1
Изобретение относится к области обработки деталей, оснащенных резьбами.
Известные резьбонарезные станки не обеспечивают нарезку двух или более резьб на одной детали без перестановки, а также сложны и громоздки по конструкции.
Для расширения технологических возможностей, обеспечения простоты и компактности конструкции в предлагаемом автомате резьбонарезной инструмент помещен в гнезде диска с возможностью продольного и поперечного относительно оси изделия движений, для чего в гнезде находится вал, который соответствующими кулачками и кинематически связан со шпинделем изделия, причем кулачок, управляющий поперечной подачей револьверного суппорта, расположен в подщипниках на станине станка параллельно оси поворота диска и соединен с коробкой подач карданным валом, а кинематическая связь вала со шпинделем изделия осуществлена валом, который проходит сквозь диск револьверного суппорта и связан с карданным валом муфтой, оснащенной средствами, сблокированными с механизмом индексации диска.
Механизм индексации диска приводится от отдельного электродвигателя по сигналу от конечных выключателей на валу, управляющем поперечной подачей револьверного суппорта.
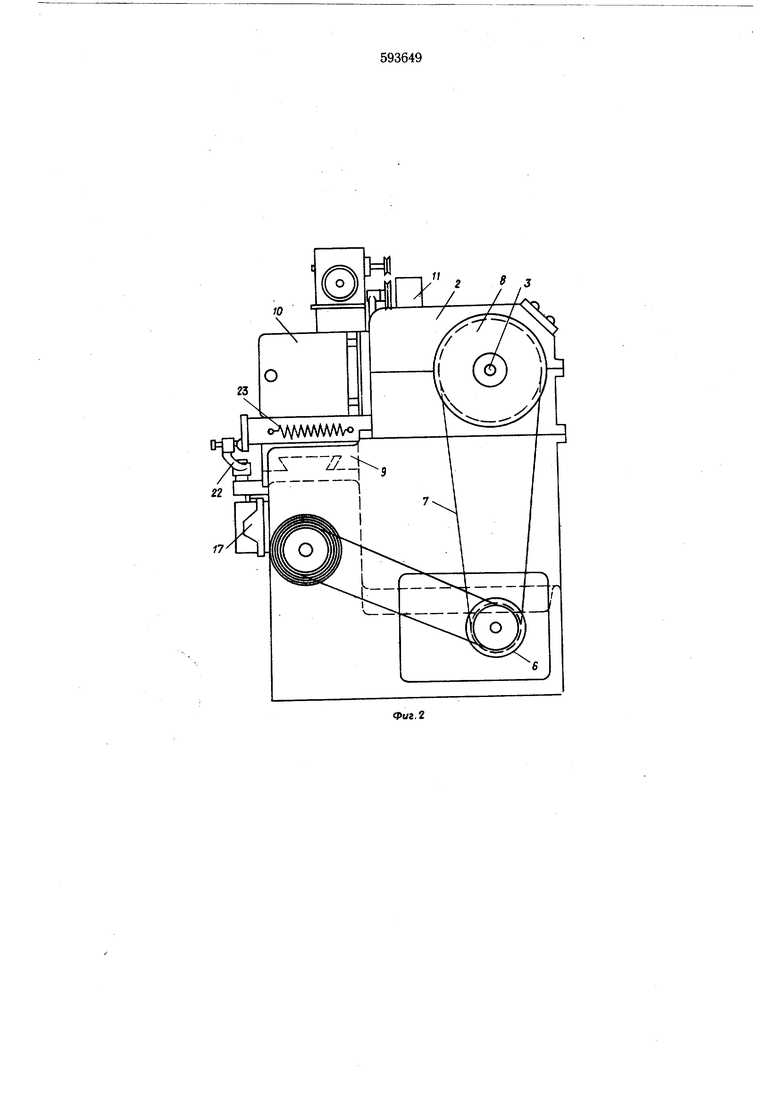
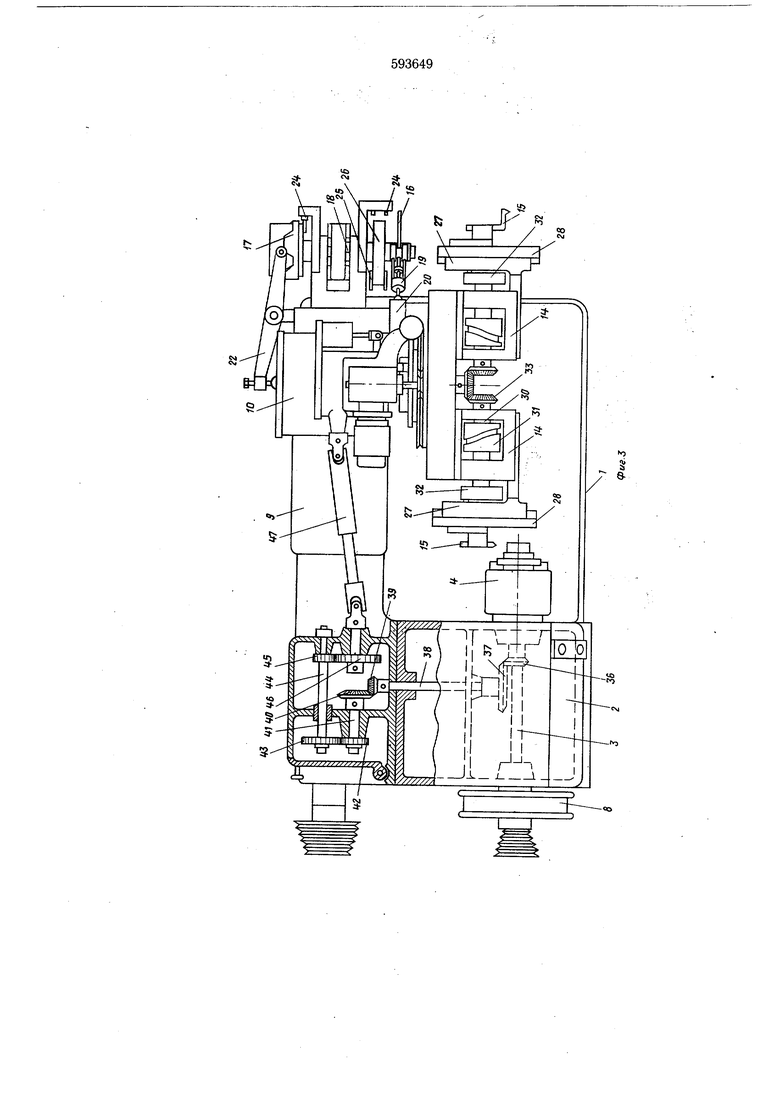
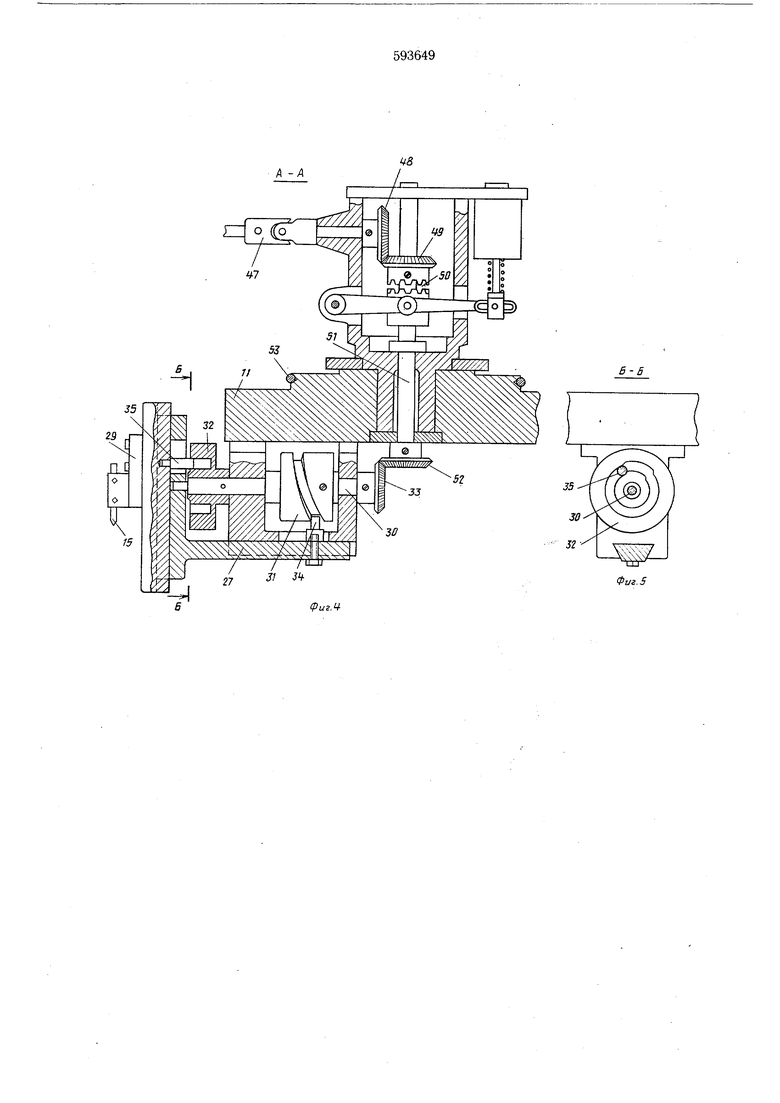
