(54) ПАТРОН ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ
1
Изобретение относится к металлообработке, в частности к патронам для закрепления сверл при обработке глубоких отверстий в деташях из высоковязких материалов, например нержавеющих, жаропрочных и титановых сплавов.
Известен патрон для вибрационной обработки отверстий, содержащий стержень с коническим хвостовиком, установленный с возможностью вращения в корпусе, снабженном магнитом с полюсными наконечниками, и держатель инструмента, жестко связанный со стержнем в плоскости его вращения, упруго ограниченный в oceвo направлении и установленный с возможностью взаимодействия выполнен14ыми на нем выступами с полюсными наконечникг1ми упоь янутого магнита, причем на полюсных наконечниках магнита и выступах держателя инструмента выполнена резьба, а держатель установлен относительно полюсных наконечников магнита таким образом, что между вершинами резьб имеется зазор 1.
Известный патрон имеет существенный недостаток - амплитуда вибраций постоянна при любых режимах обОТВЕРСТИЙ
работки и не зависит от обрабатывав МОго материала. Фиксированная амплитуда вибраций не позволяет реализовать- наиболее оптимальный режим обработки различных материалов, что снижает эффективность обработки глубоких отверстий и ухудшает чистоту их поверхности.
Целью изобретения является повышение эффективности сверления глубоких отверстий и чистоты их поверхности путем регулирования амплитуды колебаний в зависимости от режимов резания и обрабатываемого материала.
Цель достигается тем, что в качестве магнита использован электромагнит постоянного тока, в цепи питания обмоток подмагничивания которого установлен микропереключатель с двуплечим рычагом, при этом на одном плече рычага установлен регулируемый упор, предназначенный для взаимодействия с держателем инструмента, а другое плечо рычага предназначено для взаимодействия с кнопкой микропереключателя.
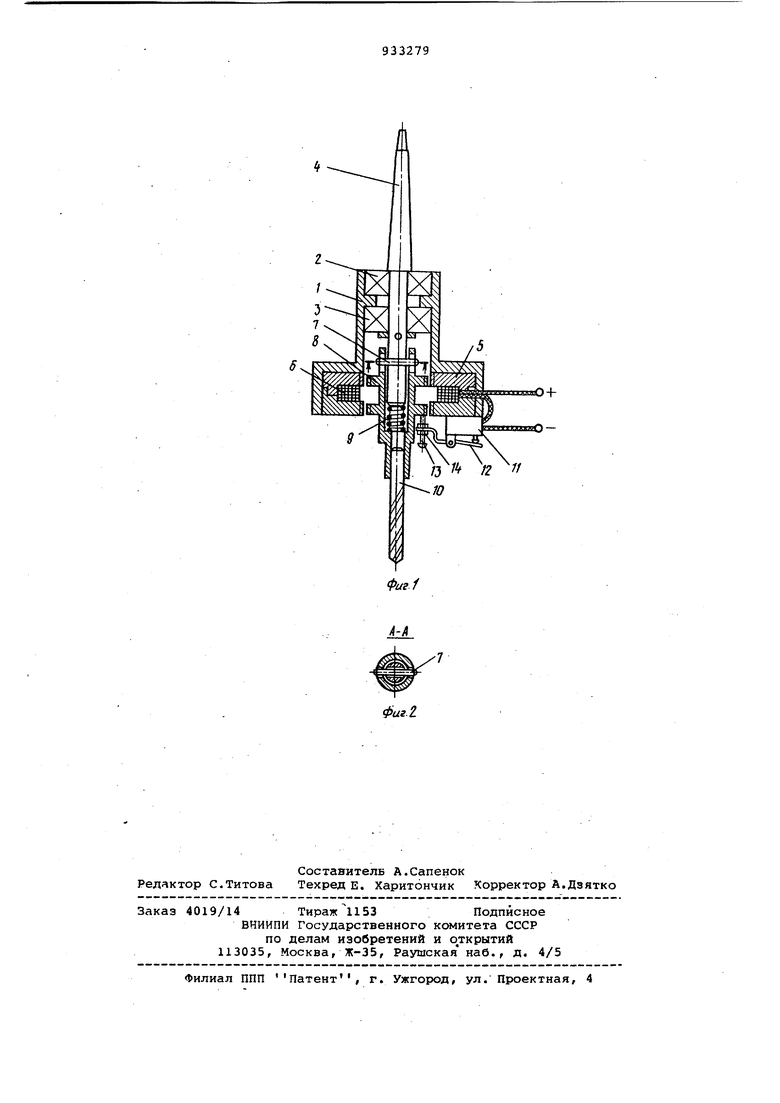
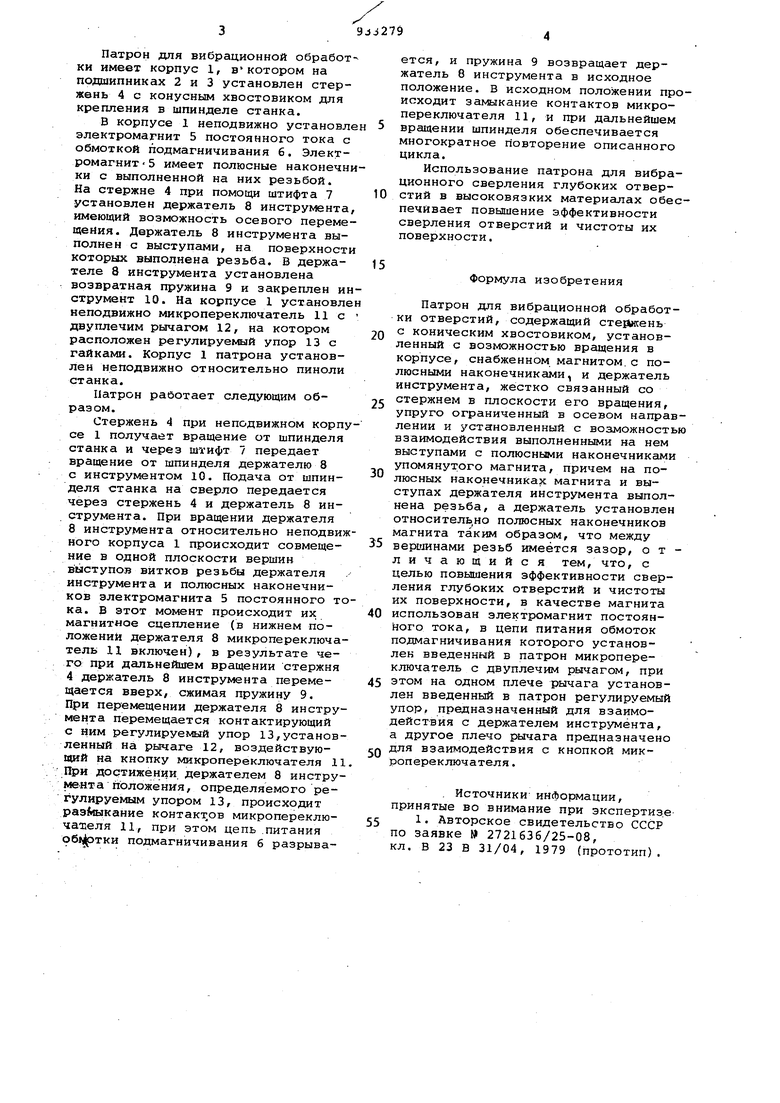
На фиг.1 изображен патрон, продол ный разрез; на фиг,2 - разрез А-А на фиг.1.
Патрон для вибрационной обработ ки имеет корпус 1, вкотором на подшипниках 2 и 3 установлен стержень 4 с конусным хвостовиком для крепления в шпинделе станка.
В корпусе 1 неподвижно установле электромагнит 5 постоянного тока с обмоткой подмагничивания 6. Электромагнит 5 имеет полюсные наконечники с выполненной на них резьбой. На стержне 4 при помощи штифта 7 установлен держатель 8 инструмента, имеющий возможность осевого перемещения. Держатель 8 инструмента выполнен с выступами, на поверхности которых выполнена резьба. В держателе 8 инструмента установлена возвратная пружина 9 и закреплен инструмент 10. На корпусе 1 установле неподвижно микропереключатель Недвуплечим рычагом 12, на котором расположен регулируемый упор 13 с гайками. Корпус 1 патрона установлен неподвижно относительно пиноли станка.
Патрон работает следующим образом.
Стержень 4 при неподвижном корпусе 1 получает вращение от шпинделя станка и через штифт 7 передает вращение от шпинделя держателю 8 с инструментом 10. Подача от шпинделя станка на сверло передается через стержень 4 и держатель 8 инструмента. При вращении держателя 8 инструмента относительно неподвижного корпуса 1 происходит совмещение в одной плоскости вершин выступов витков резьбы держателя инструмента и полюсных наконечников электромагнита 5 постоянного тока. В этот момент происходит их магнитное сцепление (в нижнем положений держателя 8 микропереключатель 11 включен), в результате чего при дальнейшем вращении стержня 4 держатель 8 инструмента перемещается вверх, сжимая пружину 9. При перемещении держателя 8 инструмента перемещается контактирующий с ним регулируемый упор 13,установленный на рычаге 12, воздействующий на кнопку микропереключателя 11 При достижении держателем 8 инструмента положения, определяемого регулируемым упором 13, происходит раз лкание контакт;оБ микропереключателя 11, при этом цепь .питания (ртки подмагничивания б разрывается, и пружина 9 возвращает держатель 8 инструмента в исходное положение. В исходном положении происходит замыкание контактов микропереключателя 11, и при дальнейшем
вращении шпинделя обеспечивается многократное повторение описанного цикла.
Использование патрона для вибрационного сверления глубоких отверстий в высоковязких материалах обеспечивает повышение эффективности сверления отверстий и чистоты их поверхности.
Формула изобретения
Патрон для вибрационной обработки отверстий, содержащий стеЦнсень
Q с коническим хвостовиком, установленный с возможностью вращения в корпусе, снабженном магнитом.с полюсными наконечниками, и держатель инструмента, жестко связанный со
5 стержнем в плоскости его вращения, упруго ограниченный в осевом направлении и установленный с возможностью взаимодействия выполненными на нем выступами с полюсными наконечниками упомянутого магнита, причем на полюсных наконечниках магнита и выступах держателя инструмента выполнена резьба, а держатель установлен относитель,но полюсных наконечников магнита таким образом, что между
5 вершинами резьб имеется зазор, отличающийся тем, что, с целью повышения эффективности сверления глубоких отверстий и чистоты их поверхности, в качестве магнита
0 использован электрюмагнит постоянного тока, в цепи питания обмоток подмагничивания которого установлен введенный в патрон микропереключатель с двуплечим рычагом, при
5 этом на одном плече рычага установлен введенный в патрон регулируемый упор, предназначенный для взаимодействия с держателем инструмента, а другое плечо рычага предназначено
л для взаимодействия с кнопкой микропереключателя.
. Источники информации, принятые во внимание при экспертиз.е 5 Авторское свидетельство СССР по заявке W 2721636/25-08, кл. В 23 В 31/04, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Патрон для вибрационной обработкиОТВЕРСТий | 1979 |
|
SU806276A1 |
| Патрон для вибрационной обработкиОТВЕРСТий | 1979 |
|
SU844139A1 |
| Шариковый вибратор | 1980 |
|
SU880638A2 |
| Блокирующее устройство электропривода | 2017 |
|
RU2657350C1 |
| Патрон для закрепления инструмента | 1981 |
|
SU982853A1 |
| Сверлильный станок | 1982 |
|
SU1105283A1 |
| Вибрационное устройство для обработки осевым инструментом | 1982 |
|
SU1036466A1 |
| Устройство для смены уточных паковок на ткацком станке | 1990 |
|
SU1808028A3 |
| Резьбонарезной автомат | 1972 |
|
SU593649A3 |
| Штамп последовательного действия | 1988 |
|
SU1588466A2 |