Р1зобретение относится к устройствам для электрохимической размерной обработки длинномерных деталей в,ращаюп,имся электродом-инструментом с частичным погружением его в электролит. Известно устройство для электроэрозиопной обработки деталей типа валков, приводимых в односторонпее вращение и помещенных в ванну с рабочей жидкостью, чей уровень расположен ниже межэлектродного промежутка, в зоне обработки которого установлен стабилизатор объема рабочей жидкости, выполненный в виде упругой пластины, контактирующей по всей длине с образующей поверхностью валка, выносящего рабочую жидкость из рабочей зоны, и двух, связанных пластиной упругих щитков, контактирующих с торцами валков. В этом станке устройство служит для ограничения выноса рабочей жидкости из рабочей зоны и создания определенного гарантированного объема рабочей жидкости в рабочей зоне. При этом подача рабочей жидкости в рабочую зону происходит только за счет смачивания поверхности инструмента без дополнительного давления рабочей жидкости. Это устройство является наиболее близким к описываемому изобретению по технической сущности и достигаемому резулыат Недостатком данного устройства является невозможность обработки длин)1омерных доталей электрохимическим способом, требующим стабильности протекания рабочей жндкости через рабочий зазор со скоростью 20-30 м/сек. При обработке деталей со сложным профилем по методу врезапия изменение конфигурации и длины межэлектродного зазора требует изменения давления и скорост движения электролита, направляемого в рабочий зазор, что не может быть обеспечено на известном станке. Изменение количества проходящей через рабочую зону рабочеГг жидкости и скорости ее протекания прп врезании электрода-инструмента в деталь nj)iведут к нарушению стабилыюст протекания процесса и к снижению производительности обработки. Предлагаемое устройство отличается от известных тем, что оно снабжено охватывающим со стороны входа электролита в зону межэлектродного зазора направляющим лотком, образующим в сечении с электродоминструментом клиновидную щель, направленную острием в сторону межэлектродного зазора. Такое выполнение устройства позволяет Лвеличить п 5оизводительность процесса за счет создания в зоне обработки избыточного давления электролита.
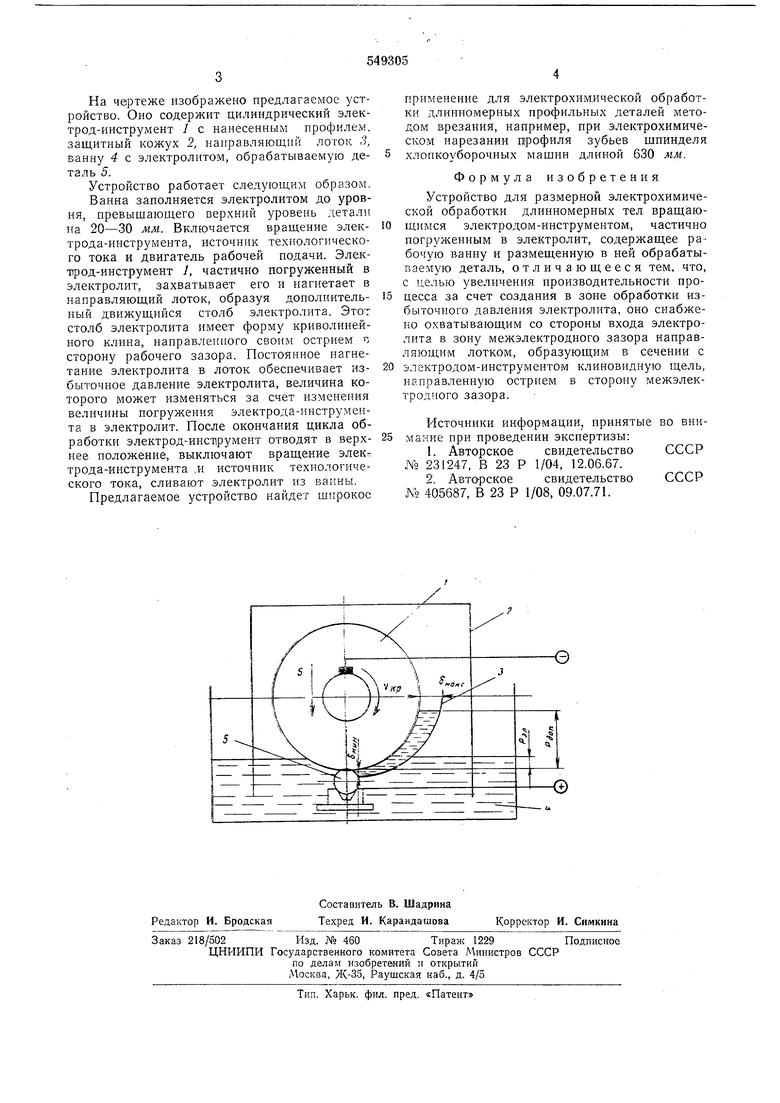
На чертеже изображено предлагаемое устройство. Оно содержит цилиндрический электрод-инструмент 1 с нанесенным профилем, защитный кожух 2, направляющий лоток 3, ванну 4 с электролитом, обрабатываемую деталь 5.
Устройство работает следующим образом.
