1
Изобретение относится к эпектроэроаионной обработке с использованием в качестве электрода-инструмента перематываемой провопоки ипи пенты.
Известны устройства для электроэрозйонной обработки проволочным и пи пенточным электхюдом-инст ментом, применяемые на станках с ЧПУ для вырезания сложных контуров в токопроводяших изделиях.I
При этом электрод сматывается с рабочего рулона посредствен нижней при-водной системы, проходит через зону обработки и попадает в верхнюю приводную систему ij.
Недостатком этого станка является необходимость присутствия .оператора, так как заправка электрода осуществляется вручную.,
Uenb изобретения - создание устройства для электроэроэионной обработки из депий проволочным или ленточным эпектрсюом, которое позволяет автоматизировать процесс заправки электрода и электрозрозионной обработки изделия.
Цепь достигается тем, что в устройство для электроэрозионной обработки
5 проволокой или лентой, содержащее электронный блок регулирования, нижнюю приводную систему, расположенную со стороны запаса электрода-инструмента и верхнюю приводную систему, расположенную
10 по другую сторону зоны обработки, введены размещенный со .стороны запаса электрода-инструмента зажимаюше-транспортируюший механизм, связанный с блоком регулирования, установленное над ука
ts занным механизмом перфорирующее устройство, также связанное с блоком регулирования, и захватное приспособление, предназначенное для подведения электрода-инструмента к верхней приводной сиZO стеме.
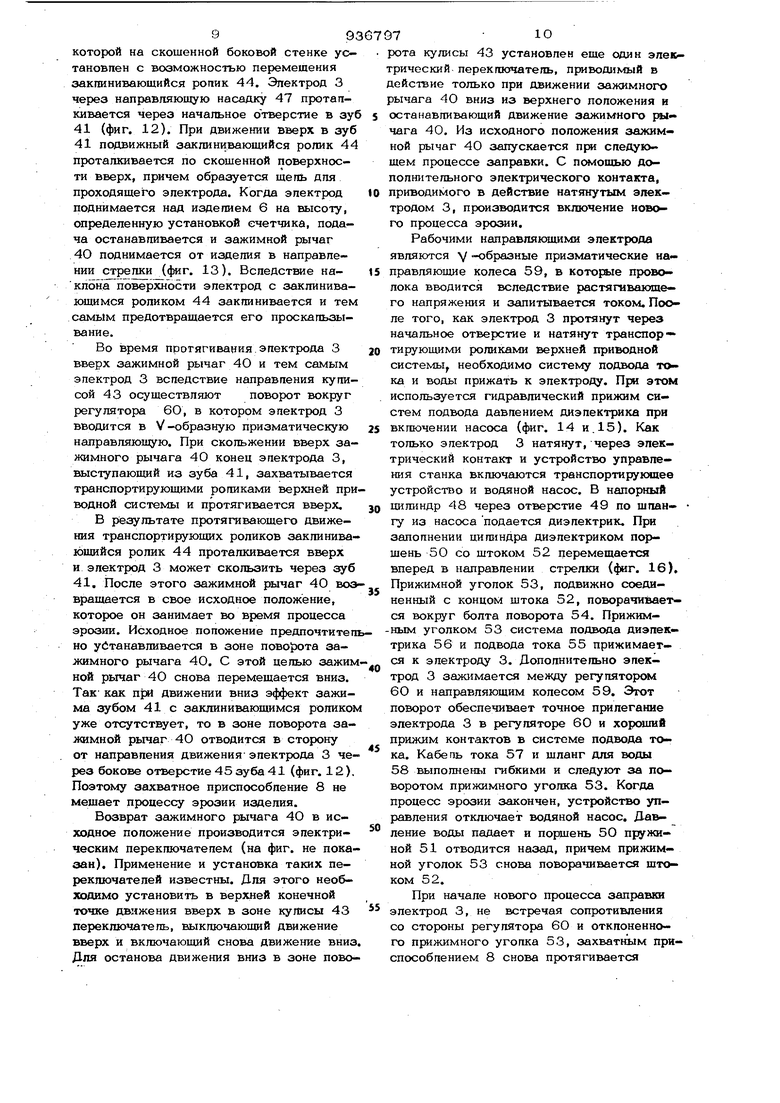
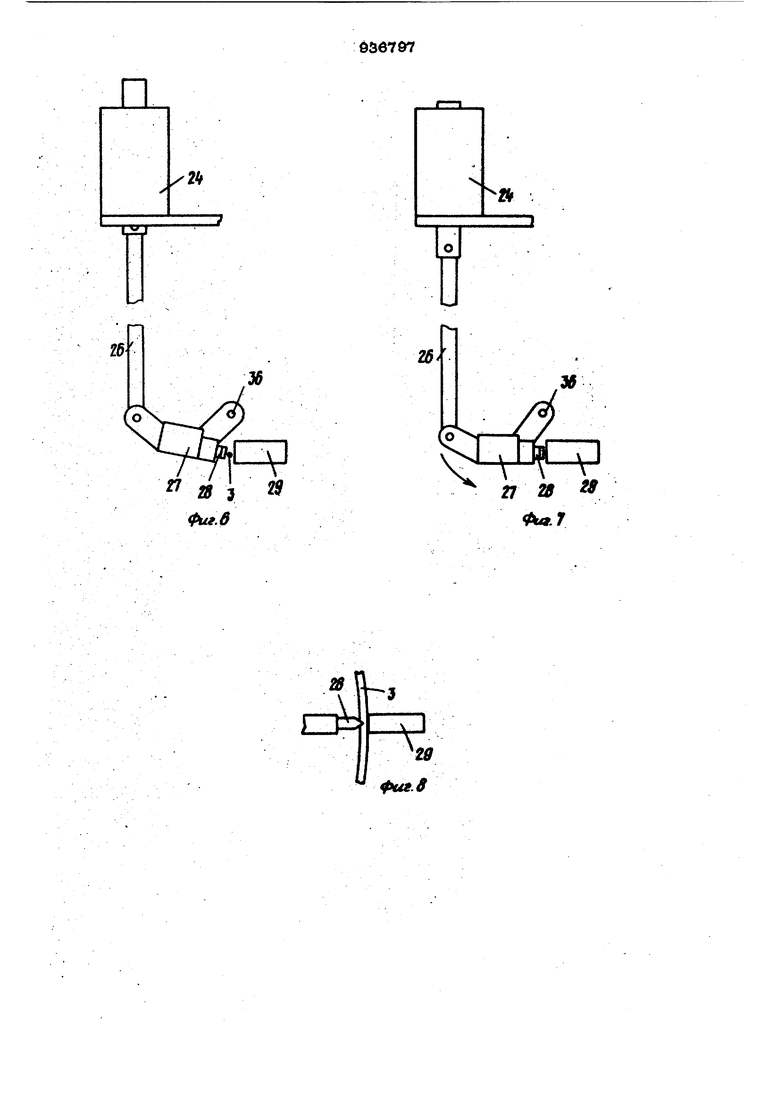
Зажимакице-транспортирующий меха низм выполнен в виде двух подпружиненных рычагов, на свободном конце каждого из которых размешен опорный сегмент с отверстием, через которое проходит приводной вал, несущий ролик подачи при этом ропики имеют возможность сбп жеНИН посредством введенного в устройство