i
Изобретение относится к машиностроению и может быть использовано для обработки деталей с горизонтальным расположением оси вращения на вертикально-фрезерных и вертикально-сверлильных станках с револьверными головками и программным управлением и на станках типа обрабатывающий центр.
Известно автоматическое поворотное делительное устройство, содержащее шпиндель с планшайбой, механизм поворота с приводным элементом, связанный через управляющий клапан с механизмом зажима шпинделя, и привод поворота Cl.
На данном устройстве очень сложно осуществить поворот шпинделя на любой требуемый угол, т.к. требуется несколько ходов цилиндра деления для обеспечения требуемого уг-, ла поворота, кратного шагу храпового колеса, а в случае некратности. угла поворота шагу храпового колеса ТОЧНОСТЬ поворота не обеспечива ется.
Цель изобретения - расширение технологических возможностей устройства путем обеспечения поворота на любой угол.
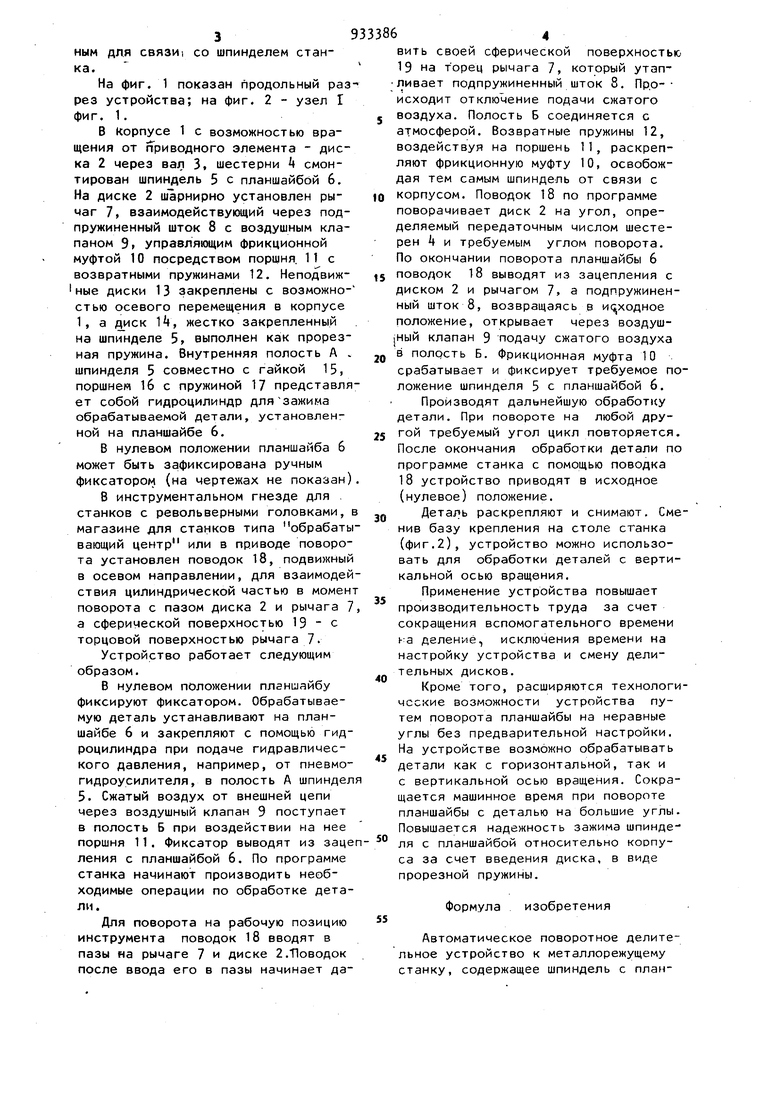
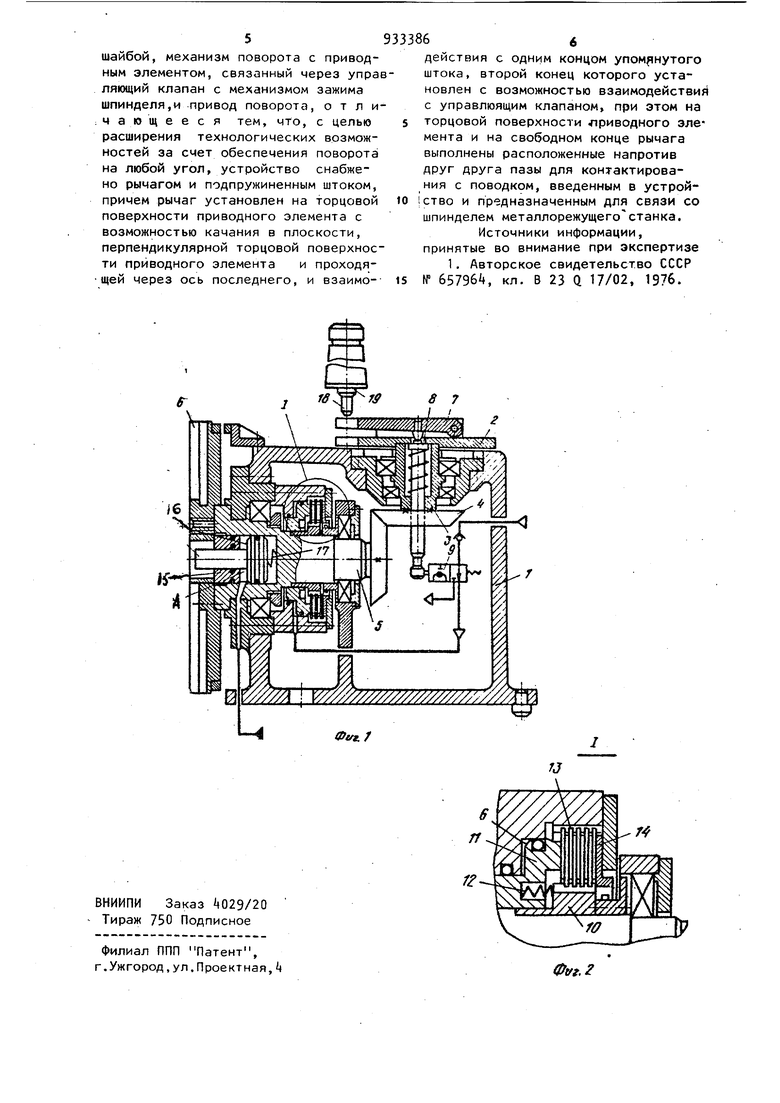
Поставленная цель достигается тем, что устройство снабжено рычагом и подпружиненным штоком, причем рычаг установлен на торцовой поверхности приводного элемента с возможностью качания в плоскости, перпендикулярной, торцовой поверхности приводного элемента, проходящей через ось последнего, и взаимодействия с одним концом упомянутого штока, второй конец которого установлен с возможностью взаимодействия с управляющим клапаном. При этом на торцовой поверхности приводноно элемента и на свободном конце .рычага выполнены расположенные напротив друг друга пазы для контактирования с поводком, предназначендля СВЯЗИ со шпинделем станНа фиг. 1 показан продольный раз рез устройства; на фиг. 2 - узел I фиг. 1. В Корпусе 1 с возможностью вращения от приводного элемента - диска 2 через вал 3, шестерни смонтирован шпиндель 5 с планшайбой 6. На диске 2 шариирно установлен рычаг 7, взаимодействующий через подпружиненный шток 8 с воздушным клапаном 9 управляющим фрикционной муфтой 10 посредством поршня. 