Ванна заполняется электролитом до уровня, превышающего верхний уровень детали на 20-30 мм. Включается вращение электрода-инструмента, источник технологического тока и двигатель рабочей подачи. Электрод-инструмент 1, частично погруженный в электролит, захватывает его и нагнетает в направляющий лоток, образуя дополнительный движущийся столб электролита. Этот столб электролита имеет форму криволинейного клина, направленного своим острием г, сторону рабочего зазора. Постоянное нагнетание электролита в лоток обеспечивает избыточное давление электролита, величина которого может изменяться за счет изменения величины погружения электрода-инструмента в электролит. После окончания цикла обработки электрод-инст|румент отводят в верхнее положение, выключают вращение элект трода-инструмента ,и источник технологического тока, сливают электролит из ванны.
Предлагаемое устройство найдет широкое
применение для электрохимической обработки длинномерных профильных деталей методом врезания, например, при электрохимическом нарезании гврофиля зубьев шпинделя хлопкоуборочных машин длиной 630 мм.
Формула изобретения
Устройство для размерной электрохимической обработки длинномерных тел вращающимся электродом-инструментом, частично погруженным в электролит, содержащее рабочую ванну и размещенную в ней обрабатываемую деталь, отличающееся тем, что, с целью увеличения производительности процесса за счет создания в зоне обработки избыточного давления электролита, оно снабжено охватывающим со стороны входа электролита в зону межэлектродного зазора направляющим лотком, образующим в сечении с
электродом-инструментом клиновидную щель, направленную острием в сторону межэлектродного зазора.
Источники информации, принятые во внимакие при проведении экспертизы:
1.Авторское свидетельство СССР № 231247, В 23 Р 1/04, 12.06.67.
2.Авторское свидетельство СССР N° 405687, В 23 Р 1/08, 09.07.71.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО МАТИРОВАНИЯ ВАЛКОВ | 2001 |
|
RU2196666C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОКАЛЬНЫХ УЧАСТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2470749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ РЕЖУЩИХ КРОМОК ИНСТРУМЕНТОВ | 2007 |
|
RU2355524C2 |
| Устройство для электрохимической обработки сложнопрофильных каналов | 1983 |
|
SU1166932A1 |
| Способ электрохимической обработки кольцевым электродом-инструментом | 1991 |
|
SU1773613A1 |
| Способ электрохимического бестрафаретного маркирования | 1980 |
|
SU891302A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| Электродный блок для электрохимической обработки винтового зубчатого профиля в отверстии трубчатой заготовки одновинтового насоса | 2022 |
|
RU2798263C1 |