рычажного механизма. Перфорирующее устройство выпопнено в виде наковальни и клина насечки, уста новпенного на качающемся вокруг жестко закредленной оси рычаге, съязаннам посредством штанги с тяговым электромагнитом. Захватное приспособление выполнено ;в виде роликового зажима, рычаг которо го жестко связан со втулкой, размещен ной с возможностью перемещения в отверстии направляющей трубы, в которой выполнен криволинейный паз, предназначенный для направления ролика, связанного с втулкой. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - з 1жимающе-транспортирующее устройство; на фиг. 3 - то же, в нерабочем положении; на фяг, 4 то же, в рабочем положении; на фиг. 5 принцип работы устройства при зажиме и транспортировке электрода-инструмента; на фиг. 6 - перфорирующее устройство в нерабочем положении; на фнг 7 то же, в рабочем положении; на фиг, 8 процёос насечки электрода-инструмента; на фиг, 9 захватное пр1способление в начале процесса; на 4мг. 10 - то же, в процессе захвата; на фиг. 11 - то же, раэрез; на фиг. 12 - принцип заправки электрода в начальное отверстие; на . фиг. 13 окончание заправки; на фиг. 14 система подвода воды и тока в нерабочем положении; на фиг. 15 - то же, в рабочем положении. Устройство для электроэрозионной обработки лентой или проволокой содержит электронный блок регулирования 1, нижнюю приводную систему 2, установленную со стороны запаса электрода-инстру мента 3, и верхнюю приводную систему 4, установленную по другую сторону зоны обработки. Со стороны запаса эпек
трода-инструменте 3 размещен зажимакяце-транспортный механизм 5, с занный с блоком 1, а между механизмом 5, и обрабатываемым изделием 6 находится перфорирующее устройство 7, также связанное с блоком 1. По другую сторону изделия 6 установлено захватное приспособление 8, предназначенное для подведения электрода-инструмента 3 к верхней приводной системе 4.
