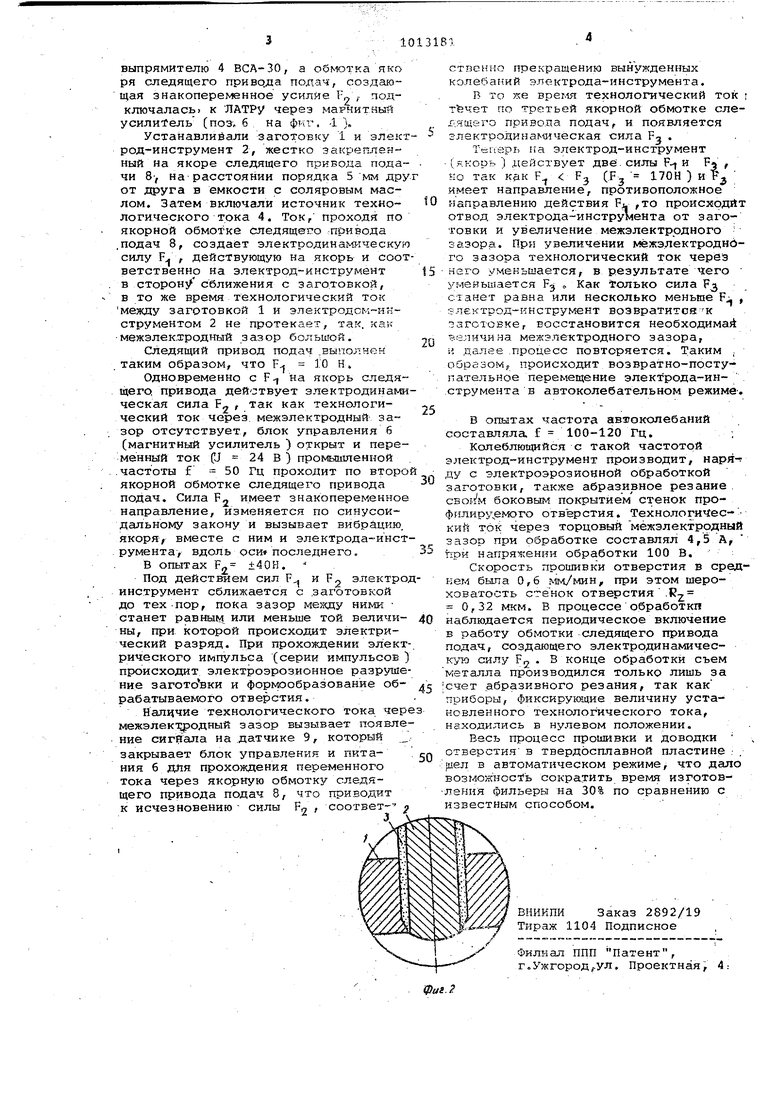
Изобретение относится к электрофизическому и электрохимиче-скому .методам обработки, в частности к области-размерного формообразования деталеймашин и инструментов, и может быть использовано при изготовле нии точных отверстий, в том .числе и фасонных. , Известен способ электроэрозионной обработки, при , котором формообразование ведут электродом-инструментом, имеющим изоляционно-абразив ное покрытие на боковой поверхности причем в процессе обработки между инструментом и:заготовкой образуютс торцовые и боковые зазоры С Недостатком указанного, сподоба я ляется недостаточное -качество обработки, так. как толщина изоляционноабразивного покрытия равна величине бокового -зазора, поэтому абразивные частицы воздействуют трлько на выст пающие участки обработанной .поверхности.. . . .Известен также спрсоб электроэро зионной Обработки электродом-и 1стру ментом с изоляционно-абразивным покрытием на боковых поверхностях с образованием между инструментом и заготовкой торцового и боковых межэлектродных зазоров, при.чем в процессе обработки величину бокового межэлектроднсЗго зазора поддертки.вают меньше толщины изоляционно-абр.азивного покрытия путем ИзменениявелиЧины рабочего напряжения 23. - . Недостатком известного способа являются малые технологические возможности (трудно применять при элект рохимической обработке), а также низ кая производительность способа за счет прекращения процесса обрабртки .при отсутствии технологического тока в торцовом межэлектродном зазоре что происходит, например, в конце формообразования сквозного отверстия Целью изобретения является расширение технологических врзможностей способа ч повышение производительности. ,. Поставленная.цель достигается тем что согласно способу размерной- элек . рической обработки электродом-ин.стру ментом с изоляционно-абразивным покрытием на боковых поверхностях .с образованием между инструментом и заготовкой торцового и боковых межэлектродных зазоров при контроле . .величины торцового и бокрвого зазоров и поддержании в процессе обрабо ки величины бокового межэлектродног : зазора г/юньше толщины изоляционноабразивного покрытия путем изменени электрического режима обработки, пр возрастании торцового зазора между заготовкой и инструментом выше напе ред заданной величины электроду-инструменту сообщают дополнительные периодичес ие колебания. На фиг. 1 изображена схема, реализующая способ; на фиг. 2 - часть зоны обработки. Обрабатываемая детал-ь 1 и э.У1ектрод-инструмент 2, имеющий абразивно изоляционное покрытие 3, связаны с источником технологического тока 4 (генератором импульсов) через блоки питания и управлен1 я 5-7, следящего привода подач 8 электрода-инструмента в зону обработки. Следящий привод подач 8 выполнен в виде линей-ного асинхронного двигагеля, либо линейного двигателя постояг1ного тока, подвижным элементом которого является электрод-инструмент. Управляющие сигналы для следящего привода подач снимаются с межэлектродного зазора датчиком 9 (например датч.иком тока, регулируемым сопротивлением и т.