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1983 |
|
SU1117341A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
АВТООПЕРАТОРНАЯ ЛИНИЯ ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ В БАРАБАНАХ, содержащая ряд ванн, установленных по ходу технологического процесса, привод с шестерней и механизмом вращения барабанов и автооператор с проходной траверсой, отличающаяся тем, что, с целью повьппения надежности работы линии и упрощения ее конструкции, механизм вращения барабанов выполнен в виде распределительного вала, состоящего из звеньев, каждое из которых сна1бжено полумуфтами, закрепленными на концах звеньев к цилиндрическими косозубами шестернями, установленными в средней части каждого звена с возможностью зацепления с шестерней механизма привода. g СЛ сд 00 (Риг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматическая линия для гальванохимической обработки деталей на подвесках в барабанах | 1976 |
|
SU590376A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