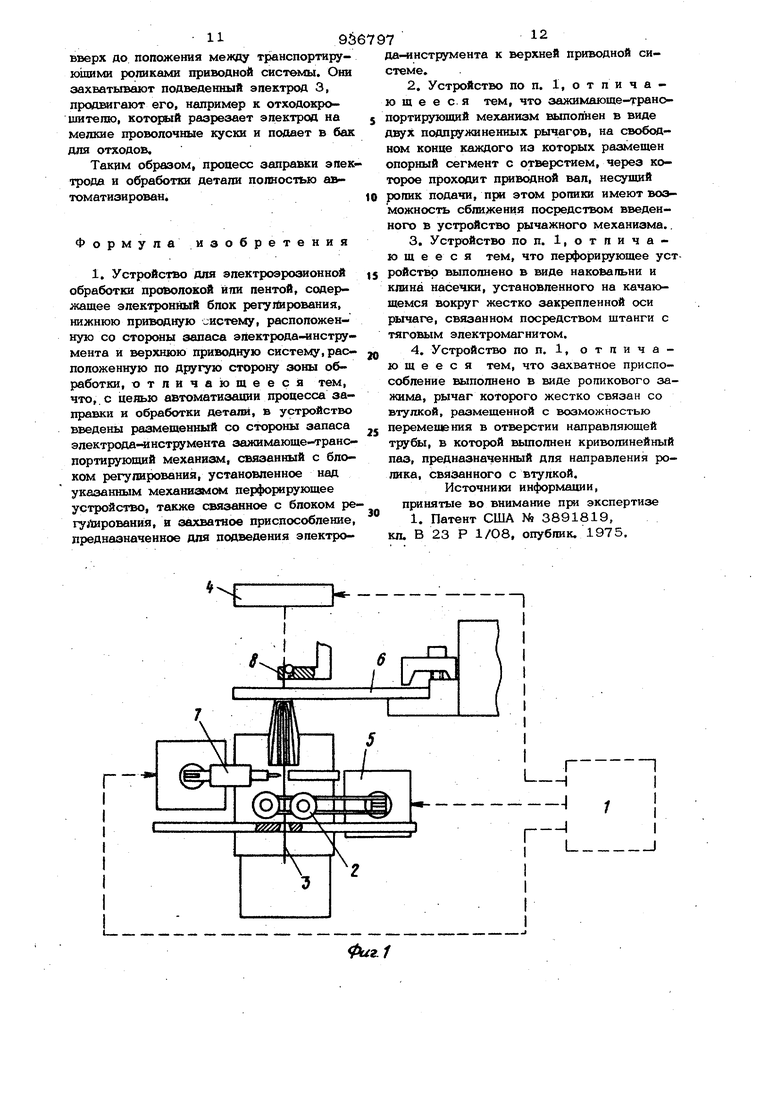
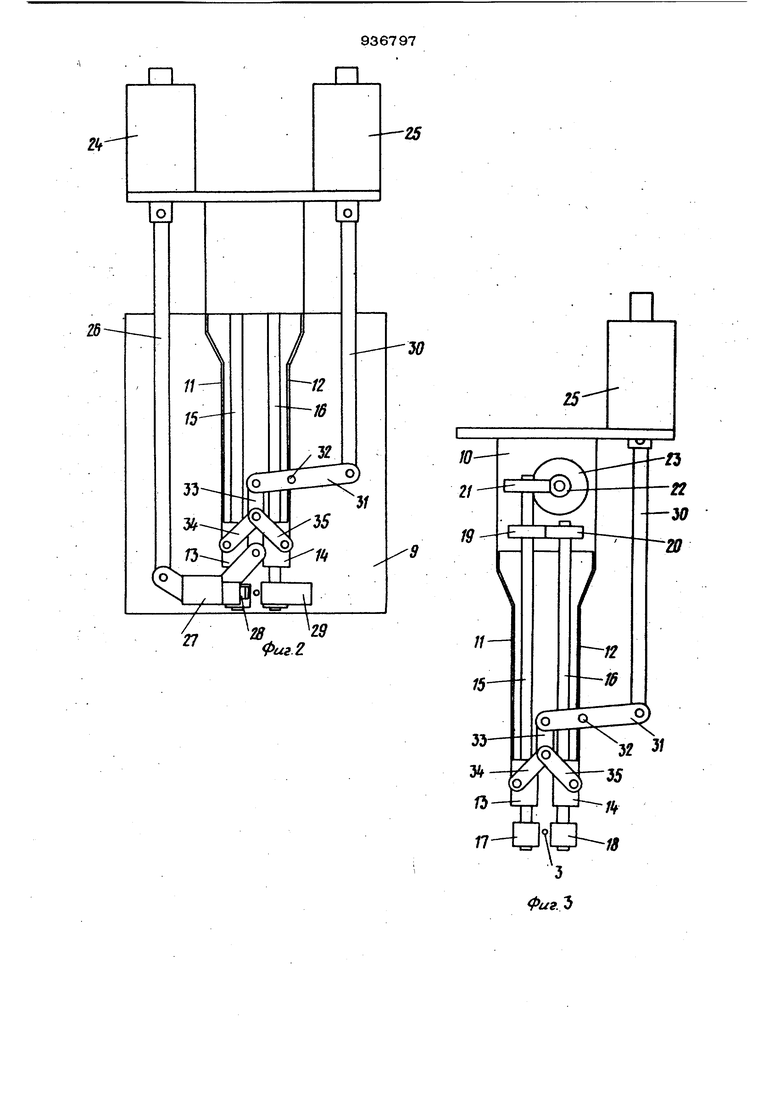
Нижняя шриводная система 2 в соедвнеч НИИ с механизмом 5 и перфорирующим yct ройством 7 содержит монтажную йлнту 9,