д.). Спосс)б осуществляется следующим образом. Включают источник технологического тока 4,. в результате чего- в следящем приводе, подач 8 возникают . злектродинами-ческие силы F и F. Сила имеет постоянное направление и действует на электр.од-инстру- мент в сторону сближения его с обрабатываемой деталью, а сила р2 имеет знакопеременное напряжение -вдоль оси электрода-инструмента и совершает периодические колебания с регулируе- . мой частото.й и амплитудой. В результате действия, сил р2 электрод-инструмент сближается с обрабатываемой деталью, а поскольку электрод-инструмент и деталь включены в цепь источника 4, то при достижении определенной величины межэлектродного зазора происходит электроэро-: зионная либо электрохимическая обработка детали. При этом величина технологического тока фиксируется датчиком 9, который выдает команды 5 блоки Питания и управления 5-7. Пример. Обрабатывали отверс- . тие прямоугольного сечения 2x6 мм в твердосплавной пластине ВКбМ толщиной 4 мм. В качестве следящего привода подач В бьш применен автоматический регулятор межэлектродного зазора специальной конструкции, разработанн ной на базе лннейно.го двигателя постоянного тока, имеющего три якорные обмотки;, в качестве электрода-инструмента 2 - металлический надфиль сечением 2x6 мм с алмазным покрытием на боковых поверхностях, жидкая среда - соляровое масло, датчик тока 9 - регулируемое сопротивление. Обмотки следящего привода подач, создающие усилия F и Р подключались Непосредственно к регулируемому
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки сеток и электрод для его осуществления | 1976 |
|
SU747679A1 |
| Способ электроконтактной резки | 1980 |
|
SU984783A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2009 |
|
RU2412789C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1972 |
|
SU323243A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| Способ электроэрозионной обработкиМАТРиц ВыРубНыХ шТАМпОВ | 1979 |
|
SU848228A1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ электроэрозионной обработки | 1977 |
|
SU625891A1 |
СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРИЧЕ КОЙ ОБРАБОТКИ электродом-инструментом с изоляционно-абр ази вным покрытием на боковых поверхностях с обра зованием между инструментом и заготовкой торцового и боковых межэлект г/ родных зазоров/ согласно которому ведут контроль величины торцового , и бокового зазоров и поддерживают в процессе Обработки величину бокового межэлектродного зазора меньше толщины изоляционно-абразивного погфытия путем изменения электрического режима обработки, отличающ и и с я тем, что, с целью расйшрения технологических возможностей способа и повышения производительности процесса обработки, при возрастании торцового зазора между заготовкой и инструментом выше наперед заданной величины электроду-инструменту сообщают дополнительные периодические колебания.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ электроэрозионной обработки | 1977 |
|
SU625891A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