11 с возвратными пружинами 12. Неподвижные диски 13 закреплены с возможностью осевого перемещения в корпусе 1, а диск lA, жестко закрепленный на шпинделе 5, выполнен как прорезная пружина. Внутренняя полость А . шпинделя 5 совместно с гайкой 15, поршнем 16 с пружиной 17 представля ет собой гидроцилиндр для зажима обрабатываемой детали, установленной на планшайбе 6. В нулевом положении планшайба 6 может быть зафиксирована ручным фиксатором (на чертежах не показан) В инструментальном гнезде для . станков с револьверными головками, магазине для станков типа обрабаты вающий центр или в приводе поворота установлен поводок 18, подвижный в осевом направлении, для взаимодей ствия цилиндрической частью в момен поворота с пазом диска 2 и рычага 7 а сферической поверхностью 19 - с торцовой поверхностью рычага 7. Устройство работает следующим образом. В нулевом положении планшайбу фиксируют фиксатором. Обрабатываемую деталь устанавливают на планшайбе 6 и закрепляют с помощью гидроцилиндра при подаче гидравлического давления, например, от пневмогидроусилителя, в полость А шпиндел 5. Сжатый воздух от внешней цепи через воздушный клапан 9 поступает в полость Б при воздействии на нее поршня 11. Фиксатор выводят из заце ления с планшайбой 6. По программе станка начинают производить необходимые операции по обработке детали. Для поворота на рабочую позицию инструмента поводок 18 вводят в пазы на рычаге 7 и диске 2.Поводок после ввода его в пазы начинает да4вить своей сферической поверхностью 19 на торец рычага 7, который утапливает подпружиненный шток 8. Пр.о- исходит отключение подачи сжатого воздуха. Полость Б соединяется с атмосферой. Возвратные пружины 12, воздействуя на поршень 11, раскрепляют фрикционную муфту 10, освобождая тем самым шпиндель от связи с корпусом. Поводок 18 по программе поворачивает диск 2 на угол, определяемый передаточным числом шестерен и требуемым углом поворота. По окончании поворота планшайбы 6 поводок 18 выводят из зацепления с диском 2 и рычагом 7, а подпружиненный шток 8, возвращаясь в ид ходное положение, открывает через воздушный