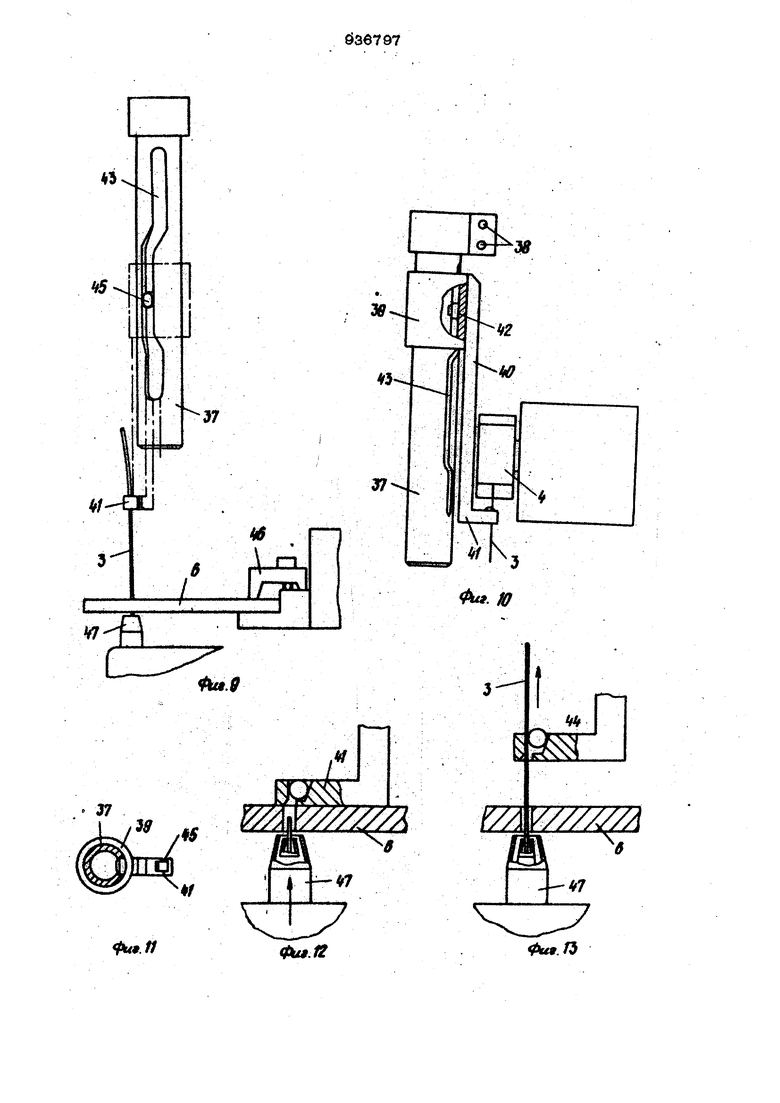
го точно определено движение зажимного рычага 40. Зуб 41 имеет заклинивающийся ролик 44, доступ к которому возможен через отверстие 45, предназначенное
для приема электрода-инструмента 3.