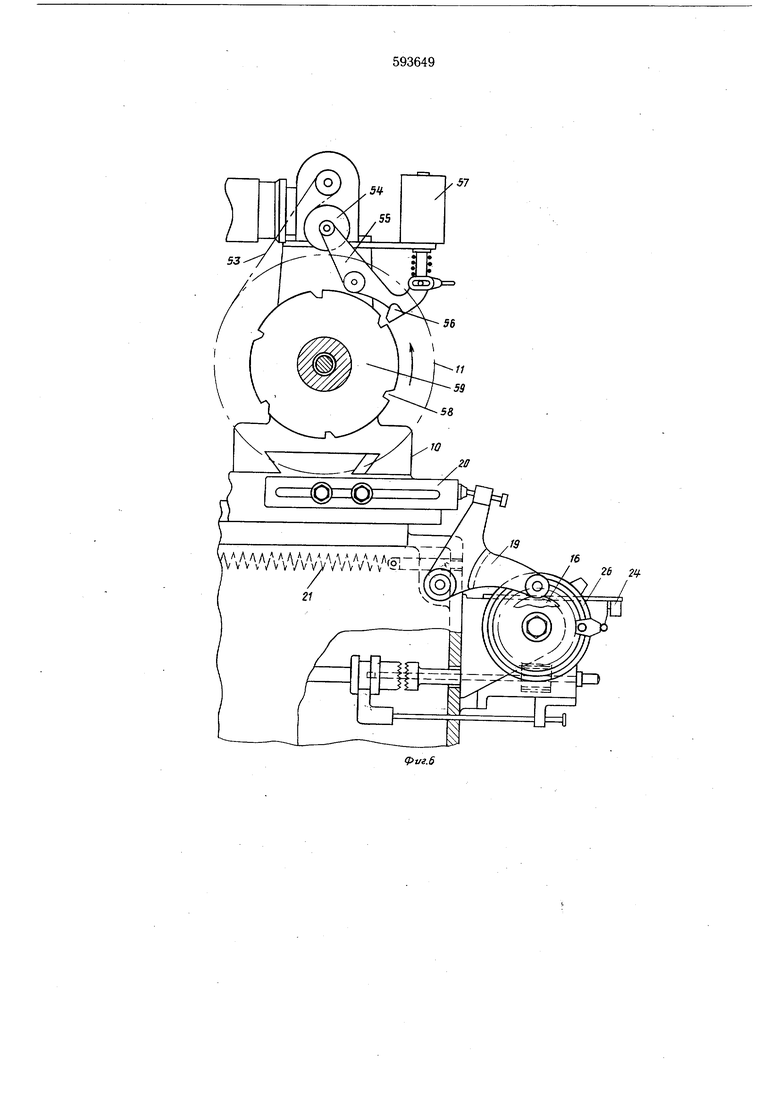
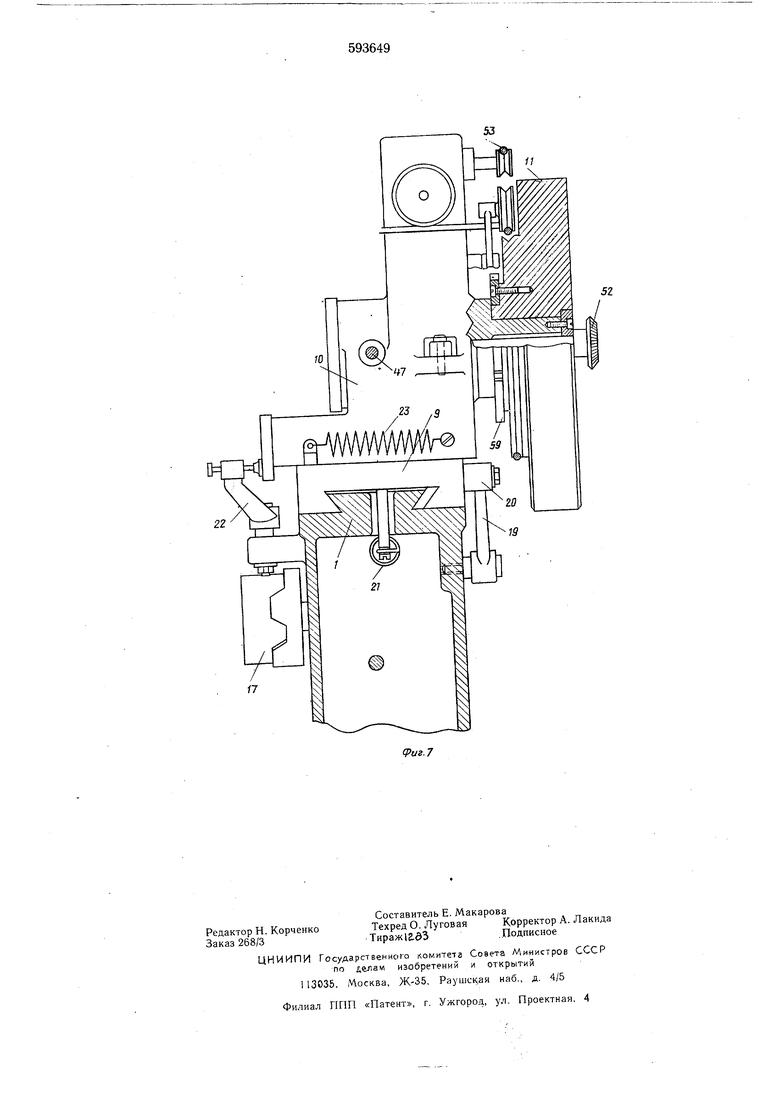
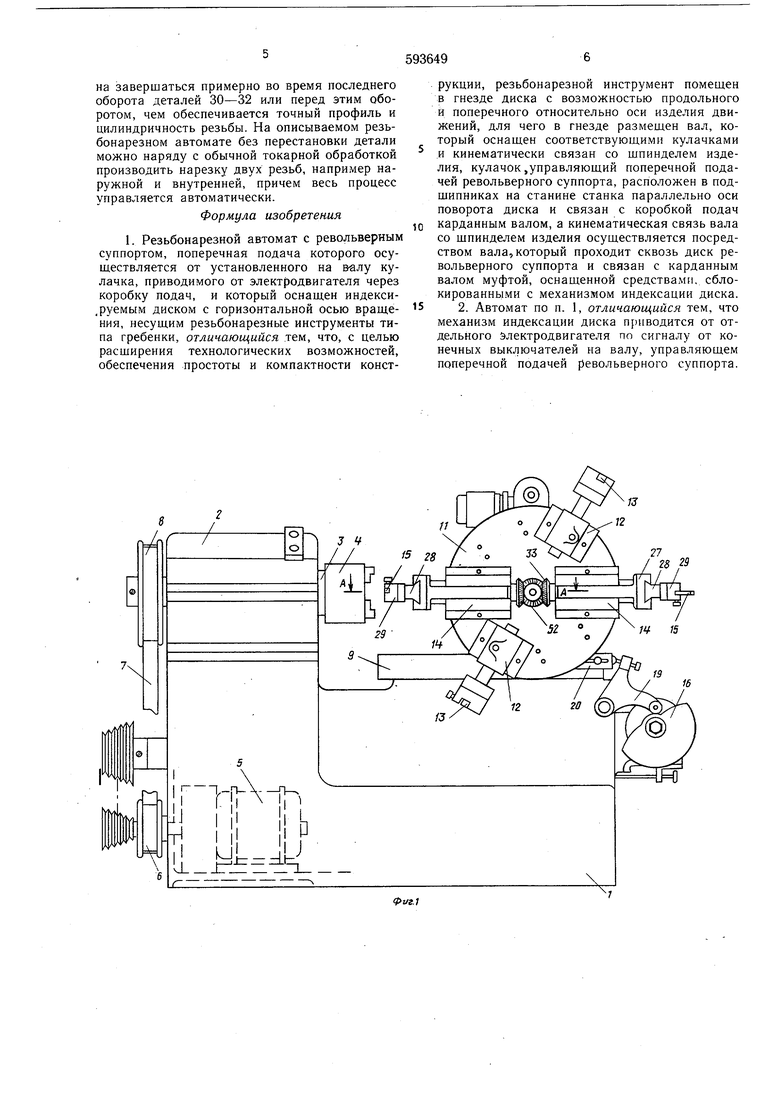
На фиг. 1 показан описываемый резьбонарезной автомат, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, вид в плане; на фиг. 4 - разрез по А-А на фиг. 1; на фиг. 5 - разрез по Б-Б на фиг. 4; на фиг. 6 - управляющий вал и устройство для индексации револьверного диска; на фиг. 7 - то же, вид сбоку и частичный разрез.
На станине 1 помещена передняя бабка 2 со щпинделем изделия 3, несущим зажимной патрон 4. Шпиндель приводится от электродвигателя 5 через ременную передачу 6-8. На станине 1 расположен также продольный суппорт 9, перемещающийся параллельно оси вращения шпинделя изделия 3. На продольном суппорте 9 установлен поперечный суппорт 10, перемещающийся под прямым углом к указанной оси вращения. Верхняя часть поперечного суппорта выполнена в виде стойки, на выступающей части которой находится диск 11, несущий резьбонарезной инструмент. Инструментальный диск 11 индексируется на угол 60°.
На передней стороне инструментального диска 11 рядом с держателем инструмента 12, в котором закреплен токарный резец 13, также крепятся две резьбонарезные гребенки 14 с инструментами 15. Поворотом инструментального диска 11 отдельные инструменты могут перемещаться в зону обработки.
Для управления движениями суппортов 9 и 10 вместе с инструментальным диском II служат кулачки 16 и 17, закрепленные на управляющем валу 18. Профиль кулачка 16 ощупывается пальцем 19 копира, помещенным на станине 1 и воздействующим на направляющую 20 продольного суппорта 9.
Напряженная пружина 21 может всегда смещать вправо продольный суппорт. Профиль кулачкового барабана 17 ощупывается копирным пальцем 22, также помещенным на станине 1 и воздействующим на заднюю сторону поперечного суппорта 10, а пружина 23 может смещать указанный суппорт назад.
Управляющий вал 18 вращается в подщипниках, смонтированных на станине; здесь же помещены микропереключатели 24, предназначенные для осуществления вспомогательных функций. Микропереключатели привадятся в действие кулачками 25, причем кулачки регулируются на барабане 26, закрепленном на управляющем валу 18. Привод управляющего вала 18 осуществляется от электродвигателя 5 через ременную передачу.
Каждая гребенка содержит корпус, закрепленный винтами на инструментальном диске 11, на передней стороне которого имеется радиальный направляющий паз; в пазу помещено плечо L-образного подвижного элемента 27, второе плечо которого снабжено направляющей параллельной инструментальному диску 11. В этой направляющей перемещается суппорт 28, на котором крепится держатель 29 для резь- бонарезного инструмента. В корпусе гребенки 14 расположен вспомогательный вал 30, на котором прочно установлены кулачковый барабан 31 с криволинейным пазом, кулачковый диск 32 с пазом и коническая щестерня 33. Барабан 31 управляет продольной подачей инструмента 15 и в развертке имеет пилообразную форму; в него входит палец 34, неподвижно закрепленный на плече L-образного элемента 27. Кулачковый диск 32 управляет подъемом инструмента 15 и состоит из двух концентричных участков и двух соединительных участков; паз постоянно взаимодействует с падьцем 35, прочно закрепленным на суппорте 28.
Вал 30 гребенки 14 должен вращаться с постоянной скоростью во время каждого периода работы гребенки; причем указанная скорость вращения находится в определенном заданном соотношении со скоростью вращения щпинделя изделия 3, для чего предусмотрена соответствующая кинематическая связь 36-38. Шпиндель изделия 3 приводится через конические щестерни 39 и 40, входной вал 41 коробки подэч со сменными зубчатыми колесами 42 и 43, а через вал 44 и пару зубчатых колес 45 и 46 приводится телескопический карданный вал 47. Внутри стойки, относящейся к поперечному суппорту 10, привод на коническую зубчатую шестерню 33, сидящую на вспомогательном валу 30, передается через пару конических колес 48 и 49, выключаемую кулачковую муфту 50, вал 51, проходящий сквозь инструментальный диск 11 и через сидящее на переднем конце этого вала
зубчатое колесо 52. Кулачковая муфта 50 включается только тогда, когда одна из резьбонарезных гребенок 14 находится на рабочей позиции. Этим включением управляет электромагнит.
5 Для индексации инструментального диска 11 служит устройство, состоящее из блока с электродвигателем, смонтированного на корпусе, относящемся к поперечному суппорту 10. Блок содержит ременную передачу 53, ремень которой перекинут через канавку в инструментальном диске 11 и через направляющий ролик 54, находящийся на одном конце балансира 55, размещенного на корпусе суппорта 10, а второе плечо балансира снабжено блокирующим выступом 56 и связано с приводным электромагнитом 57. При включенном электродвигателе и втянутом электромагните (оба управляются кулачком 25, со.единенным с микропереключателем 24, т.е. в зависимости от углового положения управляющего вала 18) ремень передачи 53 натягивается направляю° щим роликом 54 и блокирующий выступ 56 находится в холостом положении, благодаря чему инструментальный диск 11 может вращаться. Сразу после этого электромагнит 57 отключается и блокирующий выступ 56 входит
J в зацепление с одной из канавок 58 на диске 59, закрепленном на инструментальном диске 11.
В процессе работы станка управляющий вал делает один оборот, во время которого протекает полный цикл обработки детали. При этом указанный вал управляет электродвигателем и электромагнитом для индексации инструментального диска 11, а также электромагнитом, осуществляющим включение и выключение кулачковой муфты 50. Кроме того,
он управляет посредством кулачков 16 и 17 продольным и поперечным смещениями инструментального диска.
Находящиеся на рабочей позиции резьбонарезные инструменты 15 имеют поперечное
.. врезание на изделие, постоянную подачу для увеличения глубины резания и быстрый отвод после окончания нарезки резьбы. Постоянная подача на глубину резания обеспечивается кулачковым барабаном 31 и кулачковым диском 32.
5При каждом обороте последовательно осуществляются следующие операции:
за счет кривой на кулачковом диске 32 быстрая подача инструмента на деталь на небольщое расстояние;
смещение после врезания в деталь параллельно ее оси при помощи кулачкового барабана 31;
отвод от детали посредством кулачкового диска 32;
быстрый отвод в исходное положение при
5 помощи барабана 31.
Высота профиля полученной резьбы определяется крутизной профиля барабана 31, а также соотнощением чисел оборотов между ним и щпинделем изделия 3. Последнее может быть изменено сменой зубчатые колес 42 и
0 43. Подача, осуществляемая кулачком 17, должна завершаться примерно во время последнего оборота деталей 30-32 или перед этим оборотом, чем обеспечивается точный профиль и цилиндричность резьбы. На описываемом резьбонарезном автомате без перестановки детали можно наряду с обычной токарной обработкой производить нарезку двух резьб, например наружной и внутренней, причем весь процесс управляется автоматически.
Формула изобретения
1. Резьбонарезной автомат с револьверным суппортом, поперечная подача которого осуществляется от установленного на валу кулачка, приводимого от электродвигателя через коробку подач, и который оснащен индекси,руемым диском с горизонтальной осью вращения, несущим резьбонарезные инструменты типа гребенки, отличающийся тем, что, с целью расщирения технологических возможностей, обеспечения простоты и компактности конструкции, резьбонарезной инструмент помещен в гнезде диска с возможностью продольного и поперечного относительно оси изделия движений, для чего в гнезде размещен вал, который оснащен соответствующими кулачками и кинематически связан со щпинделем изделия, кулачок,управляющий поперечной подачей револьверного суппорта, расположен в подщипниках на станине станка параллельно оси поворота диска и связан с коробкой подач
карданным валом, а кинематическая связь вала со щпинделем изделия осуществляется посредством вала,который проходит сквозь диск револьверного суппорта и связан с карданным валом муфтой, оснащенной средства ми. сблокированными с механизмом индексации диска.
2. Автомат по п. 1, отличающийся тем, что механизм индексации диска приводится от отдельного электродвигателя по сигналу от конечных выключателей на валу, управляющем поперечной подачей револьверного суппорта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный многошпиндельный револьверный автомат | 1946 |
|
SU72327A1 |
| Токарный кулачковый автомат для нарезания торцовой резьбы | 1981 |
|
SU994170A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарно-револьверный автоматический станок для двусторонней обработки изделий и, в частности, резьбовых шпилек | 1949 |
|
SU83023A1 |
| Роторный автомат | 1990 |
|
SU1722721A1 |
| Токарный автомат | 1973 |
|
SU487714A1 |
| Устройство для нарезания резьбы на токарных автоматах | 1983 |
|
SU1126394A1 |
| Комбинированный металлообрабатывающий станок | 1975 |
|
SU539739A1 |
| Многошпиндельный токарный автомат | 1957 |
|
SU127541A1 |
| Многошпиндельный токарный автомат | 1939 |
|
SU58716A1 |