клапан 9 подачу сжатого воздуха в полрсть Б. Фрикционная муфта 10 срабатывает и фиксирует требуемое положение шпинделя 5 с планшайбой 6. Производят дальнейшую обработку детали. При повороте на любой другой требуемый угол цикл повторяется. После окончания обработки детали по программе станка с помощью поводка 18 устройство приводят в исходное (нулевое) положение. Деталь раскрепляют и снимают. Сменив базу крепления на столе станка (фиг.2), устройство можно использовать для обработки деталей с вертикальной осью вращения. Применение устройства повышает производительность труда за счет сокращения вспомогательного времени --а деление, исключения времени на настройку устройства и смену делительных дисков. Кроме того, расширяются технологические возможности устройства путем поворота планшайбы на неравные углы без предварительной настройки. На устройстве возможно обрабатывать детали как с горизонтальной, так и с вертикальной осью вращения. Сокращается машинное время при повороте планшайбы с деталью на большие углы. Повышается надежность зажима шпиндес планшайбой относительно корпуляса за счет введения диска, в виде прорезной пружины. Формула изобретения Автоматическое поворотное делительное устройство к металлорежущему станку, содержащее шпиндель с план
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухкулачковый поворотный самоцентрирующий патрон | 1982 |
|
SU1013123A1 |
| Автоматическое поворотное делительное устройство к металлорежущему станку | 1987 |
|
SU1472215A1 |
| Револьверная головка | 1990 |
|
SU1787697A1 |
| Автоматическое делительное устройство с программным управлением | 1987 |
|
SU1484596A1 |
| Поворотно-делительное устройство | 1987 |
|
SU1530411A1 |
| ПОВОРОТНО-ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 2013 |
|
RU2540250C1 |
| Устройство для непрерывной намотки нитевидного материала на катушки | 1977 |
|
SU679500A1 |
| Поворотный делительный стол | 1978 |
|
SU766829A1 |
| Поворотное устройство для позиционирования | 1975 |
|
SU524672A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |