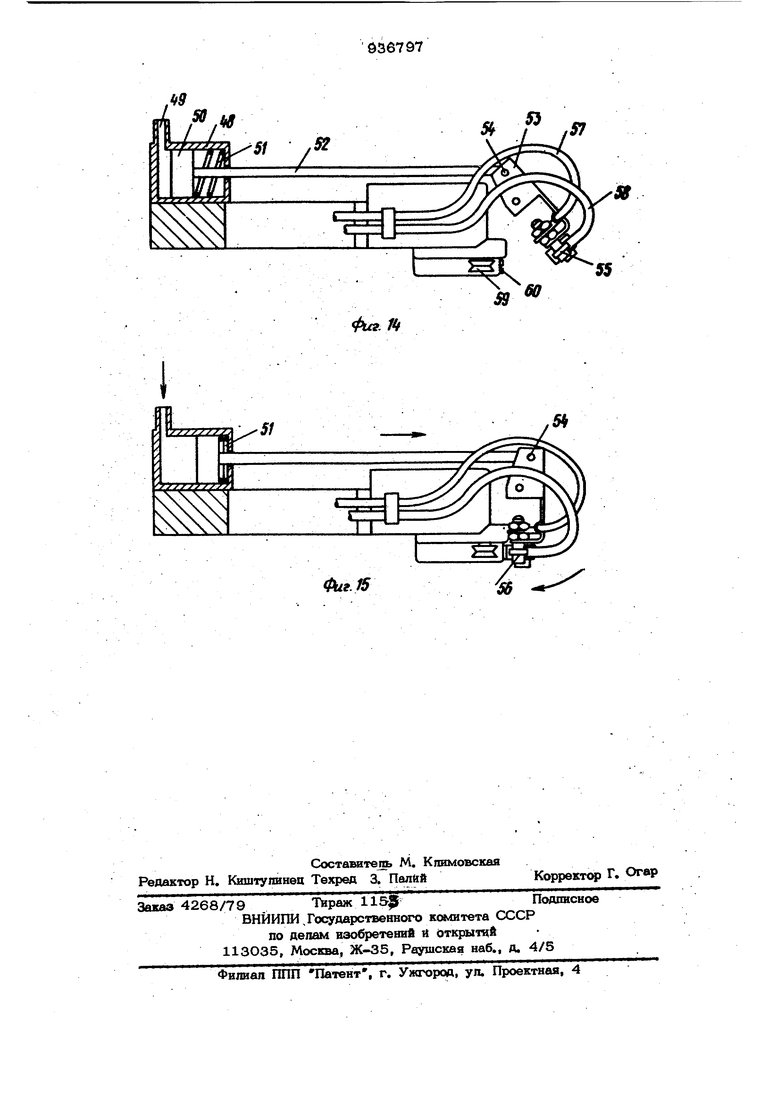
Под изделием 6, закрепленным в держателе 46, размещена направляющая насадка 47 для электрода 3 Гидравлическая система подачи воды и тока, имеютая возможность поворота в две сторсжы, содержит напорны цилиндр 48 с подводящим отверстием 49 и установленным в напорном цилвндре 48 поршнем 5О с на которой закреплен приводной блок 10, воапе которого расположены два цпоских подпружиненных рычага 11 и 12,несущие опорные сегменты 13 и 14, в которых установлены приводные валы 15 и 16, с роликами подачи 17 и 13, выполняющие функцию зажима (фиг. 2-4). Приводные валы 15 и 16 через червячную передачу 19, 2О, 21 и 22 в приводном блоке Ю соединены с двигателем 23. За приводным блоком 1О установлены два тяговых магнита 24 и 25. Один тяговый магнит 24 через штангу 26 связан с рычагом насечки 27. На рычаге насечки 27 находится клин насечки 28. Напротив клина .насечки 28 размещена наковальня 29. Второй тяговый магнит 25 через штангу 30, плечо рычага 31, имеющее возможность поворота вокруг папьца 32, шарнирно соединен с соединительной штангой 33 и двумя ветвями 34 и 35, установленными на опорных сегментах 13 и 14. Эти опорные сегменты 13 и 14 не- . сут приводные валы 15 и 16 с роликами подачи 17 и 18. На заднем конце они через зубчатые колеса 19 и 20, червячное колесо 21 и червяк 22 находятся в зацеплении с двигателем 23. Перфорирующее устройство 7 содержит тяговый магнит 24 и штангу 26, клин насечки 28, размещенный на рычаге насечки 27 |(фиг. 6 и 7). Рычаг насечки 27 установлен с возможностью поворота вокруг пальца 36. Напротив клина насечки 28 находится наковальня 29. Захватное приспособпение 8 содержит направляющую трубу 37, которая закреплена винтами 38 со стороны вывода электрода-инструмента 3 (фиг. 9-13). На трубе 37 установлена с возможностью перемещения втулка 39 с зажимным рычагом 40 и зуб 41. Втулка 39 с помощью ходового ролика 42 перемещается в кулисе 43, проходящей по периферии в продольном направлении. Вследствие это59пружийой 51 (фиг. 14 и 15). Поршень 50 через шток 52 соединен с прижимным уголком 53, поворачивающимся вокруг болта 54. На прижимном уголке 53 закреплены вводы тока 55 и подвода диэлектрика 56 и дополнительно кабель тока 57 и шланг для воды 58. Сбоку от ввода воды и тока находится направляк щее колесо 59 и установочный регулятор 60. Устройство работает следующим образом. Работа устройства для электроэрозионной обработки лентой или проволокой начоанается с момента достижения конечной точки с относительно медленным движением подачи изделия 6 и электрода 3. Затем электрод 3 зажимается устройством 5 под изделием 6. После устройства 5 приводится в действие перфорирующее устройство 7, которое надрезает электрод 3 и со своей стороны включает приводную систему 4| установленную над изделием 6. Вследствие продвижения электрода 3 он обрывается в месте надреза. Приводная система 4 перемещает остаток электрода 3 на сторону , где он наматывается на катушку или разрезается дробящим устройством на мелкие куски и выбрасывается в бак для отходов. При процессе обрьгаа перфорирующее устройство 7 или электрический контакт, срабатывающий при обрыве электрода, вы зывают позиционирование детали для еледующего контура и устройство управления переключается на быстрый ход. Процесс - позиционирования заканчивается тогда, когда начальное отверсте доходит до попджения над нижней направляющей насадкой 47. В этот момент устрсйство управления станка выдает команду на медленную подачу. Этот электронный сиг jian запускает захватное приспособление 8 которое подведено к начальному отверстию над изделием 6. При контакте с из делием 6 захватное приспособление 8 электрическим путем останавливается. О1гиал останова захватного приспособления 8 включает устройство подачи - ролики 17 и 18, так, что электрод 3 протягивается через направл5Оощую насадку 47 и начальное отверстие. С помощью оптического сканирукаце- го устрсйства и электронного счетчика измеряется расстояние для подачи электрода, которое зависит от толщины издеЛИЯ. По достижении установленного состо яния счетчика, подача заканчивается и устрюйство подачи отключается. При 76 продвижении захватное приспособпегше 8 захватывает эпектрод 3 и сигнал счетчика при достижении установленного показания счетчика запускает движение эахваткого приспособления 8 в направлении к верхней приводной системе 4 и пря этом освобождается зажим механизмом 5. При достижении верхней конечной точки начало электрода захватывается перемевдающейся верхней приводной системой 4 и перемещается в сторону вывода. От первого электрического контакта проиэводится поворот захватного приспособления 8 вокруг установочного регулятора 6О н от второго электрического контакта, приводимого в действие натянутым электродом 3, открьтается подвод диэлектрика 56 и включается тока 55. В качестве диэлектрика применяется деиони- зированная вода. Затем производится обработка нового контура, процесс которЫ1 запрограммирован на перфоленте, вводимой в электронное устройство управления, По окончании процесса эрозии, т.е. после окончательной эрозионной обрабо- ки контура изделия, электрод 3 должен быть зажат и после отделения должен быть продвинут вверх через начальное от верстие изделия 6 для следующего обре- заемого контура. На перфоленте для изделия из определенной, следующей друг за другом, последовательности кодовых знаков логическим путем распознается момент для начала процесса заправки. ; Этот процесс заправки начинается с зажима электрода 3 с последующей насеч кой и обрывом. Это производится вручную путем приведения в действие переключателя. Первым возбуждается тяговый магнит 25 и в результате этого запускается движение подачи штанги 30 в направлении стрелки. Установленное на ней с Возможностью поворота плечо рычага 31 поворачивается вокруг центра вращения зафиксированного пальцем 32, На другом конце плеча рычага 31- соединительная штанга 33 оттягивает обе ветви 34 и 35 в верхней точке и прижимает друг к другу соединенные ветвями опорные сегменты 13 и 14 с установленными в-них приводными валами 15 и 16. Вместе с поворотом приводных валов поворачиваются шарикоподшипники в приводном блоке 10, так как зазор в шарикоподщипниках вполне достаточен при угле поворота l. При этом электрод 3 прочно удерживается насаженными на приводные вапы 15 и 16 роликами 1 / и 18 подачи. Они имеют слегка зазубренный профиль, что имеет то преимушествр, что предотвращается проскальзывание эпектрода во время процесса обрьтаввя и продукты истирания откладываются топь-i ко в углублениях между бцами. После отделения электрода 3 и подачи изДетая 6 к следующему начальному отверстию (позиционирование) электрод 3 проталкивеется вверх через новое начальное отверстие. При этом двигатель 23 через червяк 22 вращает червячное колесо 21, жестко связанное с вапом 15. С помощью двух одинаковых зубчатых колес 19 и 20 ВВП 16 и ролик 18 начинает поворачиваться в направтюнии противопопожном валу 15 или ролику 17, Перемещающиеся навстречу друг друГУ ропики 17 и 18, п{жжимаемые допоп нительно друг к другу рычажным механизмом, проталкивают электрод 3 вверх сначала через направляквцую насадку 47 и затем в начальное отверстие: изделия 6, Проталкивание вверх производится до тех пор, пока предварителыю установленная по толщине изделия 6 на декадном переключателе длина электрода пройдет через направляющее колесо со счетным устройством (на чертежах не показано) и двигатель 23 отключится. Длина продвинутого электрода 3 .И П деряется (шти- ;чески с помощью источника света, фотодиода и жестко установленного на направляющем колесе диска со щелевыми прорезями (на чертеже не показано). При . движении электрода 3 налравлякхцее колесо находится в движении в луч света на короткое время 1ферывается щелевыми прорезями, так что на выходе фото диода возникают импульсы, подаваемые на электронный счетчик. По Достижении установленного конечного значения счетчика двигатель отключается, захватное прянспособление 8 останавливается над изделием 6, тяговый магнит 25 отпускается и ролики подачи 17 и 18 через плоские рычаги 11 и 12 возвравшются. назад в исходное положение, причем 8Пех трод 3 снова освобождается (фиг. 3). Ко нечное, значение показания счетчика уста навливается в зак1симоств от трпошпы изделия таким образом, что Э11ектрод 3 выступает на 16 мм над изделием. Надрез для последующего отрыва эпек трода производится перф ру10ошм устройствсим (фиг. 6 и 7). Сразу же после зажатия 3 роликами 17 и 18 через тяговый магнит 24 пропускается ток. Сердечник переме щает ытангу 26 в направлении отрепки вперед, причем рычаг насечки 27 повора, чивается вокруг пальца 36 в направлении стрелки. Пршодимый в действие каин наг сечки 28 попадает на электррд 3, ударяет его о наковальню 29 и производит надрез. Глубина равна около 4/5 диаметра электрода. Так как рош1ки 17 и 18 (фиг. 4) удерживают электрод, а расположенные сверху станка транспортирующие poffifKH продолжают движение, электрод 3 обрывается и верхний его конец перемещается в сторону вывода, например к отходокрсшгателю. Клин насечки 28 вмещен в сторону для того, чтобы, повернув его можно было использовать снова. Это относится также и к наковальне 29, которая смещена по ш.1соте. Кроме того, клин насечки 28 можно регулировать с помощью законтренного винта в случае, если он укорачивается в результате износа. После надреза и отрьгва электрода 3 тяговый магнит 24 отключается и шганга 26 . с рычагсм насечки 27 оттягивается назад в исходное положение (г. 6). После обрыва электрода 3 и вытягивания остатка электрода 3 из изделия суппорт с изделием йлстрым ходом перемещается к начальному отверстию нового контура. Когда достигается начальное положение, быстрый ход отключается и запускается захватное приспособление 8. Захватное приспособление 8 состоит из направляющей трубы 37, закрепленной на сторсже вывода электрода 3. В направлякаоей трубе установлены с возможностыо перемещения втугаш 39 с зажимным рычаге 4О и зуб 41, Втулка 39 с псилощью ходового ролика 42 перемещается в кулисе 43, прохоД шей по периферии в продольном направлении. Вслеоствне точно определено движение зажимного рычага 4О. После приведения в действие захватного пртспособления зажимной рычаг 40 скользит в кулнсе 43 вниз к начальнсяду отверстию в новом контуре (фиг, 12). ripa контакте зуба 41 с изделием 6 движение вниз останавливается нензображен ным элект шчесшш переключателем. При прод шженвй электрода 3 ввв с помощью устройства подачи (фиг. 4 и 5) че рез направляющую насадку 47 и начальное отверстие, начало электрода захватывается зубом 41, Захват и продвижение электрода 3 посрерсчъам. зуба 41 осуществляется по иа вестнсму пришшпу роликового зажима (фнг. 12 и 13), Зуб имеет выемку, в которой на скошенной боковой стенке установлен с возможностью перемещения заклинивающийся ропик 44. Электрод 3 через направляющую насадку 47 проталкивается через начальное отверстие в зу 41 (фиг. 12). При движении вверх в зуб 41 подвижный заклинивающийся ролик 44 проталкивается по скощенной поверхности вверх, причем образуется щель для проходящего электрода. Когда электрод поднимается над изделием 6 на высоту, определенную установкой счетчика, подача останавливается и зажимной рычаг 40 поднимается от изделия в направлении стрелки (фиг. 13). Вследствие наклона поверхности электрод с заклинивающимся роликом 44 заклинивается и тем самым предотвращается его проскальзывание. Во время протягивания.электрода 3 вверх зажимной рычаг 4О и тем самым электрод 3 вследствие направления кулисой 43 осуществляют поворот вокруг регулятора 6О, в котором электрод 3 вводится в V-образную призматическую направляющую. При скольжении вверх зажимного рычага 40 конец электрода 3, выступающий из зуба 41, захватывается транспортирующими роликами верхней при водной системы и протягивается вверх. В результате протягивающего движения транспортирующих роликов заклинива ющийся ролик 44 проталкивается вверх и электрод 3 может скользить через зуб 41. После этого зажимной рычаг 40 воз вращается в свое исходное положение, которое он занимает во время процесса эрозии. Исходное положение предпочтител но устанавливается в зоне зажимного рычага 40. С этой целью зажим ной рычаг 40 снова перемещается вниз. Так как при движении вниз эффект зажима зубом 41с заклинивающимся ролико уже отсутствует, то в зоне поворота залшмной рычаг 40 отводится в сторюну от направления движения электрода 3 че рез бокове отверстие 45 зуба 41 (фиг. 12). Поэтому захватное приспособление 8 не мещает процессу эрозии изделия. Возврат зажимного рычага 40 в исходное положение производится электрическим переключателем (на фиг. не пока зан). Применение и установка таких переключателей известны. Для этого необходимо установить в верхней конечной точке движения вверх в зоне кулисы 43 переключатель, выключающий движение вверх и включающий снова движение вниз Для останова движения вниз в зоне пово рота кулисы 43 установлен еще один элекрический переключатель, приводимый в ействие только при движении зажимного ычага 40 вниз из верхнего положения и останавливающий движение зажимного рилчага 40. Из исходного положения зажимной рычаг 40 запускается при следующем процессе заправки. С П(хощью дополнительного электрического контакта, приводимого в действие натянутым электродом 3, производится включение нов го прюцесса эрозии. Рабочими направляющими электрода являются V -образные призматические направляющие колеса 59, в которые проволока вводится вследствие растягивающего напряжения и запитывается током. После того, как электрод 3 протянут через начальное отверстие и натянут транспортирующими роликами верхней приводной системы, необходимо систему подвода тока и воды прижать к электроду. При этом используется гидрашлический прижим систем подвода давлением диэлектрика при включении насоса (фиг. 14 и, 15). Как только электрод 3 натянут, через электрический контакт и устройство управления станка включаются транспортирующее устройство и водяной насос. В напорный цилиндр 48 через отверстие 49 по щпан- гу из насоса подается диэлектрик. При заполнении цилиндра диэлектриком порщень 50 со щтоком 52 перемещается вперед в направлении стрюлкн (фиг. 16), Прижимной уголок 53, подвижно соединенный с концом щтока 52, поворачивается вокруг болта поворота 54. Прижимным уголком 53 система подвода диэлектрика 56 и подвода тока 55 прижимается к электроду 3. Дополнительно электрод 3 зажимается между регуляторюм 60 и направляющим колесом 59. Этот поворот обеспечивает точное прилегание электрода 3 в регуляторе 60 и хоркшгай прижим контактов в системе подвода тока. Кабепь тока 57 и щланг для воды 58 выполнены гибкими и следуют за поворотом прижимного уголка 53. Когда процесс эрозии закончен, устройство уп- рзавления отключает водяной насос. Да1 ление воды падает и поршень 50 пружиной 51 отводится назад, причем прижимной уголок 53 снова поворачивается щто- ком 52. При начале нового процесса заправки электрод 3, не встречая сопрютивления со стороны регулятора 6О и отклоненного прижимного уголка 53, захватным приспособлением 8 снова протягиззается
вверх до положения между транспортирующими роликами приводной системы. Они захватывают подведенный электрод 3, продвигают его, например к отходокро шитешо, который разрезает электрод на мелкие проволочные куски и подает в бак для отходов.
Таким образом, процесс заправки электрода и обработки детали полностью ai томатизирован.
Формула изобретения
1. Устройство для электроэрозионной обработки проволокой или лентой, содержащее электронный блок регу1й рования, нижнюю приводную систему, расположенную со стороны запаса электрода-инструмента и верхнюю приводную систему, расположенную по другую сторону зоны обработки, отличающееся тем, что,.с цеяью автоматизации процесса заправки и обработки детали, в устройство введены размещенный со стороны запаса электрода-инструмента зажимающе-транспортирующий механика, связанный с блоком регулирования, установленное над указанным механизмом перфорирующее устройство, также связанное с блоком регулирования, и захватное приспособление, предназначенное для подведения электрода-инструмента к верхней приводной системе.
2.Устройство по п. 1, о т п и ч а ю ш е е с я тем, что зажимающе-транопортирующий механизм выполнен в виде двух подпружиненных рычагов, на свободном конце каждого из которых размещен опорный сегмент с отверстием, через которое проходит пртводной вал, несущий
ролик подачи, при этом ролики имеют возможность сближения посредством введенного в устройство рычажного механизма..
3.Устройство по п. 1, отличающее с я тем, что перфорирующее уст5 ройство выполнено в виде наковальни и клина насечки, установленного на качак щемся вокруг жестко закрепленной оси рычаге, связанном посредством штанги с тяговым электромагнитом.
4.Устройство по п. 1, отличающееся тем, что захватное приспособление выполнено в виде роликового зажима, рычаг которого жестко связан со втулкой, раамешенной с возможностью перемещения в отверстии направляющей трубы, в которой выполнен криволинейный паз, предназначенный для направления ролика, связанного с втулкой.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3891819, кл. В 23 Р 1/О8, опублик, 1975.
Г
1
I
Фиг.1
n
ГП
Zk
25
n
25/Jp-«.
HJ -«-
3 Фм.1§
П
Фиг 5
п
х2«
X,
Д0
ai
J
2 и./
«)
fS
.0
оч
«2
-4ff
Ч,
/
. Д7
4k
